钛合金材料特性及切削加工方法
2020-05-15松德刀具长兴科技有限公司浙江湖州313100赵晓强李陇涛
■ 松德刀具(长兴)科技有限公司 (浙江湖州 313100) 赵晓强 李陇涛
钛合金材料的应用目前已成为仅次于铁、铝的第三种金属材料,被广泛应用于各领域各行业,特别是近年来航空工业制造领域的应用急剧增加(如B787、A380及军用航空器),其发展之迅猛给予加工制造行业带来了很大的挑战,如生产效率低、刀具寿命段、零件加工质量废品率高等。因此,对金属加工刀具综合性能提高及合理有效的加工方法也提出了更高、更新的挑战。
首先,钛合金相对密度低(ρ=4.5g/cm3)、比强度(σb和ρ比)高,弹性模量小;具有良好的塑性和韧性;钛合金在高温或低温状况下能保持较稳定的物理、化学性能。如某些钛合金和工业纯钛在-253℃超低温下塑性和韧性仍然良好,而某些钛合金在550℃高温条件下长期使用仍然能保持较高的热稳定性;另外,钛合金具有优异的耐蚀性,它比不锈钢的钝态区域宽,氧化膜抗氯离子能力强。在海洋大气、海水、湿氯气、氯化物、次氯酸、硫化物、硫酸盐、大多数氧化性酸和有机化合物环境下,都有其优良的耐蚀性,同时钛合金还具有较高的抗冲击性能。因此常常被用于航空发动机叶片和大型飞机起落架、潜艇和医疗器械(见图1)。

图1 钛合金被用于诸多重要领域
1. 钛合金材料的特性
近年来,航空器产品的不断升级,如航空器零部件设计力求重量轻、体积紧凑等要求,很多零部件的结构形状复杂、形面多样化等,使各种高强度钛合金材料在航空器上的大量应用,从而需要更好的加工工艺方法和先进的刀具设计、制造技术来满足其加工要求。
对于航空器的特殊要求,科学家们不断研发出与其适配的新型航空器钛合金材料,来满足航空器机械零部件的高刚性、大强度和重量轻、体积小等设计要求。随之而来造成后续的钛合金机械零件加工效率低、工艺性差。金属切削加工中,切削刀具与被加工零件材料之间关系相互矛盾。当相互对立又相互联系的任何一方,如果有了新的突破和创新,就会迫使另外一方获得一个更新的发展。如果仍然采用传统材料的加工方法和加工刀具,将会在加工效率、加工质量和加工刀具成本上大打折扣。为了应对和适应新型钛合金零件的不断增加和对其加工性能、加工效率和加工精度等方面的要求,刀具界都在不断地改进各自的刀片基体材质、几何角度设计、涂层技术和创新的加工方法,来满足对新的钛合金材料零件的高效加工要求,特别是满足近年来对航空器需求量猛增,承载能力提高、碳排放和节能的要求。
2. 钛合金材料的加工方法
