一种挤出级聚丙烯材料的制备
2020-03-28李志松
文 宏,李志松
(大韩道恩高分子材料上海有限公司,上海 200000)
0 前言
挤出成型是生产热塑性复合制品的主要方法之一。汽车内饰件用挤出聚丙烯(PP)材料也越来越普遍,同时对挤出PP的材料也越高。要求材料外观光滑平整的同时,对材料的韧性要求也很高。低熔指高韧性的PP挤出成型易出现黏度不稳定的情况,笔者通过毛细管流变仪、挤出成型设备和力学性能设备分析并解决黏度不稳定导致的尺寸不稳定和鲨鱼皮问题[1],改善不稳定流动现象,实现长时间稳定连续生产,提高挤出成型效率并提高产品的外观和内在质量。
1 实验部分
1.1 主要材料
共聚聚丙烯(PPB),BP2000,熔指为0.3~0.5 g/(10 min);
均聚聚丙烯(PPH),H710,韩国加德士公司,熔指为1~2 g/(10 min);
高密度聚乙烯(HDPE),5502,独山子石化公司,熔指为0.3~0.6 g/(10 min);
助剂抗氧剂,1010、168,巴斯夫中国有限公司;
润滑剂乙撑双硬脂酸酰胺(EBS),2300,常州可赛成功塑胶材料有限公司;
加工助剂(PPA),2511,偏氟乙烯和六氟丙烯共聚物,广州熵能聚合物技术有限公司。
1.2 仪器和设备
高速混料机,SHR-100A,震雄塑料机械厂;
双螺杆挤出机,SHI-42,南京杰亚挤出设备有限公司;
注塑机,EM150-V,震雄塑料机械厂;
双筒毛细管流变仪,RH7,英国马尔文仪器公司;
单螺杆挤出机,SJ-30,南京杰亚挤出设备有限公司。
1.3 试样制备
按表1和表2的4个配方比例称取PP、HDPE、PPA和其他助剂(抗氧剂1010、抗氧剂168、润滑剂EBS),加入高速混料机均匀混合,然后通过双螺杆挤出机挤出造粒,将挤出造粒后的粒子放入烘箱干燥3 h,然后冷却待用,将双筒毛细管流变仪加热到200 ℃,样料加入料筒恒温10 min,在一定挤出速率条件(101~103s-1)下,通过注塑机注塑成样板及ISO样条。最后另外将造出的粒子放入单螺杆挤出机中挤出成型条,观察其外观。
