精准润滑在机床再制造中的应用
2020-05-15宜昌长机科技有限责任公司湖北宜昌443003
■ 宜昌长机科技有限责任公司 (湖北宜昌 443003) 杨 光
旧机床的再制造,与传统机床大修有着本质上的区别,它是一个充分运用现代工艺技术、信息技术、数控及自动化技术、绿色制造技术,以极小的代价对有利用价值的废旧机床进行创新性再设计、再制造,使再制造后的机床在自动化程度、专业性、加工精度和生产效率上都能得到大幅提高的过程,这个过程就是目前国际上流行的机床再制造。
本着这一理念,我公司对购买的二手旧设备,法国产贝蒂埃(Berthiez)立式内外圆磨床进行了一次非常成功的全方位数控化再制造。在这次再制造过程中,我们利用西门子828D数控系统的强大功能,对原机床的润滑系统进行了在不同运行程序下,按需进行高效定时、定量的精准润滑尝试。
1. 贝蒂埃立式内外圆磨床介绍
如图1所示,该机床为立式单柱、动梁及双磨头内外圆磨床。原机床在润滑油路设计上采用无选择、无监控的统一供油方式。
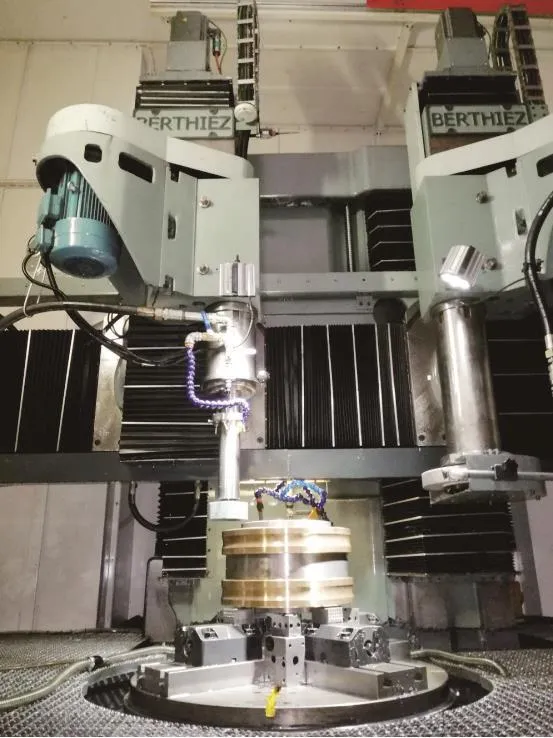
图1 贝蒂埃立式内外圆磨床
这样粗放的统一供油方式所带来的最大弊端就是:①统一润滑给暂时不运动的部件也在进行着强制润滑,这样就造成润滑油的大量浪费。②过度润滑造成使用后润滑油的回收和处理非常困难。同时,也对工作环境及昂贵的专用磨削液造成污染。③从拆卸后的运动部件分析得知,在无监控状态下,因润滑泵的故障、运动件的润滑油管破裂、分油器损坏等隐形故障无法及时发现,已对滑动导轨副造成相互间因无润滑油隔离而引起摩擦阻力增大、磨损加剧,并由此进一步造成导轨局部出现拉伤和烧蚀,从而严重影响到机床的几何精度和加工精度。
2. 机床润滑系统再制造具体情况
如图2所示,我们设计了一个全新的润滑油供油和控制系统,其采用了一个导轨润滑用油的专用自动润滑泵站、一个分油板、5个电磁阀(见图2右侧)、5个压力传感器(见图2左侧)组成的供油系统,分5通路给5套滑动导轨副按需进行多套程序控制下的定时、定量的精准润滑。

图2 新增润滑油分油板的设计
当主机开机启动液压系统后,伴随工作台主轴箱进行3min箱内润滑,导轨自动润滑系统也将接受在程序控制下的全导轨润滑点初始润滑模式。即自动润滑泵启动,压力油在溢流阀的控制下以2MPa的压力,通过自动润滑泵的压力传感器、输油管线进入阀板。
如果2s内系统未获得自动润滑泵站的压力传感器信号,数控系统将会发出报警提示“自动润滑泵故障”。当数控系统得到该压力信号后,程序将会首先开启横梁润滑电磁阀,压力油在横梁润滑压力传感器的监控下,通过管线进入横梁升降导轨润滑的多头定量分油器。
如果3s内未获得该段管线的压力传感器信号,则可能是该电磁阀未打开,或管线或多头分油器出现泄漏造成失压。此时,数控系统将会发出报警提示“横梁润滑系统故障”。自动润滑泵将停止工作,等待处理。
