HSP含量对EVA发泡材料微观结构和力学性能的影响
2020-05-13涂多想
刘 丽,涂多想
(上海大学材料科学与工程学院,上海200444)
乙烯-乙酸乙酯共聚物(ethylene-vinyl acetate,EVA)发泡材料应用非常广泛,具有良好的冲击强度、韧性和回弹性.但随着对EVA发泡材料需求量的增加,对其性能要求也越来越高,往往需要对其加以改性才能更好地应用于日常生活[1].
已有研究结果显示,可以通过填料来改善EVA发泡材料的整体性能.例如添加无机粒子不仅可以对材料进行补强,还可以通过促进气泡成核和改善聚合物熔体强度,最终达到减小泡孔尺寸、均化泡孔尺寸分布和提高泡孔密度的效果[2-7].但因无机粒子与聚合物材料的相容性不好,无法得到高性能的填充材料.
植物颗粒与无机粒子相比,来源广泛且有更好的加工性能[8-9].汉麻秆芯粉(hemp stem powder,HSP)是一种植物纤维颗粒,由去除韧皮纤维部分的汉麻秆粉碎制而成.汉麻秆常被作为废弃物丢弃或直接焚烧,几乎没有成本费用[10].本研究选用的HSP粒径中值为32.6µm,热分解温度为210°C.HSP表面具有大量缝隙和沟槽,比表面积大.
注射成型发泡过程的剪切场对泡孔形成具有着极大的改善作用[11-12].本研究采用注射成型发泡工艺制备了一系列不同配比的EVA/HSP发泡材料,研究了在外场条件下,不同HSP含量对EVA/HSP发泡材料泡孔形成的影响机理.
1 实验部分
1.1 实验原料
乙烯-乙酸乙酯共聚物(EVA7350),汉麻秆芯粉(HSP),发泡剂偶氮二甲酰胺(azodicarbonamide,ADC),发泡助剂氧化锌(ZnO),交联剂过氧化二异丙苯(dicumyl peroxide,DCP)和脱模剂硬脂酸ST.
1.2 注射成型EVA/HSP发泡材料的制备
(1)开启密炼机,将EVA7350和HSP按质量比99:1,98:2,97:3,96:4,95:5,分别与脱模剂ST(0.5 phr)和发泡助剂ZnO(2.5 phr),按照一定比例加入预热完毕的密炼机中.
(2)在密炼机中混炼10 min后,加入发泡剂ADC(5 phr)和交联剂DCP(0.65 phr)继续共混密炼.
(3)将混合物放入双辊开炼机,压成薄片.
(4)将薄片加入造粒机中进行造粒.
(5)将粒料加入料斗,射出温度为178°C,射出压力为50 MPa,时间为600 s.
(6)发泡完毕,卸压跳模,将制得的样品剪裁,用于性能测试与表征.
1.3 测试与表征
(1)HSP结构形貌和EVA/HSP发泡材料泡孔形貌采用复纳科学有限公司的LT3687型扫描电镜(scanning electron microscopy,SEM)进行测试.使用Image Pro Plus软件自动识别各个泡孔,对泡孔尺寸、泡孔尺寸分布和泡孔密度进行分析.
(2)通过赛默飞世尔科技公司的PolyLabQC型哈克转矩流变仪和TA公司的DHR-3型旋转流变仪对EVA/HSP共混物进行测试.
(3)对EVA/HSP发泡材料进行力学性能测试:①硬度,按HG-T 2489—2007测试;②密度,按GB/T 6343—2009测试;③拉伸强度和断裂伸长率,按GB/T 10654—2001测试;④回弹性,按GB/T 10652—2001测试;⑤压缩永久变形,按HG-T 2876—2009测试.
