夏威夷果油提取工艺的响应面法优化及理化指标测定
2020-04-10冯学花王文京
冯学花,王文京
(安徽新华学院 药学院,合肥 230088)
夏威夷果源自于亚热带雨林地区的澳大利亚东南部昆士兰和东北部新南威尔士沿岸,又称澳洲坚果(Macadamiaintegrifolia),在我国主产于南方如云南的西双版纳,以及广东、广西、台湾、海南等地,属山龙眼科澳洲坚果属。夏威夷果含有多种营养物质,以粗脂肪为主,含量高达70%以上,其中大部分是不饱和脂肪酸,同时还富含人体必需的8种氨基酸、可溶性总糖、淀粉和Ca、Zn、Mg、Fe、Cu、Mn等矿质营养元素[1]。现代药理研究表明,夏威夷果油具有降血糖、抗衰老、抗氧化等保健功能[2-3]。近年来关于夏威夷果油提取的报道较少。
传统的植物油脂提取方法主要有压榨法、溶剂浸出法和超临界CO2萃取法。压榨法操作简单,但劳动强度大,出油率和生产效率低。溶剂浸出法溶剂消耗大、提取时间较长。超临界CO2萃取法虽然工艺简单、效率高,但设备成本及维护费用高,不易广泛普及。闪式提取是一种新型的粉碎加提取技术,主要对植物软、硬组织快速破碎,可用于食品、中药和化妆品等领域天然成分的提取。闪式提取器工作的核心是破碎提取刀头,刀头由内刀和外刀组成,工作时整个系统处在一个高速动态的环境中,内、外刀之间产生产生强大的剪切作用,同时外刀腔内产生强大的负压,在负压作用下,外刀腔内外发生分子渗透现象,原料通过破碎而充分暴露在负压、剪切、高速碰撞等外力作用下而被溶剂分子溶解后迅速进入溶剂中,瞬间达到组织内外溶剂浓度的平衡,在数秒内快速完成提取过程。这一过程充分吸收并巧妙结合了剪切、真空、渗透、流体动力等原理,实现了技术间组合相承的效果,实现高效提取[4]。
本文以夏威夷果为原料,采用闪式提取技术提取夏威夷果油,研究提取时间、液料比和提取电压对夏威夷果油得率的影响,通过响应面法优化夏威夷果油的提取工艺,并对所得油脂进行碘值、皂化值等理化指标分析,以期为夏威夷果的进一步开发利用提供理论依据。
1 材料与方法
1.1 实验材料
夏威夷果(海南产,鲜果):去壳,55~60℃烘干至恒重,粉碎,过40目筛,得到夏威夷果粉,备用。石油醚(60~90℃),分析纯,北京连华科技有限公司。