表1 复合材料配方质量分数%
材料质量分数配方1配方2配方3配方4PPB100909080PPH00010HDPE0101010
表2 复合材料助剂添加质量分数%
材料质量分数配方1配方2配方3配方410100.100.100.100.101680.100.100.100.10EBS0.200.200.200.20PPA000.050.05
2 毛细管流变仪结果与讨论
配方1的单螺杆挤出外观见图1,外观出现凹坑现象严重(鲨鱼皮现象),尺寸稳定性差(挤出的型条时粗时细)。
配方2的单螺杆挤出外观表面凹坑现象稍有好转,挤出型条时粗时细现象周期稍延长。

图1 鲨鱼皮现象
配方3的单螺杆挤出外观基本无凹坑现象,挤出型条时粗时细周期更长,但是仍然有这种现象。
配方4的单螺杆挤出外观光滑,表面无凹坑,挤出型条粗细均匀。
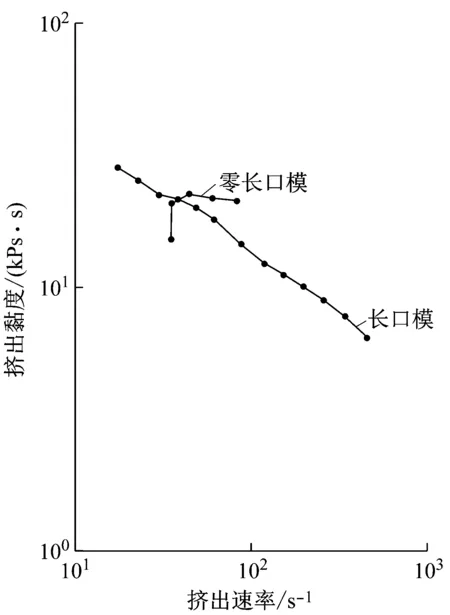
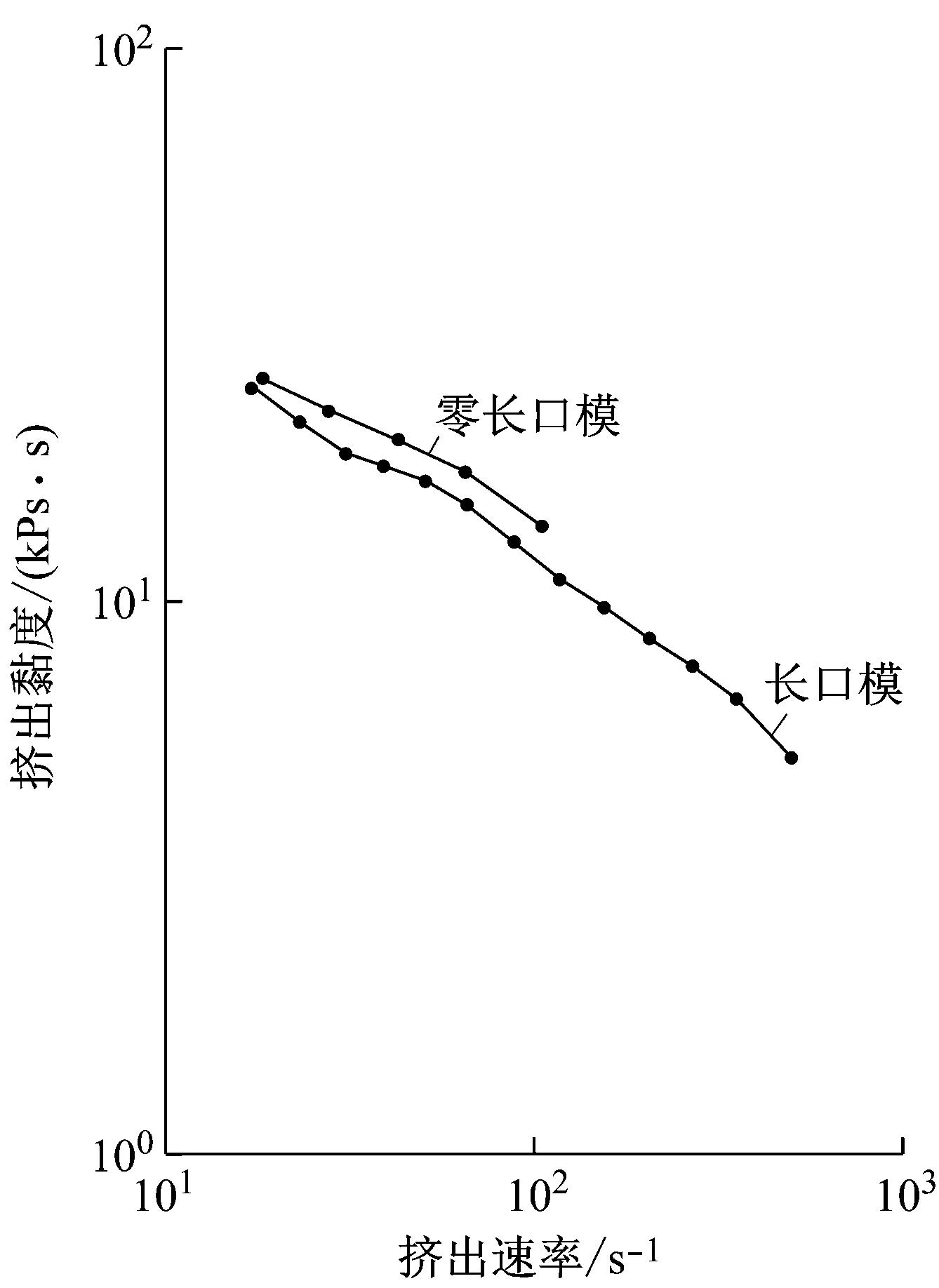
图2为熔体在长口模(长度为16 mm、直径为1 mm)和零长口模(长度为0.4 mm、直径为1 mm)的毛细管中黏度的变化。
从图2可以看出:熔体从长口模挤出时,随着剪切速率的增大,黏度逐渐减小,而从零长口模挤出时只有配方4中的熔体黏度[图2(d)]随着剪切速率的增大而减小,同时只有配方4的单螺杆挤出型条尺寸粗细均匀。毛细管长径比增加,可以减少挤出尺寸畸变。笔者重点分析4个配方毛细管流变零长口模结果。
2.1 配方1
在高压力条件下低熔指PPB在挤出过程中黏度先变大后变小再变大,黏度很不稳定(熔体破裂),这是导致外观尺寸稳定差的直接原因[2]。造成这个原因可能是该聚合物分子质量很大,分子间作用力大,使分子缠结的概率增大,导致出现不稳定的流动临界剪切应力低,所以当剪切速率增大时,PPB挤出时尺寸稳定周期短,挤出的管材横截面尺寸容易短期波动及外观差。