2 结果与讨论
2.1 HSP和EVA/HSP发泡材料的SEM图
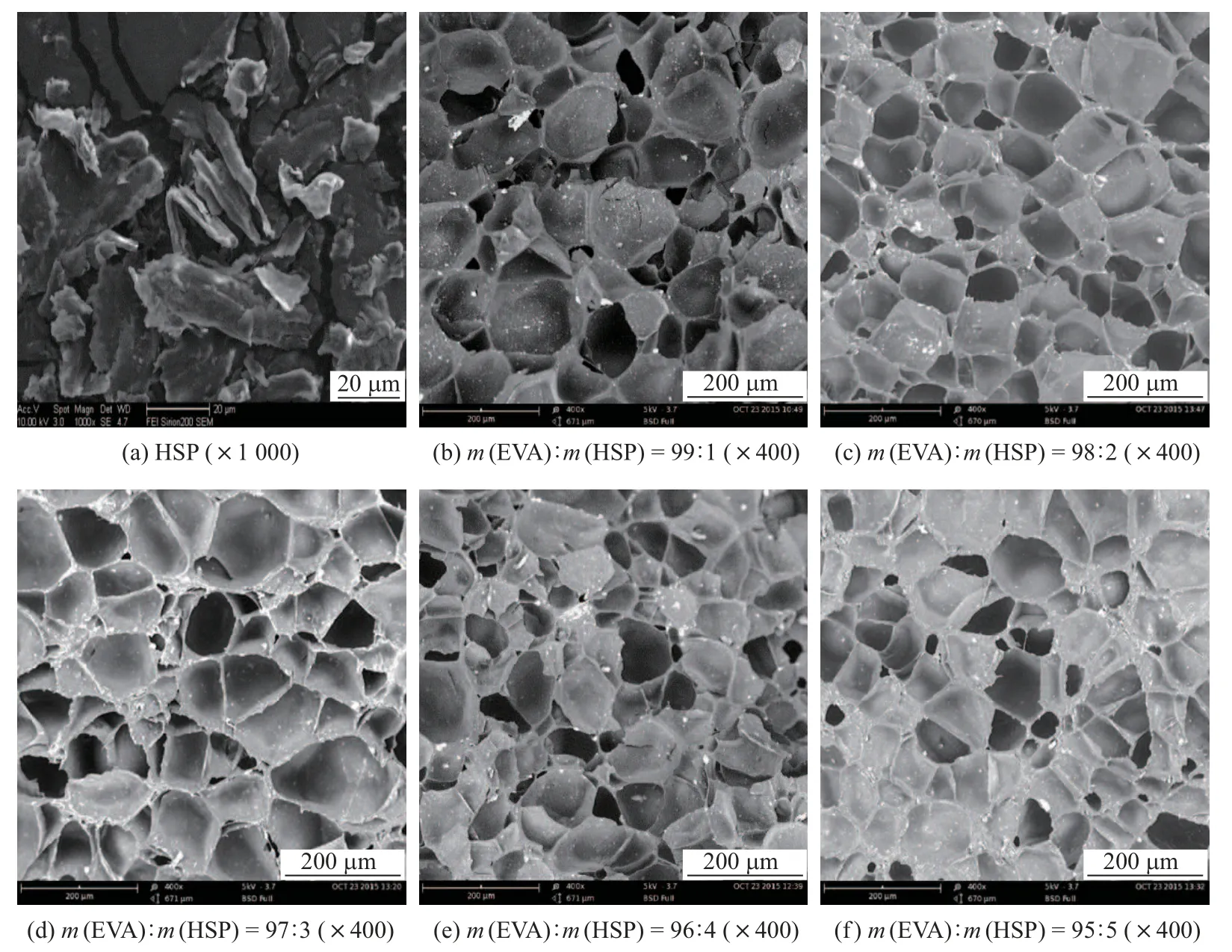
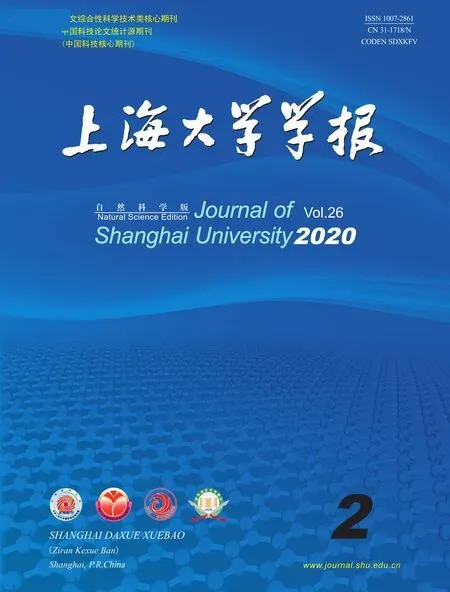
图1 HSP和不同比例的EVA/HSP发泡材料的SEM图Fig.1 SEM images of HSP and diあerent contents of EVA/HSP foamed materials
图1 (a)为HSP的SEM图.可以看出,HSP尺寸分布很广,三维结构呈现薄片状,表面粗糙并含有大量裂纹和缝隙.由于HSP尺寸分布很广,当HSP尺寸较大时,异相成核点从HSP自身转移到结构表面的裂纹和缝隙中,此时往往一个HSP颗粒上有多个成核点.图1(b)~(f)为不同质量比(99:1,98:2,97:3,96:4,95:5)EVA/HSP发泡材料的SEM图.从图中无法直接得到HSP对EVA/HSP发泡材料泡孔形貌的影响规律.采用Image Pro Plus软件对EVA/HSP发泡材料泡孔尺寸、泡孔尺寸分布和泡孔密度进行计算,结果如表1所示.可以看出,随着HSP含量的增加,EVA/HSP发泡材料泡孔尺寸整体处于一个下降的趋势,泡孔尺寸分布先下降后上升,泡孔密度先上升后下降.这是由于过多的HSP无法达到理想的均匀分散状态.局部区域过多的HSP会导致该区域的临界成核能垒要低于其他区域,产生过多的临界气泡核,进而导致该区域每个气泡内的压力下降;而其他区域的整体压力没有明显变化,最终使得材料的泡孔尺寸分布上升,泡孔密度下降,而泡孔尺寸由于更多的成核位点则保持下降趋势.