根据以往加工钛合金材料的刀具应用经验,加工方法和参数合理选择非常重要。另外,使用特殊的加工技巧和特殊的刀具几何参数设计,对于提高加工效率、延长刀具寿命非常有效。无论采用哪种加工方法,其目的是为了最大限度地降低加工切削部位的刀尖和零件温度,防止被加工零件表面硬化、刀尖温度过高。由于切屑形成实际上是一个挤压、变形、剪切和摩擦的过程,会产生大量的切削热(见图2),往往采用增加散热区域、控制切削力、采用摆线走刀和大进给铣削等方法均能提高其加工效率,延长刀具寿命。对于同样的机床、零件和刀具,加工钛合金材料的切削方法不同对于刀具寿命和加工效率,会有截然不一样结果。摆线切入法可最大限度减小刀具与被加工表面的切削区域,使得刀具的实际切削包角最小,延长刀具每一转每齿的散热时间;螺旋插补使得每齿切削量相对均匀,特别是在加工零件内拐角处最为明显;大进给切削方式,以小的切削深度、大的进给有效地减小了切削力,使得加工中产生最小的切削热、加工区域温度最低。无论采用哪种铣削方式, 最终目的都是为了最大限度降低切削力、减小切削区温度。
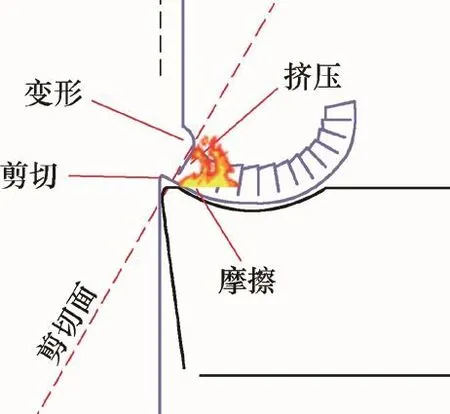
图2 切削过程分析示意
一种优秀的钛合金加工刀具,必须具备锋利的切削角度、强度高的切削刃口、耐热的表面涂层,配以不同一般材料的切削加工方法等一切有利于降低加工区域温度和快速散热的效果。要做到这一点务必从以下几个方面思考和实现:
首先,在加工钛合金零件中实现切屑有效合理的断屑,最大限度地控制被加工区域的温度。一般材料在机械加工中大量的切削热产生在切屑上,能够有效地产生断屑,会使加工中产生大量的切削热被切屑带走。在车削过程中,我们最理想的切屑形状为“C”字形、“6”字形或“9”字形(见图3)。 特别是对于粗加工工序,在整个加工系统刚性允许的情况下,尽可能使其在整个加工过程中产生断屑。但对于钛合金材料的加工却很不相同,由于钛合金材料的特殊特性,在加工中大量的切削热会保持在刀尖和被加工零件表面区域。不但对加工过程中断屑有严格的要求,同时对刀具材料耐热性、刃口的锋利和强度还要有特殊的要求。
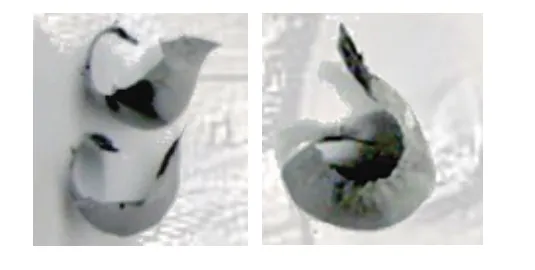
图3 切屑形状示意
其次,建议在铣削加工钛合金零件时尽可能采用逆铣方式,使得切削过程中形成的切屑由厚变薄(见图4),当刃口切入后温度急剧升高时,切屑已经逐渐变薄刃口随即切出。这种铣削方式能够大幅降低切削刃口温度,延长刀具寿命。因为顺铣加工在刀具切削刃进入被加工零件表面时会产生急剧的摩擦和滑移,产生大量的切削热造成被加工表面硬化、刀具刃口寿命短。
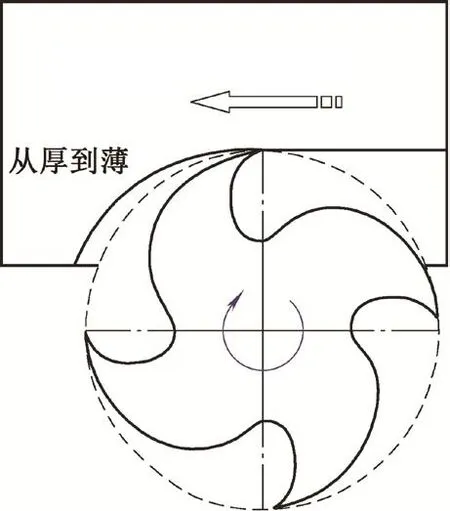
图4 切削过程中切屑由厚变薄
另外,充分的冷却能够明显提高刀具寿命。对于具有内冷却的CNC机床,应该尽可能使用最利于降温的内冷却功能,并推荐使用内冷却刀具,以便机床强有力的高压流体带走大量的切削热,确保加工区域在一定的温度范围。对于没有内冷却功能的机加工机床,强烈建议使用外传内冷却刀柄增强冷却效果。同时,选用特殊的冷却流体和合理的冷却流体浓度(推荐浓度10%左右)也非常重要。
