苹果汁冷冻浓缩与真空蒸发浓缩效果的对比
2020-04-25秦贯丰丁中祥原姣姣蒋润花黄斯珉邵友元
秦贯丰,丁中祥,原姣姣,蒋润花,黄斯珉,邵友元
(1.东莞理工学院 广东省分布式能源系统重点实验室,广东 东莞 532808;2.广东工业大学化工与轻工学院,广东 广州 510000)
冷冻浓缩被认为是一种有可能替代蒸发浓缩的方法,用于浓缩或预浓缩热敏性水溶液,如牛奶、新鲜果汁和其他食物或生物溶液,理论上具有诸多优点。在冷冻浓缩过程中,溶液中的部分水分被冷冻,转化为冰晶,然后从液相中除去。已有研究表明,与蒸发浓缩相比,冷冻浓缩具有热变性小的优点,可以更好地保持液体食物原有的风味、营养和颜色[1-3]。热力学中冷冻1 kg水需从水溶液中移除约334 kJ的热量,而蒸发1 kg水需供给约2 440 kJ的热量,即水的冷冻潜热仅约为其蒸发潜热的1/7[4]。因此,冷冻浓缩处理与蒸发浓缩相比具有很大的节能潜力。此外,由于消费者生活水平的提高和对健康问题的关注,高品质浓缩鲜果汁的消费量在全球范围内持续增加。因此,以保质见长的冷冻浓缩方法持续引起研究者的关注和兴趣[2,5-7]。同时,我国是世界苹果生产大国,栽培面积和产量均超过全球一半以上,2017年—2018年我苹果总产量达4 450万 t[8-9]。
根据水结晶方式的不同,冷冻浓缩分为渐进式结晶和悬浮结晶两种结晶类型。在渐进式结晶中,水在冷却表面冷冻,逐渐形成冰层(冰糕)以及被浓缩的液相;该技术的优点是设备成本低,且操作管理相对简单,但冰层传热效果差,传热系数小于100 W/(m2·K)[10-11]。此外,形成的冰层倾向于夹带液囊,导致严重的溶质损失[2,5,12]。在悬浮结晶中,冰浆在刮面换热器(scrapedsurface heat exchanger,SSHE)的冷却表面产生,传热系数较高(介于200~1 000 W/(m2·K)之间),其值与刮刀速率和溶质浓度有关,产冰速率可达40 kg/m2[13-16]。悬浮结晶中新生的冰晶非常小(低于微米级)并倾向于团聚,经过数小时的奥斯瓦尔德(Ostwald)熟化后,单个冰晶生长至几百微米,在此期间大量微小的冰晶融化并消失,导致剩余冰晶颗粒变大[17-19],通过这种方式获得的冰晶中溶质含量低于50 mg/kg,再通过逆流洗涤柱(塔)分离和纯化以达到浓缩果汁的目的[20]。可见,虽然悬浮结晶可作为冷冻浓缩可行的方法,但其实际过程复杂,主要包括以下步骤:制取冰浆、冰晶熟化、冰晶堆积床的形成和洗涤。每个步骤在单独的单元操作中进行,因此不但工艺复杂,而且大大增加了设备成本。
针对上述问题,本研究中使用悬浮式结晶冷冻浓缩仪,将传统上相互分离的单元——SSHE、结晶器和洗涤柱进行整合,研发具有三位一体紧凑结构的多级智能化冷冻浓缩仪,对该冷冻浓缩仪的可行性及存在的问题进行测试和验证,并与蒸发浓缩苹果汁进行对比分析。
1 材料与方法
1.1 材料与试剂
实验材料为市售某品牌果汁;若果汁浑浊,可用果胶酶(50 000 U/g)水解(加酶量0.1%、酶解温度室温、酶解时间1 h)和1~10 μm的聚酰亚胺膜微滤预处理苹果汁,以在冷冻浓缩前除去抑制冰晶生长的果胶及影响冰晶分离提纯的悬浮果肉。
碘化钾、重铬酸钾、硫代硫酸钠、VC(均为分析纯) 天津大茂试剂有限公司。
1.2 仪器与设备
PAL-1型阿贝折射仪 上海申光仪器有限公司;7890N/5975C型气相色谱-质谱(gas chromatographymass spectrometry,GC-MS)仪 美国Agilent公司;RE2000B型真空旋转蒸发仪 上海超越设备有限公司;SZM-7045型双目体视显微镜 北京天诺翔科学仪器厂;721G型分光光度计 上海精密科学仪器有限公司。
1.3 方法
1.3.1 营养成分和香气成分测定
可溶性固形物含量:冷冻浓缩实验中,苹果汁原汁及浓缩汁中可溶性固形物含量用阿贝折射仪测定,以糖度表示,单位为°Brix;营养成分分析中,用干燥法测定苹果汁原汁中的可溶性固形物质量浓度。还原糖质量浓度:参照QB/T 2343.1—1997《赤砂糖》,用改进的兰-艾农法测定。VC质量浓度:用碘量法[21]测定。透光率:按照QB/T 1687—1993《浓缩苹果清汁》用分光光度法测定,将苹果汁糖度调节至11.5 °Brix,以蒸馏水作参比,测定苹果汁在440 nm波长处的透光率。
香气成分测定:用顶空固相微萃取法收集原汁、蒸发浓缩汁、冷冻浓缩汁和融冰中的挥发性成分,并使用DB-Innowax石英毛细管色谱柱(60 m×0.25 mm,0.25 μm)进行GC-MS分析。GC条件:5 mL样品中加入10 μL环己醇作为内标物;升温程序:起始温度40 ℃,保持2 min,以5 ℃/min升至250 ℃,保持20 min;载气He,流速1.1 mL/min;分流比1∶1。MS条件:电子轰击离子源,能量70 eV。应用Wiley和NIST质谱数据库,选择匹配度大于95的物质作为有效香气成分。
将冷冻浓缩冰床融化,按上述方法分别测定冰晶中的可溶性固形物含量、还原糖质量浓度、VC质量浓度、透光率和香气成分含量(由乙酸丁酯表征)。
1.3.2 保留率的计算
将GC分析中内标物环己醇(2 μL/mL)峰面积定义为1,以某一香气物质峰面积与内标物峰面积之比确定该组分相对含量(C’)。当果汁中某一香气组分实际含量由C0/(μL/mL)浓缩到C/(μL/mL)时,若该组分没有损失,则其相对含量相应从z0增加到z,可记为香气组分保留率按式(1)计算。