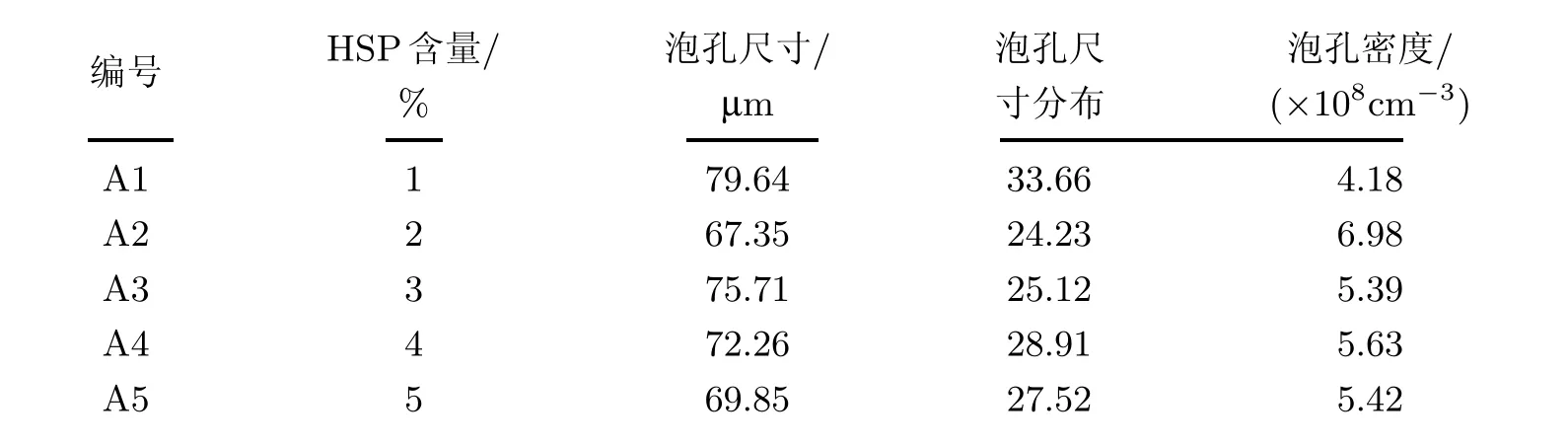
表1 不同比例的EVA/HSP发泡材料对应的泡孔尺寸、泡孔尺寸分布和泡孔密度Table 1 Cell sizes,size distributions and cell densities of diあerent contents of EVA/HSP foamed materials
2.2 EVA/HSP发泡机理初探
图2为熔体流动示意图.可以看出,螺杆持续推动熔体进入模具,整个熔体系统受到一个外场作用,流入模具中的熔体流动为层流.由于熔体对模壁的黏附阻力使熔体流动时存在速度梯度,EVA高分子链的两端常处于不同速度层中(一端可能处于速度较快的中心区;另一端则处于接近模壁的速度较慢区),速度差使两端会产生相对移动,结果使分子链伸直取向[13-15].
图3为图2中圆圈所对应的熔体发泡示意图.在这一过程中有如下3个因素促进熔体发泡.
(1)首先是外场作用于EVA高分子链上使其产生取向,势能下降,促进成核[16-20].
(2)其次是HSP独特的三维结构有助于气泡成核.图4为HSP放大20 000倍的SEM图.可以看出,HSP表面为粗糙的不规则形状,含有大量的裂缝,提供了大量异相成核点.在实际加工中,各种潜在的异相成核点(如添加剂、杂质、成核剂、加工设备内壁等)都不具有光滑的表面,截面多为小坑或裂缝,异相成核在这些小坑或裂缝内普遍存在[21-22].