LN12-ZHBE50T闪式提取器,河南精迈仪器仪表有限公司;FA-244电子天平,河南精迈仪器仪表有限公司;ZT-52A型旋转蒸发仪,郑州紫拓仪器设备有限公司;800X-粉碎机,上海市五金制品有限公司。
1.2 实验方法
1.2.1 夏威夷果油的提取
精密称取100 g夏威夷果粉于烧杯中,加入一定体积石油醚,设置一定电压,在60℃条件下提取一定时间,过滤,浓缩,105℃干燥至恒重,称重,按下式计算油得率[4]。
油得率=所得夏威夷果油质量/夏威夷果粉质量×100%
1.2.2 夏威夷果油理化指标的测定
碘值按GB/T 5532—2008《动植物油脂 碘值的测定》进行测定;酸价按GB/T 5530—2005《动植物油脂 酸值和酸度测定》进行测定;皂化值按GB/T 5534—2008《动植物油脂 皂化值的测定》进行测定;过氧化值按GB/T 5538—2005《动植物油脂 过氧化值的测定》进行测定。
2 结果与分析
2.1 单因素实验
2.1.1 液料比对油得率的影响
取适量夏威夷果粉,在提取电压100 V、液料比分别为3∶1、5∶1、7∶1、9∶1、11∶1条件下提取120 s,计算油得率,结果见图1。
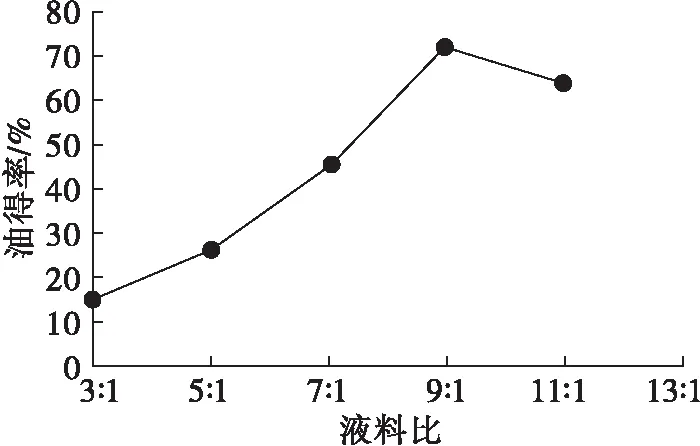
图1 液料比对油得率的影响
由图1可知,在液料比小于9∶1时,夏威夷果油得率随液料比的增大而增加,在液料比为9∶1时,达到最高值,此后加大液料比夏威夷果油得率呈下降趋势。分析原因可能是提取前期溶剂和夏威夷果中油浓度差较大,所以夏威夷果油的扩散速率较快,能更好地溶入石油醚中[5]。当液料比达到9∶1后,随着石油醚用量的增加,油得率开始下降,溶剂用量加大导致热能的损失比较严重,溶剂回收亦耗时耗力,可能会造成油脂在回收过程中的损失增多[6-7]。因此,选择液料比为9∶1左右。
2.1.2 提取时间对油得率的影响
取适量夏威夷果粉,在液料比7∶1,提取电压100 V条件下分别提取40、80、120、160、200、240 s,计算油得率,结果见图2。
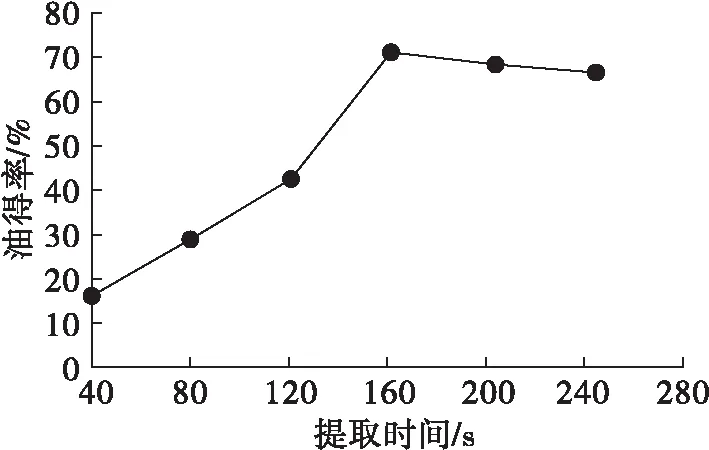