式中:z’为所测香气组分浓缩后实测含量,假定与C’成正比。还原糖和VC保留率按相同方法计算,z’和z分别代表浓缩后所测物质的实测含量和理论含量。
1.3.3 智能化冷冻浓缩仪原型机设计
本实验中使用的冷冻浓缩机为实验室规模的仪器原型机(未见于市场),装载量2.5 L,以批量悬浮结晶模式工作。仪器主要包括用于冷却和冷冻的制冷单元、制冰的螺杆式SSHE、供冰晶生长和分离的结晶-洗涤柱、电机和机械驱动单元以及带触摸显示屏的智能控制单元(图1)。

图1 冷冻浓缩仪器示意图Fig. 1 Schematic diagram and picture of the freeze concentrator
冷冻浓缩仪工作原理如下:经预处理的苹果汁贮存在原料储箱中,在实验开始时通过入口路径注入结晶器;在冷冻浓缩过程中,洗涤水储箱中的洗涤水逐渐被冷却至0 ℃,用于最后的洗涤和分离;制冷剂(R134a)从制冷夹套(即蒸发器)下侧进入、上侧排出,在夹套内汽化蒸发,通过SSHE吸收结晶器中果汁的热量。SSHE壁面材质为不锈钢,螺旋刮刀材质为工程塑料。刮刀不仅可以为制冷面提供刮擦作用,还可以为外部循环提供驱动力。当果汁冷却到冰点或低于冰点时,在制冷面上冰晶成核并以树枝状生长[17]。刮刀将冰晶刮下,与果汁溶液混合,形成由细小冰晶和溶液组成的两相流体冰浆。上行的冰晶被结晶器顶盖下的多孔板截留,积累在结晶器上部,果汁溶液则穿过多孔板,从顶盖出口由外路回流到SSHE底部,形成外循环。结晶器壁面为双层透明、带保温夹套的聚碳酸酯。
由于SSHE的搅拌作用,冰浆在结晶器中漂浮旋转,这有助于奥斯瓦尔德熟化[19]。在此期间大量小于临界尺寸的微晶融化,促使剩余的冰晶在2~3 h内长大(从几微米到几百微米)[22]。随着冷冻过程的持续,冰晶不断积累并最终完全充满整个结晶器。冰床被螺旋式刮刀进一步压缩,在结晶器内形成多孔紧密的堆积冰床,而浓缩果汁则填充在冰晶颗粒之间的空隙中。
将负载电流和果汁冰点下降(freezing point depression,FPD)作为过程控制参数。控制器中存有16 种常见液体食品(如苹果汁等)和64 种常见化学品水溶液(如Na2SO4等)的FPD数据,可以处理多种溶液。冷冻浓缩仪将果汁FPD与果汁可溶性固形物含量关联,以记录果汁可溶性固形物含量变化;将SSHE负载电流与冰床成熟度关联,以确定冷冻制冰终点。当达到制冰终点时,控制器进入洗涤程序,协调制冷单元、SSHE、排出阀和洗涤水阀操作,此时结晶器转变为原位洗涤柱,0 ℃洗涤水从系统顶部进入,同时等体积的浓缩果汁由系统底部排出。此时水分以活塞流的形式自上而下置换出浓缩果汁。当0 ℃的洗涤水与低于0 ℃的冰床接触时,少量的水在冰晶颗粒表面结冰,以此产生2 种结果:1)黏性指进效应(洗涤水穿透冰床的隧道效应)受到抑制,从而产生水平且界限分明的浓度分层,即洗涤前沿[22-23];2)轻度的结晶作用使相邻的冰晶黏结,从而使堆积冰床形成刚性的多孔渗水冰床。
