改性花生壳型煤的性能研究
2020-04-14薛成虎亢玉红马向荣
陈 娟,刘 儒,刘 喆,薛成虎,亢玉红,马向荣
(1.榆林学院化学与化工学院,陕西 榆林 719000; 2.陕西省低变质煤洁净利用重点实验室,陕西 榆林 719000;3.国家煤及盐化工产品质量监督检验中心(榆林),陕西 榆林 719000)
我国煤炭资源储量丰富,位于陕北地区的神府煤田属于世界七大煤田之一,煤炭变质程度低,具有“三低一高”的优点[1-3]。随着现代机械化采煤技术的普及应用,粉煤率高达70%以上[4-5],但大量粉煤得不到有效利用[6-7]。
在众多可再生资源中,生物质能是唯一可再生、可替代化石能源转化成液态和气态燃料以及其它化工原料或者产品的碳资源[8]。若将不可再生的化石能源与可再生的生物质能结合起来,具有综合利用能源和减少环境污染的双重功能[9]。通过生物质能转化技术生产生物质燃料或者清洁化工产品,可降低人类对化石能源的依赖程度,同时可高效利用废弃生物质能源[10]。近几年,作者所在课题组致力于改性生物质-粉煤成型工艺的研究与开发[3,11-13],取得一定成果。作者以不同粒度的神木粉煤为原料,1.5%和2.5%NaOH改性花生壳为粘结剂,通过干法冷压成型制备型煤,测定型煤的抗压强度及落下强度,并采用红外光谱和扫描电镜对2.5%NaOH改性花生壳型煤进行表征。从宏观、微观角度研究型煤基本性状,为其早日实现规模化或工业化应用提供理论依据。
1 实验
1.1 材料
现场采集陕西省神木市石窑店煤矿煤(简称神木粉煤),经空气干燥、破碎、缩分与筛分,分别得3~1.5 mm、1.5~1 mm、1~0.425 mm、0.425~0.1 mm、0.1~0.074 mm和<0.074 mm六个粒度,储于试样瓶中,备用。花生壳取自榆林市周边植物油加工厂,清洗干净,自然干燥破碎至3 mm以下,储于密封广口瓶中,备用。另配制质量浓度分别为1.5%和2.5% 的NaOH溶液。神木粉煤与花生壳的工业分析数据如表1所示。
表1神木粉煤与花生壳的工业分析数据
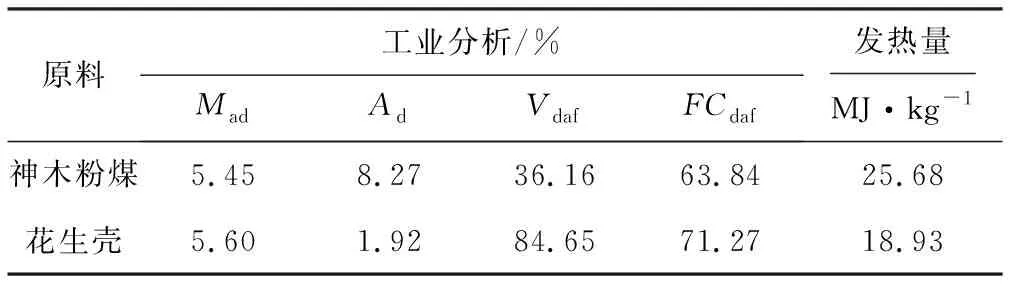
Tab.1 Industrial analysis data of Shenmu pulverized coal and peanut shell
1.2 型煤的制备
分别称取一定量1.5%和2.5% 的NaOH溶液置于锥形瓶中,加入5%的花生壳粉末加热至80 ℃,发生水解反应,并恒温一段时间,得NaOH改性花生壳粘结剂。
将不同粒度的神木粉煤与NaOH改性花生壳粘结剂以9∶1的比例混捏,置于成型机模具内,20 MPa下冷压成型,制备规格为φ50 mm×50 mm的改性花生壳型煤。
1.3 检测方法
采用TENSOR 27型傅立叶红外光谱仪(德国Bruker公司)测定样品的红外光谱;采用σ300型场发射扫描电镜(德国蔡司公司)观察样品的形貌特征。参照MT/T 748-2007测定抗压强度,利用型煤压力试验机对型块表面积相等的两个面匀速加压至样品破碎前所能承受的最大压力即为抗压强度。参照MT/T 925-2004《工业型煤落下强度测定方法》测定落下强度。
2 结果与讨论
2.1 抗压强度
1.5%NaOH与 2.5%NaOH改性花生壳型煤抗压强度如图1所示。

图1 型煤抗压强度Fig.1 Compressive strength of briquette
由图1可知,2.5%NaOH改性花生壳型煤抗压强度均较1.5%NaOH改性花生壳型煤的大。NaOH浓度较低时,对花生壳改性作用微弱,结构变化不明显,仅是一些易断裂的小分子溶出。当NaOH浓度增加,花生壳结构变得疏松,成为孔隙较多空间网络结构,比表面积增大,暴露的活性位点多,可与粉煤牢固成键结合,20 MPa下得到抗压强度较高的型煤。随着神木粉煤粒度增大,型煤抗压强度增大。当神木粉煤粒度为3~1.5 mm时,1.5%NaOH与2.5%NaOH改性花生壳型煤抗压强度均最大,分别为2 684.15 N/个、2 958.05 N/个。
2.2 落下强度
1.5%NaOH与2.5%NaOH改性花生壳型煤落下强度如图2所示。