对于钛合金零件的加工,由于钛合金材料零件弹性模量小,在加工过程中遇到零件上的尖角易反弹。应采用不同的切入、切出方式,避免在切入或切出时材料反弹,造成刀具刃口损坏。一般建议采用圆弧切入(见图5),并提前加工切出部位的尖角(见图6),当刀具切出时不会再出现零件上的尖角反弹,损毁刀具刃口(见图7)。对于内腔圆角在精加工前应预先处理,在精加工时零件侧边余量与内角余量相对均匀,这样非常有利于提高零件的表面加工质量和刀具切削寿命(见图8)。
适当控制刀具的切削力和切削速度,也是降低加工区域温度、延长刀具寿命最有效的方法之一。通常加工钛合金材料零件采用周边修磨的正型刀片减小切削力,以较低的切削线速度及较小的切削宽度降低切削温度和刀具刃口的切入时间。根据不同的钛合金材料、零件结构和加工系统刚性等因素,在通常加工钛合金材料零件时,应根据不同的切削宽度控制刀具的切削线速度。一般来讲刀具的切宽越大切削线速度越低,反之刀具切宽越小切削线速度可以提高(见图9)。一般情况下,粗加工切削线速度在40~80m/min,精加工切削线速度在60~120m/min。
加工中保持适当有效的刀具包角,使得刀具的每一个有效加工齿能够最大限度地保证最长冷却时间。加工中保持适当、合理地刀具有效包角,有利于提高钛合金材料的切削效率、延长刀具加工寿命。刀具有效包角,反映到切削参数上,与切削深度和切削宽度及刀具直径有着直接的关系(见图10)。特别要注意的是,在加工这类材料时,尽可能避免满刀切削(即刀具的有效切入包角等于180º)。在实际加工中,刀具的切削包角每增大一倍,刀具寿命会减少30%左右(根据不同品牌的刀具和被加工不同材料有所差别)。因此,钛合金零件铣槽加工,强烈推荐使用摆线铣加工方法。
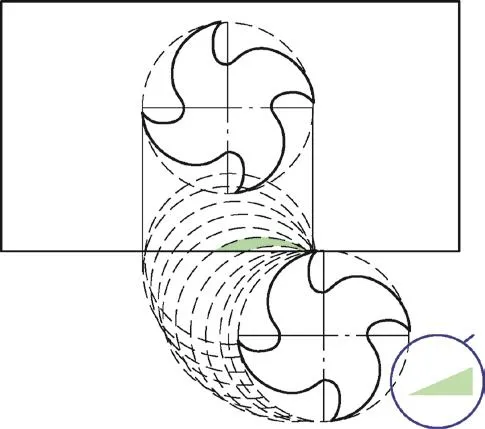
图5 圆弧切入
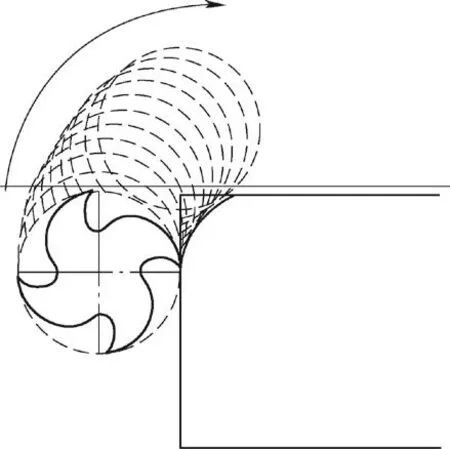
图6 提前加工切出部位的尖角
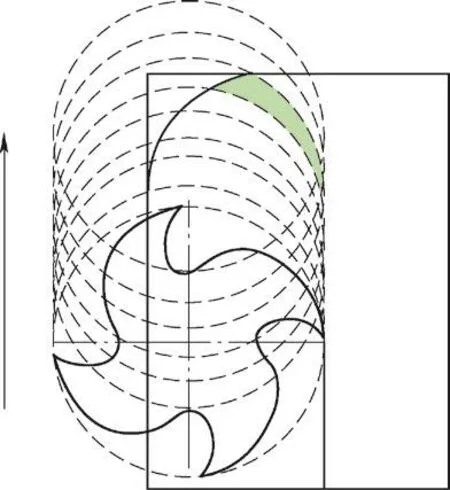
图7 切出时不会出现尖角反弹
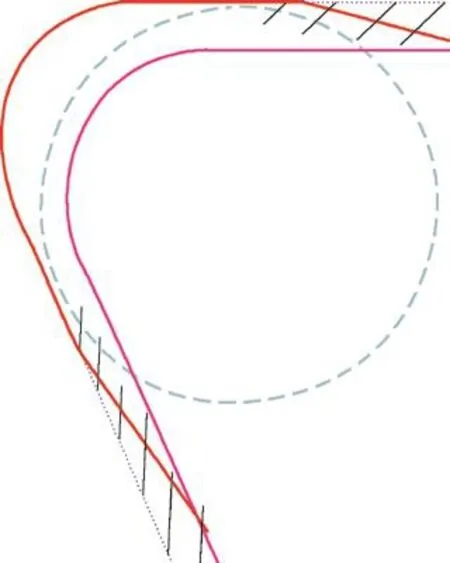
图8 内腔圆角预先处理
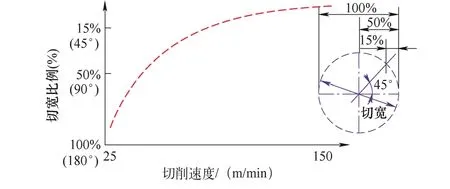
图9 切宽比例与切削速度的关系示意
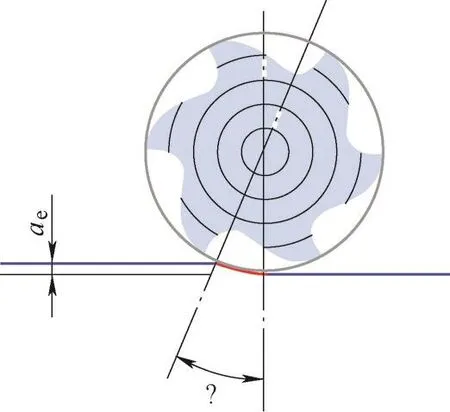
图10 刀具有效包角在切削参数上的示意
3. 结语
作为专业化刀具企业的松德公司,在生产现有阻尼减振刀具、高精密镗刀和高精度刀柄系统产品的同时,致力于高性能钛合金材料加工刀具的研发和制造。公司通过自身不断创新发展,利用多年的刀具研制、生产和应用经验,同时借助行业高科技、高性能及超微晶粒硬质合金粉末的生产手段和国际先进的制造技术,力求刀具基体材质、切削槽型和表面涂层的创新和加工方法的优化,使得公司生产的钛合金材料刀具在加工效率和刀具寿命方面,均处于国内刀具行列的前沿。