图2 提取时间对油得率的影响
由图2可知,在前160 s内,夏威夷果油得率随提取时间的延长呈上升趋势,160 s后呈缓慢下降趋势,提取时间在120~160 s之间时,夏威夷果油得率曲线明显突跃,其原因可能提取初期石油醚溶剂未能完全浸润夏威夷果粉,随着提取时间的延长,在闪式提取器探头不断搅拌下,溶剂完全浸润后,油得率明显增加,当提取时间达到160 s时油得率达到最大[8]。随提取时间的继续延长,夏威夷果油得率开始下降,说明当提取时间超过160 s之后,提取时间的延长对油得率并无帮助,反而增加能耗[9-10]。因此,选择提取时间为160 s左右。
2.1.3 提取电压对油得率的影响
取适量夏威夷果粉, 在液料比7∶1,提取电压分别为60、80、100、120、140、160、180 V条件下提取120 s,计算油得率,结果见图3。
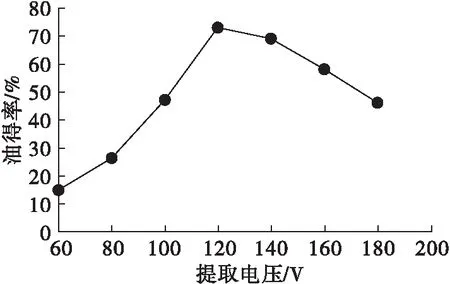
图3 提取电压对油得率的影响
由图3可知,提取电压自80 V开始夏威夷果油得率呈明显上升趋势,120 V时达最大值,120 V以后有所下降。刀片的转速与提取电压有关,可能因为提取电压的增高引起刀片的转速加大,增大了溶剂的提取效率,但转速过大导致溶剂温度升高,加快溶剂的挥发反而使油得率下降[11]。因此,选择提取电压为120 V左右。
2.2 响应面实验
2.2.1 响应面实验设计及结果
根据单因素实验结果,采用响应面分析法,以液料比、提取电压和提取时间为因素,以油得率为指标,应用Design-Expert.8.0.5软件设计三因素三水平响应面实验。响应面实验因素水平见表1,响应面实验设计及结果见表2,方差分析见表3。
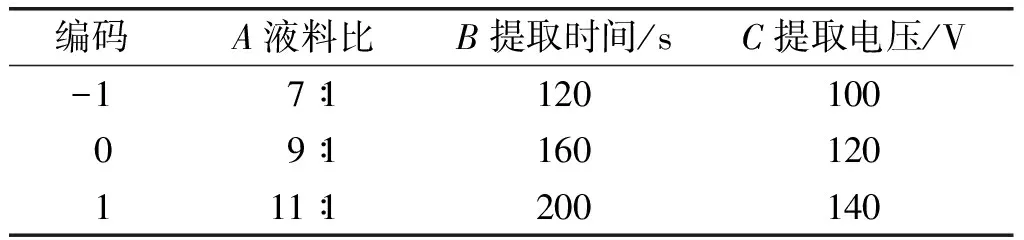
表1 响应面实验因素水平
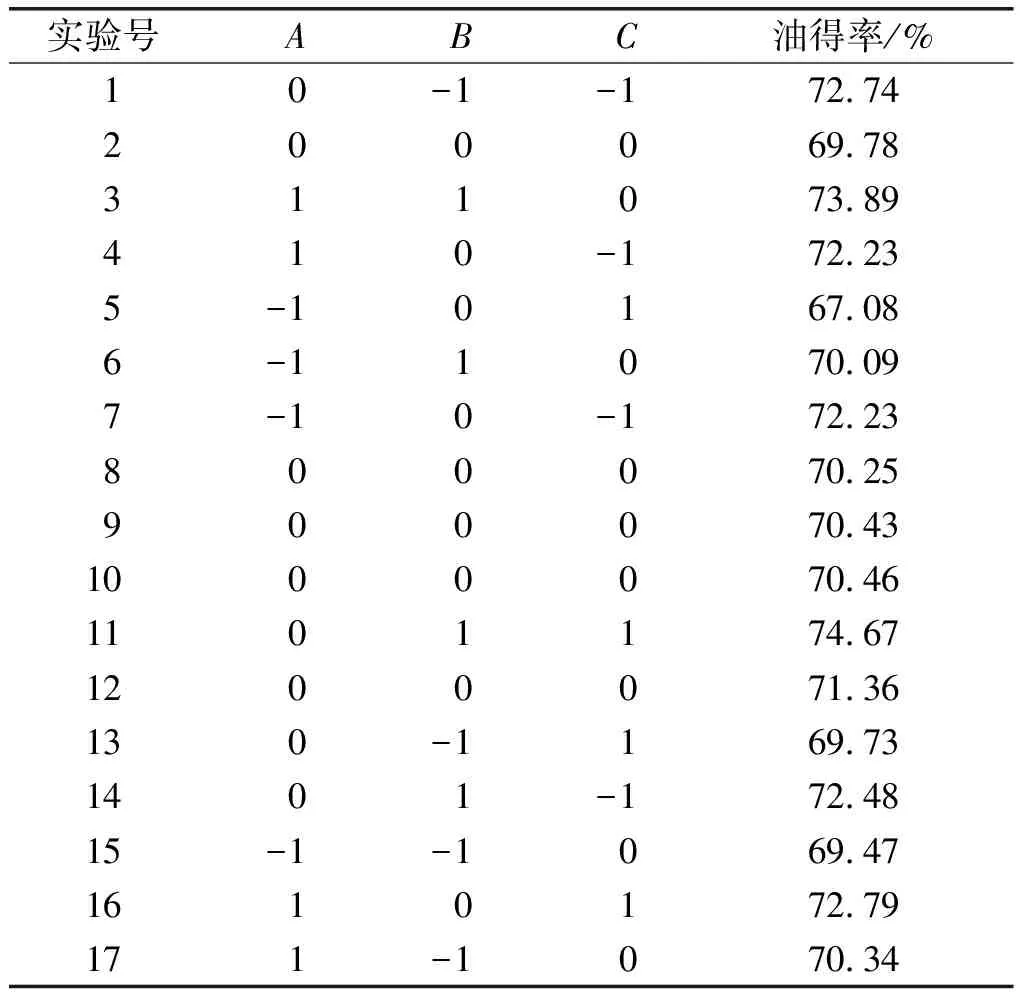
表2 响应面实验设计及结果
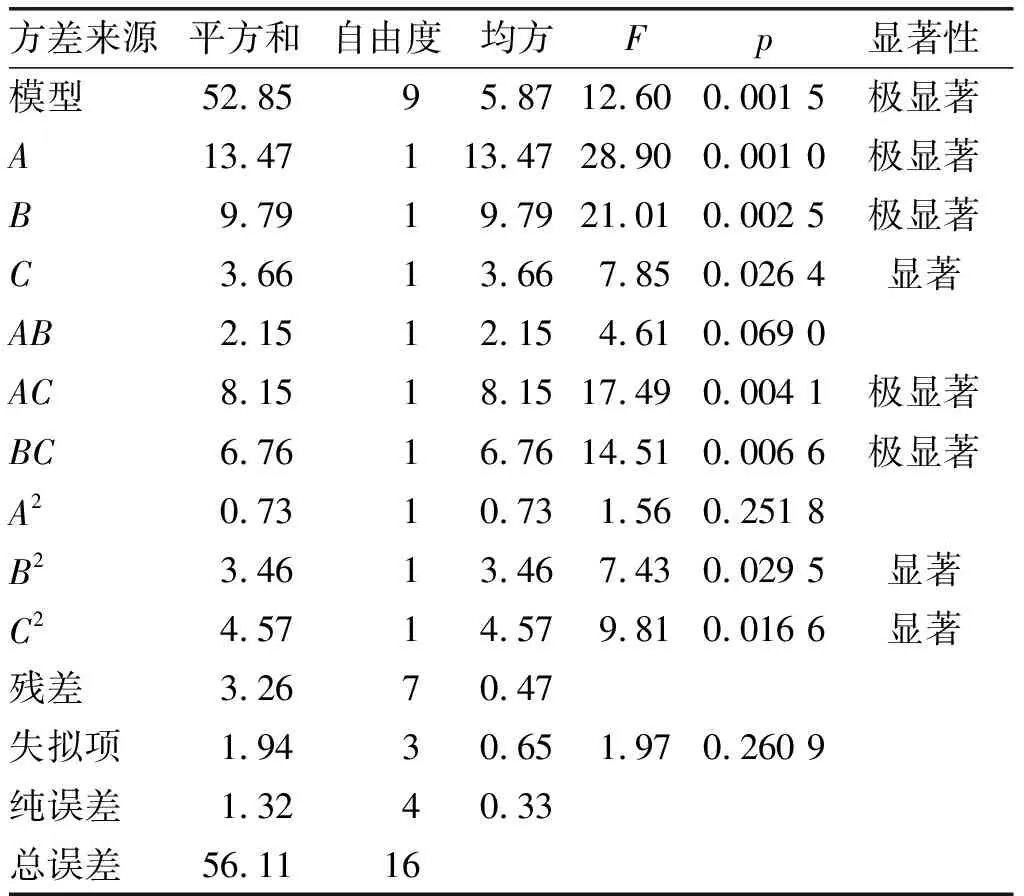
表3 方差分析