如果得到该段管线的压力传感器信号后,数控系统将会依次逐个打开左径向进给滑板、右径向进给滑板、左磨头轴向往复滑板、右磨头轴向往复滑板的润滑电磁阀。其中,当依次开启到某一电磁阀后,在规定时间内未获得该段管线中的压力信号时,润滑系统将停止工作,等待处理,并及时显示当前故障信息。当系统获得这5条管线的压力信号后,润滑泵站将停止运转,延时2s等待系统泄压,当泄压式多头分油器完成润滑油定量注油后,5个电磁阀将同时失电关闭。延时20s后,系统将再重复一次全导轨润滑点的初始润滑程序。这样,通过在5通路中分别设立的电磁阀、压力传感器与数控系统相连接,在机床正式工作前就可通过润滑程序,及时地对各润滑通路分别控制和各管线内的压力进行有效检测。通过润滑自动泵站和各通路电磁阀的开启顺序,以及各压力传感器的压力反馈顺序,可及时地在系统的引导下,得知自动润滑泵是否存在故障,那一通路中或电磁阀、或管线或多头分油器出现故障的精准信息。为数控化故障自动诊断和故障可视化,奠定良好的基础。
当全导轨润滑点的两次初始润滑程序结束后,机床即转入正常工作状态,其导轨用自动润滑系统也将转入工作状态时的按需定时、定量精准润滑程序。在进入工作状态下,当选择横梁移动时,润滑站将及时启动,其与之相对应的电磁阀也将开启,在通路上的压力继电器监控下,使润滑油进入横梁上的定量分油器,进行移动前的一次性润滑。对左右各两水平套垂直相交滑板的润滑,则采用了按磨削模式精准定时、定量的润滑模式,当选择内圆磨削模式时如图3所示。
润滑系统仅对参与内圆磨削的左径向进给滑板、左轴向进给滑板的运动导轨进行定时、定量润滑。即给左轴向进给滑板导轨副定量润滑完毕后,间歇10min后,再给左径向进给滑板运动导轨副进行定量润滑,如此间隔、反复交替润滑。如果在执行润滑程序的过程中出现报警信号,机床仍将继续工作直至程序结束或视情况人工干预中断程序,以避免未退刀时突然停机,给加工面或砂轮造成损伤。当选择外圆磨削模式时,润滑系统也仅对参与外圆磨削的运动导轨进行润滑。机床经再制造后的外观如图4所示。
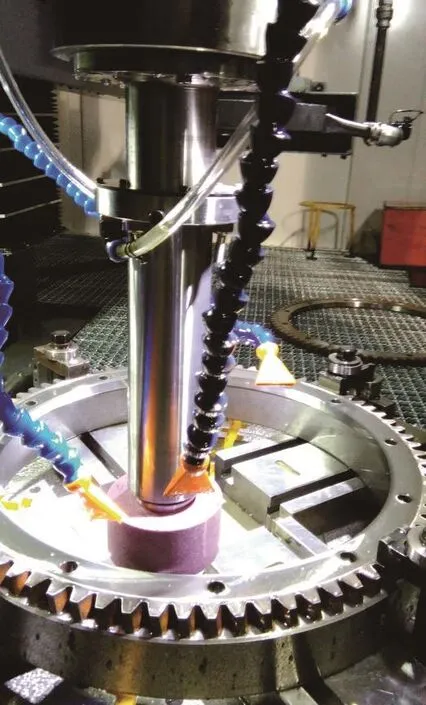
图3 用内圆磨头进行内圆磨削
图4 机床经再制造后的外观
3. 再制造效果
在数控系统高效管理下实施的精准润滑与监控较传统润滑方式相比,大幅减少了该机床在全寿命期内对润滑油的需求总量,有效节约了机床的使用成本,还大幅减少了润滑油使用后回收和处理的双重麻烦,减少了对操作环境和磨削液的污染,环保效果明显。同时,将隐形故障用数字化的方式及时显现出来,避免了当出现润滑故障时盲目地在机床各拖链中去查找、猜测泄漏点的现象。为维修缩短了排出故障的时间,也为提高维修工作效率提供了重要的技术支持。同时,还有效避免了因未及时发现润滑油泄漏这样的隐形故障而造成的导轨副研损和烧蚀的重大设备事故。
数控系统的发展使其控制范围和能力变得日益强大,这为新型数控机床的设计、旧机床的再制造带来了一个全新的设计空间。这次润滑油路的再制造,让我们浅尝了按需精准润滑在机床再制造过程中的实际应用,我们也深刻认识到对机床润滑系统实施有效的管理与监控十分重要。