(3)最后是在EVA/HSP发泡过程中,当外场作用于熔体时,HSP与EVA熔体不是一个连续的整体,HSP局部区域的压力与EVA熔体的压力是不相同的[23-24].HSP周围的局部区域压力可能会有很大变化,从而影响气泡的成核行为.图5为外场对发泡的影响.根据经典成核理论[25-26],临界成核半径r∗为

式中,r∗为临界成核半径,σ为表面张力,Pb为气泡内发泡剂分解产生的气体所对应的压强,P0为系统压力.当局部区域受到一个外力时,外力(PN)的方向与Pb方向相同,此时临界成核半径r∗为

若临界成核半径变小,则意味着有更多的成核点,泡孔密度变大.
2.3 HSP含量对EVA/HSP共混物熔体强度的影响
图6为不同HSP含量对应的EVA/HSP共混物扭矩曲线.发泡过程的影响因素非常复杂,熔体强度是发泡过程非常关键的一个因素,而扭矩是材料熔体强度的一个表征参数.从图6可以看出,5 min后扭矩的大小已基本趋于稳定,此时随着HSP含量的增加,扭矩逐渐增大.扭矩的增大也就意味着熔体强度的提高,有助于泡孔结构的稳定,避免发泡过程中泡孔的破裂、合并甚至坍塌.

图2 熔体流动示意图Fig.2 Schematic diagram of the melt flow
图3 熔体发泡示意图Fig.3 Schematic drawing of the melt
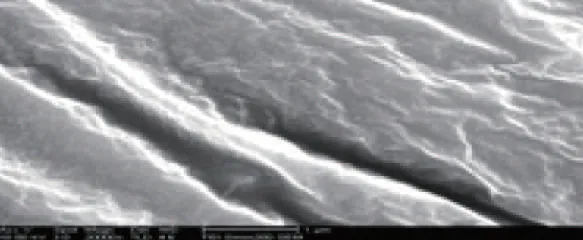
图4 HSP的SEM图(×20 000)Fig.4 SEM image of the HSP

图5 外场对发泡的影响Fig.5 Eあect of the field on foaming
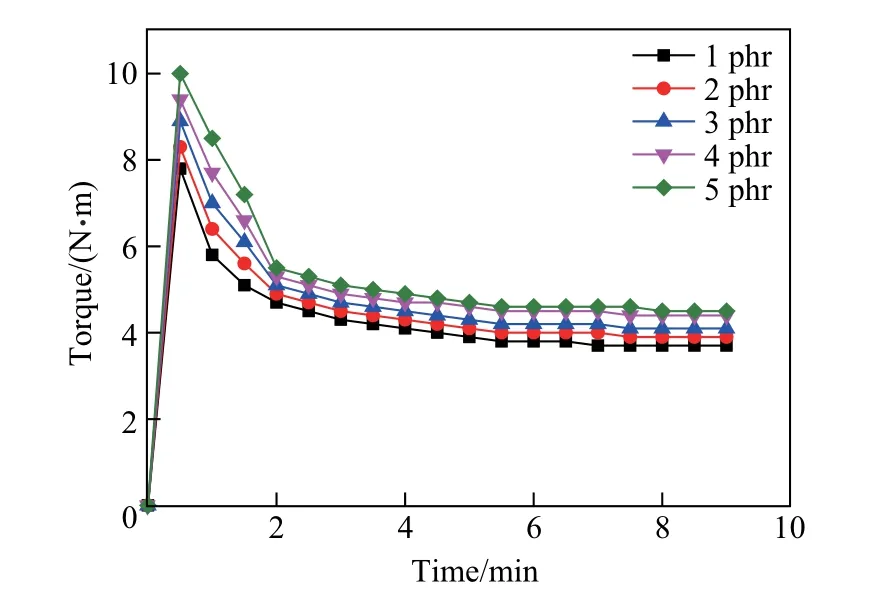
图6不同HSP含量对应的EVA/HSP共混物扭矩曲线Fig.6 Torque curves of EVA/HSP blends with diあerent HSP contents
2.4 HSP含量对EVA/HSP共混物储能模量的影响
图7 为不同HSP含量对应的EVA/HSP共混物储能曲线.可以看出在整个扫描频率范围内,EVA/HSP共混物的储能模量大小随着HSP含量的增加而变大.这是由于加入HSP后,分子链扩散进入HSP片层中,HSP中的–OH起到了类似于物理交联点的作用,形成了三维网状结构,提高了分子链间的缠结作用,进而提高了EVA/HSP共混物的黏弹响应.