1.3.4 冷冻浓缩果汁浓缩比、分配系数及回收率计算
果汁中的可溶性固形物含量在多级冷冻浓缩过程中逐级递增。单级浓缩比(r)计算公式如式(2)所示。

式中:Cj,n为果汁可溶性固形物含量/°Brix;n为果汁冷冻浓缩级数,如当n=0时代表原汁,n=1代表第1级冷冻浓缩,以此类推。
冰晶中可溶性固形物含量(Ci/°Brix)与浓缩果汁中可溶性固形物含量(Cj/°Brix)之比为分配系数(p),计算公式如式(3)所示。

冰晶质量与冷冻浓缩前果汁质量之比为结晶率(f),计算公式如式(4)所示。

式中:当n=0时,则mi,n+1=mi,1,代表第1级冰晶的质量/g;mj,n=mj,0代表原汁质量/g。因此,第1级冷冻浓缩的结晶率是第1级冰晶质量与原汁质量之比,第2级冷冻浓缩的结晶率是第2级冰晶质量与第1级浓缩汁质量之比,以此类推。
浓缩汁中可溶性固形物含量与原汁中可溶性固形物含量之比为回收率(y/%),计算公式如式(5)所示。

式中:m为果汁质量/g;C为可溶性固形物含量/°Brix;n为果汁冷冻浓缩级数,如当n=0时代表原汁,n=1代表第1级冷冻浓缩,以此类推。
对于第1级冷冻浓缩,原汁、浓缩汁和冰晶的质量平衡可以用方程式(6)~(8)表示。

当p非常小时,如在本实验的悬浮结晶中,溶质夹带可以近似忽略不计,以便于计算分析,即Ci≈0,p≈0。通过求解联立方程式(6)~(8)可以得到方程(9)、(10)。

同理,对于第2级、第3级冷冻浓缩分别有式(11)~(13)。

方程(9)将第1级冷冻浓缩结晶率(f1)和单级浓缩比(r1)相关联;方程(10)将第1级冷冻浓缩汁回收率(y1)与第1级冷冻浓缩结晶率(f1)和分配系数(p1)相关联;同理,方程(11)~(13)分别将第2级、第3级冷冻浓缩的回收率与其对应的结晶率和分配系数相关联。
1.3.5 冰晶形貌观察
将浓缩果汁放置在血球计数器玻板上,用盖玻片压紧,使样品厚度略大于冰晶颗粒直径,然后在显微镜下观察冰晶形貌。
1.3.6 真空旋转蒸发浓缩苹果汁制备
采用真空旋转蒸发仪进行浓缩,水浴温度60 ℃,真空度0.01 MPa。
1.4 数据分析
实验数据采用Origin 9.0软件进行统计与分析,结果以平均值±标准差表示。
2 结果与分析
2.1 苹果汁基本性质分析结果
实验材料选择某品牌果汁,具体营养成分组成、能量及透光率见表1。