图2 型煤落下强度Fig.2 Falling strength of briquette
由图2可知,与抗压强度类似,2.5%NaOH改性花生壳型煤落下强度均较1.5%NaOH改性花生壳型煤的大。2.5%NaOH改性花生壳结构更接近于粉煤大分子结构,根据相似相溶原理,二者结合更为牢固。随着粉煤粒度增大,型煤落下强度增大。当神木粉煤粒度为3~1.5 mm时,1.5%NaOH与2.5%NaOH改性花生壳型煤落下强度均最大,分别为33.42%、70.29%。当粉煤粒度减小至0.1 mm以下,型煤落下强度降至0。粉煤粒度大,煤粒之间的空隙就大,能进入的粘结剂量增多,煤粒可被粘结剂更好地浸润、包裹和固定,所得型煤性能较优;粒度较小,煤粒之间距离拉近,能进入的粘结剂量减少,在一定压力下原本近距离的煤粒之间受到刚性挤压,脱模会有弹性膨胀现象,粒子之间变得松散,抗压强度和落下强度均下降。由此可知,2.5%NaOH改性花生壳型煤性能更优,2.5%NaOH改性花生壳粘结剂的粘结性能最佳,故对2.5%NaOH改性花生壳型煤的微观性能作进一步探索。
2.3 FTIR分析
2.5%NaOH改性花生壳型煤的FTIR图谱如图3所示。
由图3可知,以不同粒度的神木粉煤制备的2.5%NaOH改性花生壳型煤的FTIR图谱的谱线比较相似,峰型、峰数基本一致,出峰位置一致,但峰强度略有差异。3 400 cm-1附近强而宽的吸收峰为-OH伸缩振动吸收产生,主要代表酚、醇类化合物,热解过程中可起到供氢作用[14],随着神木粉煤粒度减小,该处吸收峰有增强趋势;2 800~2 900 cm-1之间为脂肪烃的伸缩振动吸收峰,型煤中的脂肪烃在热解过程中较芳香烃易于裂解,可预测型煤中该处吸收峰应该会减弱甚至消失;1 600 cm-1附近为水振动吸收峰,包括结合水和孔隙中游离水,其中神木粉煤粒度为3~1.5 mm时该处吸收较强,说明所得型煤孔隙较大,可容纳众多游离水;1 035 cm-1处为醇羟基C-O伸缩振动峰,可能是由改性花生壳中纤维素吸收产生;540 cm-1处吸收振动峰主要由矿物质引起,其中的矿物质全部进入型煤,成分以SiO2为主。

1~6,神木粉煤粒度(mm):3~1.5、1.5~1、1~0.425 、
2.4 SEM分析
神木粉煤粒度为3~1.5 mm时,2.5%NaOH改性花生壳型煤的SEM照片如图4所示。
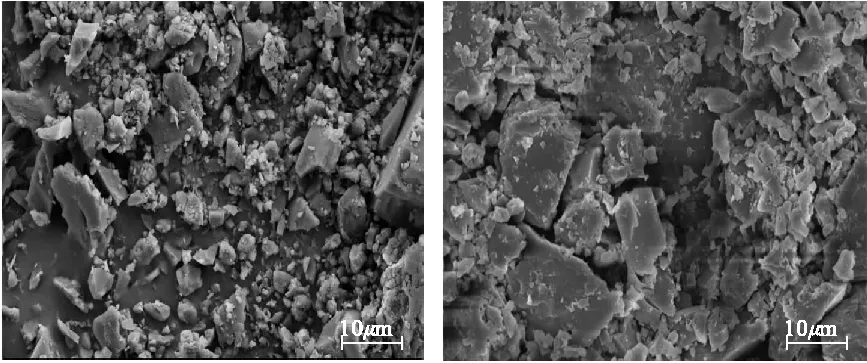
图4 2.5%NaOH改性花生壳型煤的SEM照片Fig.4 SEM images of 2.5%NaOH modified peanut shell briquette
由图4可知,2.5%NaOH改性花生壳型煤表面粗糙,由大小不同煤粒紧密镶嵌、堆叠而成,改性花生壳犹如“水泥”粘结众多煤粒,在一定压力下,形成型煤实体,实质上,改性花生壳中交联网络结构在型煤中起到粘结的关键作用[15-18]。粉煤粒度3~1.5 mm与粘结剂粒径搭配最佳,表面分形维数相当,粘结剂与粉煤较充分混匀,结合最为紧密,粘结剂与粉煤自身基团对型煤有协同作用,表现为特定官能团吸收峰强度增加。粉煤粒度越小,粒子间互相叠加,结合较为松散,协同作用较小甚至消失。可见,为了获得性能较佳的型煤,选用3~1.5 mm粉煤制备型煤对实际生产具有一定的指导意义。
3 结论
以不同粒度的神木粉煤为原料,1.5%和2.5% NaOH改性花生壳为粘结剂,通过干法冷压成型制备型煤,测定型煤的抗压强度及落下强度,并采用红外光谱和扫描电镜对2.5%NaOH改性花生壳型煤进行表征。2.5%NaOH改性花生壳型煤抗压强度、落下强度均较1.5%NaOH改性花生壳型煤的大。粉煤粒度越大,型煤抗压强度、落下强度越大。神木粉煤粒度为3~1.5 mm时,2.5%NaOH改性花生壳型煤性能最佳,抗压强度和落下强度分别为2 958.05 N/个和70.29%。粉煤粒度3~1.5 mm与粘结剂粒径搭配最佳,表面分形维数相当,粘结剂与粉煤较充分混匀,结合最为紧密。