2.5 HSP含量对EVA/HSP发泡材料力学性能的影响
2.5.1 HSP含量对EVA/HSP发泡材料密度和硬度的影响
图8是不同HSP含量对EVA/HSP发泡材料密度和硬度的影响.可以看出,随着HSP含量的增加,EVA/HSP发泡材料的密度和硬度都略有下降.这是由于HSP含量的增加提供了更多的异相成核点,气泡生长过程的竞争更加激烈,泡壁之间的液膜变薄.单位体积中聚合物含量的下降,也就意味着材料密度和硬度的下降.

图7 不同HSP含量对应的EVA/HSP共混物储能模量曲线Fig.7 Storage modulus curves of EVA/HSP blends with diあerent HSP contents
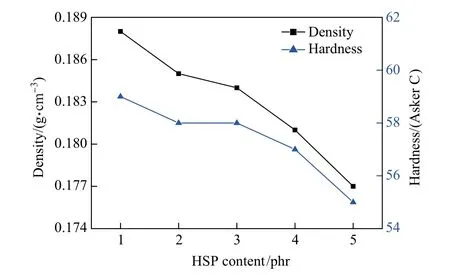
图8 不同HSP含量对EVA/HSP发泡材料密度和硬度的影响Fig.8 Eあects of diあerent HSP contents on density and hardness of EVA/HSP foamed materials
2.5.2 HSP含量对EVA/HSP发泡材料拉伸强度和断裂伸长率的影响
图9是不同HSP含量对EVA/HSP发泡材料拉伸强度和断裂伸长率的影响.可以看出,随着HSP含量的增加,EVA/HSP发泡材料的拉伸强度略有下降,断裂伸长率略有提高.这是由于HSP的加入会对发泡过程产生两方面的影响:一方面是HSP在发泡过程中提供了异相成核点,促进了气泡成核,泡孔壁变薄;另一方面是随着HSP含量的增加,HSP由于团聚作用,对EVA/HSP发泡材料造成的缺陷也越来越大,阻断了高分子链之间的正常运动,增加了应力集中点,导致发泡材料拉伸强度的下降和断裂伸长率的提高.

图9 不同HSP含量对EVA/HSP发泡材料拉伸强度和断裂伸长率的影响Fig.9 Eあects of diあerent HSP contents on tensile strength and elongation at break ofEVA/HSP foamed materials
2.5.3 HSP含量对EVA/HSP发泡材料回弹性和压缩永久变形的影响
图10是不同HSP含量对EVA/HSP发泡材料回弹性和压缩永久变形的影响.可以看出,随着HSP含量的增加,EVA/HSP发泡材料的回弹性略有下降,而压缩永久变形有较大的提高,增加了30%左右.回弹性是指发泡材料受到外力冲击后,材料反弹冲击能量的能力.压缩永久变形是指发泡材料受到外力作用后恢复形变的能力.材料的回弹性能变差,其压缩回复性能也必然变差,因为二者都与聚合物链段的松弛和运动能力有关.一方面,当HSP含量增加时,HSP团聚现象造成了聚合物的缺陷,影响了聚合物链的正常运动;另一方面,HSP含量的增加促进了聚合物发泡,这也意味着聚合物链段被更多的泡孔结构所限制.
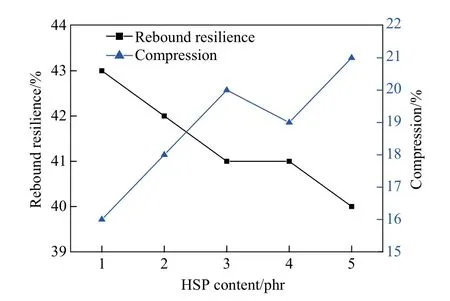
图10 不同HSP含量对EVA/HSP复合发泡材料回弹性和压缩永久变形的影响Fig.10 Eあects of diあerent HSP contents on rebound resilience and compression of EVA/HSP foamed materials
3 结束语
本研究采用注射成型发泡工艺制备了一系列不同配比的EVA/HSP发泡材料,表征了HSP的结构形貌、EVA/HSP发泡材料的泡孔形貌、EVA/HSP共混物的熔体强度和储能模量,探究了HSP含量对EVA/HSP发泡材料力学性能的影响规律.研究发现:①HSP结构表面含有大量的缝隙和凹槽,促进了EVA/HSP发泡;②随着HSP含量的增加,EVA/HSP发泡材料的泡孔尺寸整体处于下降的趋势,泡孔尺寸分布先下降后上升,泡孔密度先上升后下降;③随着HSP含量的增加,EVA/HSP共混物的熔体强度和储能模量都得到提高;④随着HSP含量的增加,EVA/HSP发泡材料的密度、硬度、拉伸强度和回弹性都在下降,断裂伸长率和压缩永久变形在提高;当HSP含量为3 phr时,EVA/HSP发泡材料的综合力学性能最优.