表1 苹果原汁样品的营养成分组成、能量及透光率Table 1 Properties of apple juice samples
2.2 冷冻浓缩过程中温度、果汁可溶性固形物含量的变化

图2 苹果汁可溶性固形物含量-FPD曲线Fig. 2 Freezing point depression of apple juice

图3 第1级冷冻浓缩过程中温度、果汁可溶性固形物含量随时间的变化Fig. 3 Changes in temperature and soluble solid content over time during the fi rst pass of freeze concentration
图2 为控制器中存储的苹果汁FPD数据。在冷冻浓缩期间可以将果汁温度代入苹果汁可溶性固形物含量-FPD曲线方程,计算出果汁可溶性固形物含量,并显示出可溶性固形物含量-时间曲线(图3A)。在生成冰晶之前,果汁温度持续下降,甚至降低到果汁冰点以下(过冷状态),此过程无相变。一旦冰晶生成,释放结晶潜热,果汁温度立即回升,跃迁至其冰点(图3B中约7 480 s处)。随后,果汁进入冷冻浓缩期,温度变化相对平缓。但随着冰晶的产生果汁可溶性固形物含量开始逐渐升高,果汁温度缓慢下降。
随着冰晶的积累,苹果汁可溶性固形物含量增加。最终冰粒在螺旋刮刀挤推下形成一个多孔且紧密的堆积冰床。此时SSHE负载电流直线上升,控制器据此结束冷冻阶段并启动洗涤阶段。冰床经洗涤后,将冰床从管中取出并使其融化,测量冰晶所夹带的溶质含量。

表2 冷冻浓缩后浓缩果汁与冰晶的可溶性固形物含量变化Table 2 Changes in soluble solid content of concentrated fruit juice and ice crystals after freeze concentration
第1级冷冻浓缩果汁体积为1.25~1.30 L,这取决于果汁结晶率及冰床压缩率。由表2可知,经第1级冷冻浓缩后,可溶性固形物含量从10.5 °Brix增加到约18.6 °Brix,增加近2 倍。如果需获取更高的可溶性固形物含量,可使用1.1-L结晶器#2(图1A),将第1次收集的浓缩果汁进行第2级冷冻浓缩。按照相同的步骤,第2级冷冻浓缩获得的果汁体积约为0.6~0.7 L,可溶性固形物含量约为26.8 °Brix。同理,继续将0.5-L结晶器#3用于第3级冷冻浓缩,此时获得的浓缩果汁体积约为0.30~0.35 L,可溶性固形物含量约为34.5 °Brix。
2.3 冰晶与浓缩母液的分离及冰晶形貌

图4 冰晶与浓缩母液的分离过程及冰晶形貌图像Fig. 4 Separation of ice crystals from concentrated mother liquor and morphology of ice crystals
在冰晶产生和熟化数小时后,结晶器中的冰晶被挤压形成多孔紧密的堆积冰床。0 ℃的洗涤水在原位通过自上而下的活塞流置换出冰床空隙中的浓缩果汁实现冰晶与浓缩母液的分离(图4A)。洗涤完成后获得浓缩果汁,冰床充满与浓缩果汁等体积的水(图4B)。由于轻微的结晶生长作用,洗涤过程中相邻的冰晶颗粒间因生长而发生部分融合,冰床结构变得更加致密(图4C)。将浓缩果汁放置在血球计数器玻板上观察冰晶形貌,果汁浓缩母液由于其颜色和含有少量胶体而略显浑浊,使透射光被吸收,呈现暗色;而浓缩母液中的冰晶透光良好、轮廓清晰(图4D)。以20 °Brix浓缩蔗糖溶液作对比,由于蔗糖溶液清澈透明,因此血球计数器玻板上白色网格清晰可见(图4E)。冰晶形貌呈棱角圆滑的颗粒状,这可能是因为大量的冰晶相互碰撞挤压导致尖锐的棱角被磨损。冰晶从最初微米级的树枝状细晶粒生长到几百微米的颗粒状冰晶,这与文献[22,24]中的结果类似。图4F为冰床碎片的显微图像,尽管冰床被压紧,但其内部冰晶之间的孔道依然是开放而不是闭合的,因此冰床可以被洗涤,实现与浓缩母液分离。Qin[22]、秦贯丰[25]等采用了结晶洗涤柱分离冰晶和浓缩母液。渐进式结晶的冷冻浓缩工艺所产生的冰晶是附着在制冷面上的层状冰壳,因此,最终进行固液分离时其操作比悬浮式结晶工艺简单方便[26]。
2.4 各级冷冻浓缩果汁的浓缩比、分配系数及回收率