对表2中的数据进行多元回归拟合,拟合后得出回归方程为:Y=70.46+1.30A+1.11B-0.68C+0.73AB+1.43AC+1.30BC-0.42A2+0.91B2+1.04C2。
由表3可知,回归模型极显著(p<0.01),失拟项不显著(p>0.05),可知回归方程拟合度和可信度均很高,能够对夏威夷果油得率进行较好的预测。由回归模型系数显著性检验结果可知,模型的一次项A、B对夏威夷果油得率的影响极显著(p<0.01),一次项C对夏威夷果油得率影响显著(p<0.05),交互项AC、BC对夏威夷果油得率影响极显著(p<0.01),二次项B2、C2对夏威夷果油得率影响显著(p<0.05)。
2.2.2 验证实验
根据数学模型分析得出夏威夷果油最佳提取工艺条件为液料比9∶1、提取时间120 s、提取电压100 V。在最佳提取工艺条件下,夏威夷果油得率预测值为73.275%。在最佳提取工艺条件下,平行提取3批夏威夷果油,进行验证实验,测得夏威夷果油得率平均值为73.04%,与预测值相差0.235个百分点,说明该模型有效。
2.3 夏威夷果油理化指标
测定在最佳工艺条件下所得夏威夷果油的相关理化指标,结果分别为碘值(I)88.32 g/100 g、酸价(KOH)1.20 mg/g、皂化值(KOH)188.67 mg/g、过氧化值3.06 mmol/kg。可见,夏威夷果油酸价和过氧化值均达到GB 2716—2018食用植物油标准。
3 结 论
通过采用响应面法优化夏威夷果油闪式提取工二维码技术可对产品整个过程进行追踪管控,目前在粮油企业应用的实例还屈指可数。随着国家“中国好粮油”战略的推广,可实现全程可追溯的二维码技术势必会得到更加广泛的应用和推广。
艺条件,得出夏威夷果油最佳提取工艺条件为液料比9∶1、提取时间120 s、提取电压100 V,在此条件下夏威夷果油得率预测值达73.275%,验证实验平均油得率为73.04%,实测值与预测值相差0.235个百分点,说明该模型有效,对夏威夷果油的提取具有一定的理论指导意义。理化指标分析结果表明:夏威夷果油酸价(KOH)为1.20 mg/g、碘值(I)为88.32 g/100 g、皂化值(KOH)为188.67 mg/g、过氧化值为3.06 mmol/kg,达到食用植物油标准。