表3 各级冷冻浓缩果汁的浓缩比、分配系数及结晶率Table 3 Condensation ratios, partition coef fi cients and crystallization rates of freeze concentrated juice at all passes
分配系数(p)在许多溶液结晶体系中是常数,在悬浮结晶中,由于夹带溶质很微量,p通常很小,如本实验中p为0.008 1~0.067 0,对应浓缩果汁中的结晶率(f)为0.223~0.435,可溶性固形物回收率(y)均在97%以上(表3)。Qin等[27]报道悬浮结晶中的溶质夹带主要是由浓缩母液黏附在冰晶表面上引起的,而非进入晶格或被冰晶包裹,这与渐进式结晶不同,后者主要是液滴或溶质被包裹在冰层中。Miyawaki等[26]研究表明,渐进式冷冻浓缩的p与溶液的种类和可溶性固形物含量相关,溶液越浓稠,p值越大;当纯蔗糖溶液质量分数为8%、溶液流速为4.79~5.49 m/s、冰晶生长速率为7~9 mm/h时,p为0.25~0.30,这比Chen Ping等[28]报道的数值略低。为减小渐进式结晶中冰晶对母液夹带所造成的可溶性固形物损失,Gunathilake等[29]将部分冰晶融化,再将融冰回兑至浓缩液中,使苹果汁可溶性固形物含量从13.7 °Brix增加至25.5 °Brix,y从63.8%提升到85.0%。Samsuri等[12]提出一种用螺旋翅片管作为制冷面的渐进式结晶冷冻浓缩方法,用响应曲面法优化工艺条件,所得p为0.17~0.30。总体而言,用悬浮式结晶并通过结晶-洗涤柱分离冰晶与母液,冰晶与母液的p较渐进式结晶小约一个数量级。

图5 果汁可溶性固形物含量和浓缩比随冷冻浓缩级数的变化Fig. 5 Juice concentration and concentration ratio varying with the pass of freeze concentration
由图5可知,可溶性固形物含量(C)随冷冻浓缩级数(n)的增加而增大,浓缩比(r)随冷冻浓缩级数的增加而减小,即浓缩效能随冷冻浓缩级数的增加而减小。观察不同冷冻浓缩级数的冰浆发现,冰晶尺寸随冷冻浓缩级数的增加而减小,原因可能是果汁中的可溶性固形物作为冰结晶的杂质,随其含量的增加表现出更强的阻结晶作用,抑制了奥斯瓦尔德熟化。
2.5 冷冻浓缩果汁中还原糖、VC质量浓度和透光率
由于本实验中经3 级冷冻浓缩后,浓缩苹果汁可溶性固形物含量约为(34.50±2.30)°Brix,而经60 min旋转真空蒸发仪浓缩,浓缩苹果汁所达到的可溶性固形物含量约为(33.60±2.30)°Brix,较为接近,故采用第3级冷冻浓缩苹果汁与60 min真空蒸发浓缩果汁进行比较。还原糖是苹果汁的主要溶质,约占可溶性固形物的87%(表1),可与氨基化合物产生美拉德反应[30-32],在60 ℃以上进行蒸发浓缩时尤为明显,本实验中真空蒸发浓缩果汁与第3级冷冻浓缩果汁相比,还原糖含量几乎没有变化(表4)。

表4 原汁、真空蒸发浓缩汁、第3级冷冻浓缩果汁的营养品质比较Table 4 Comparison of the quality parameters of the original juice,vacuum evaporation concentration juice, freeze concentration juice,and melted ice
由表4可知,苹果汁原汁透光率为72.6%,虽然本实验中真空蒸发浓缩对果汁颜色的影响没有预期明显,但仍可观察到果汁颜色加深,透光率下降。果汁透光率降低的化学机制有非酶褐变和酶促褐变,加热导致的颜色加深是典型的非酶褐变,主要为美拉德反应和焦糖化反应。田宝凤[30]、王锋[32]等的研究表明,在温度、酸度、氨基态氮和时间等多种变量中,温度是造成苹果汁颜色加深的主要因素。本实验所采用市售苹果汁已过滤、巴氏杀菌和灭酶处理,真空蒸发浓缩时温度较低且隔绝了氧气,酚类物质氧化和美拉德反应等褐变成因都受到控制,这可能是本实验中果汁褐变不严重的原因。
本实验中第3级冷冻浓缩果汁的VC保留率为90.2%,真空蒸发浓缩果汁的VC保留率为84.5%,二者相差较小。董月菊[33]、Mercali[34]和Louarme[35]等研究表明,VC的降解包括有氧降解和无氧降解,苹果汁浓缩以有氧降解为主,服从一级反应模式,与温度呈现显著正相关;而无氧降解则相对缓慢,并且随温度变化不明显。在本实验真空蒸发浓缩条件下,果汁中的溶氧量已降至很低,VC降解受到抑制[36]。
2.6 冷冻浓缩果汁中的香气组分
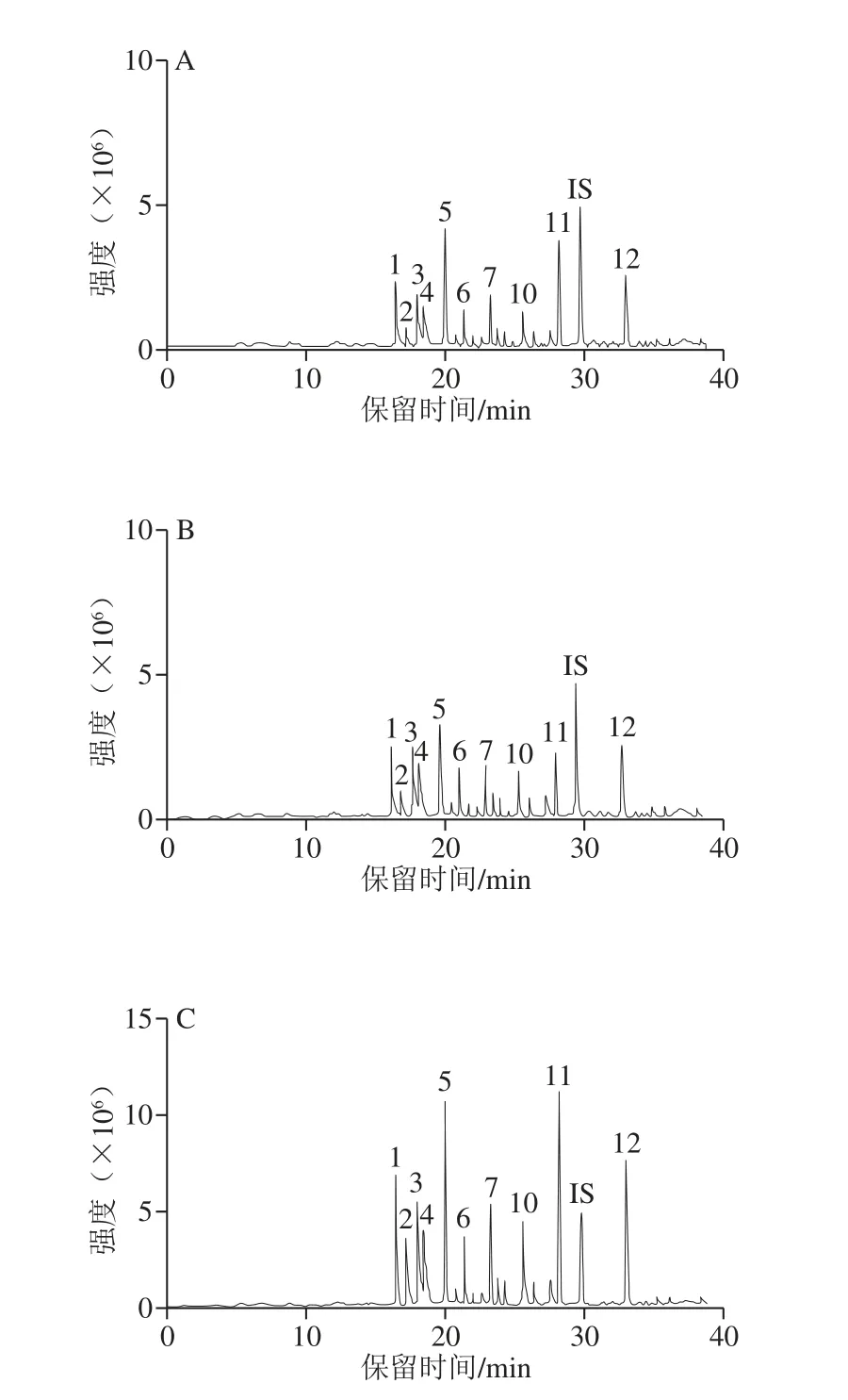

表5 原汁、真空蒸发浓缩汁、第3级冷冻浓缩汁及冰晶中的主要香气成分Table 5 Comparison of the main aromatic components in original juice, vacuum evaporation concentration juice, and freeze concentration juice and melted ice at the third pass

图6 苹果汁挥发性物质的GC分析Fig. 6 Gas chromatography analysis of volatile substances of apple juice
由图6和表5可知,与真空蒸发浓缩果汁相比,第3级冷冻浓缩汁所有香气组分都呈现较高强度。表5比较了原汁、真空蒸发浓缩汁、第3级冷冻浓缩汁及融冰的主要香气成分。乙酸丁酯是苹果汁中典型的芳香组分,由表4可知,其在原汁、真空蒸发浓缩汁、第3级冷冻浓缩汁和融冰晶中的含量分别为271、337、804 μg/kg和89 μg/kg。经3 级冷冻浓缩后,苹果汁可溶性固形物含量增加了3.28 倍,乙酸丁酯含量增加了2.97 倍,二者是同步增加的,这与Moreno等[7]对冷冻浓缩咖啡饮品的感官特性测试研究结果相符合。Wu Yanyan等[37]对葡萄汁进行冷冻浓缩发现,这种增浓作用还可赋予酿造葡萄酒更丰满的风味和口感。真空蒸发浓缩苹果汁中乙酸丁酯含量并没有随着可溶性固形物含量的增加而同步增加,表明其发生了严重的风味损失,因此,现代蒸发浓缩工艺还需要采用回香技术将其返回至浓缩果汁中,以减少果汁风味和新鲜度的损失[38]。第3级冷冻浓缩汁中乙酸丁酯含量较真空蒸发浓缩汁高3 倍以上,显示出优异的芳香富集效果。
3 结 论
本研究测试和验证了悬浮结晶式多级智能化冷冻浓缩仪的可行性,该冷冻浓缩仪采用了SSHE、结晶器和洗涤器三位一体的设计结构,控制器内储存可扩展的液体食品和化学水溶液的FPD数据及冷冻浓缩控制程序。仪器的结构、功能和控制模式有可能被用于放大设计,进行中试以上的实验验证。
苹果汁作为一种典型的鲜果汁,在本实验中被用于多级冷冻浓缩和真空蒸发浓缩的对比实验。1~3 级冷冻浓缩的浓缩比分别为1.77、1.44和1.32,冰晶与母液的分配系数分别为0.008 1、0.009 0和0.067 0,对应冰晶可溶性固形物含量分别为0.15、0.24 °Brix和2.31 °Brix。经3 级冷冻浓缩后可溶性固形物回收率为97.81%,冰晶夹带所引起的可溶性固形物损失约为2.19%。苹果汁经冷冻浓缩后还原糖含量和透光率变化很小,几乎可以忽略不计。VC和乙酸丁酯保留率均在90%以上。真空蒸发浓缩苹果汁的VC、乙酸丁酯保留率及透光率等各项指标均明显较冷冻浓缩果汁差,但蒸发浓缩可以实现比50 °Brix更高的可溶性固形物含量。
与渐进式结晶冷冻浓缩相比,悬浮式结晶冷冻浓缩技术可溶性固形物损失小,可溶性固形物在冰晶和母液的分配系数较前者小至少1 个数量级,但悬浮式结晶冷冻浓缩的设备结构和操作控制较复杂。本研究所采用的多级智能化冷冻浓缩仪将制冰的SSHE、生长冰晶的结晶器、分离纯化冰晶和母液的洗涤器整合,克服了上述缺点,简化了悬浮式冷冻浓缩的设备结构并降低了制造成本,通过智能化的控制单元将复杂操作程序化。