2.2 配方2
加入低熔指HDPE后,毛细管流变仪中熔体黏度稍稳定些,尺寸稳定周期变长,这是由于HDPE是线性结构,无支链,结构规整高,同时在200 ℃条件下,HDPE的临界剪切速率比嵌段PPB的要高3倍[3],可以得出:添加部分HDPE后,只能延长管材尺寸发生畸变的周期,并不能解决尺寸的畸变问题。
2.3 配方3
加入助剂PPA后,与配方2毛细管流变仪中熔体黏度变化基本一样,但表面无凹坑现象,因为助剂PPA含氟物质,减少了熔体与管壁之间的相互作用,减少了口模积料,同时在熔体内也起到润滑作用,挤出的型条表面有很大改善作用[4],可以得出:助剂PPA可以大幅度解决管材表面鲨鱼皮问题。

(a)配方1

(b)配方2
(c)配方3
(d)配方4
2.4 配方4
不管是长口模还零长口模的条件下,毛细管流变仪中熔体的黏度都逐渐减小,出现“剪切变稀”现象,两者减小的幅度接近,单螺杆挤出管材外观表面光滑,尺寸粗细均匀,因为PPB在很高的挤出速率(2 099 s-1)下才出现螺纹状畸变[5],加入一定量的PPB材料后,可以理解为在外力的作用下,材料内部原有的分子链缠结点被打开,或者使缠结点浓度下降,在毛细管流变仪的熔体发生畸变的概率大大降低,甚至消除,可以得出:加入适当的PPB可以大幅度地改善尺寸畸变的问题。
3 力学性能测试与结果
表1中配方对应的物性结果见表3。

表3 各配方的物性结果
由表3中配方2与配方1对比发现:加入低熔指的HDPE之后,弯曲模量和弯曲强度略微降低,但冲击强度有较高提升,这可能是由于HDPE的结晶速度高,先形成晶体,诱导PP材料晶细化,另外低熔指的HDPE分子质量大,HDPE更容易与PP分子链之间缠结,受到外界冲击时,能吸收更多的能量,导致冲击能量变高。由表3中配方4与配方2对比发现:加入少量PPH后,弯曲强度和弯曲模量有较大提高,但冲击强度并没有降低,这是由于PPH的大球晶被晶细之外,受到外界冲击能产生更多的银纹,同时银纹又能够被嵌段共聚乙丙橡胶和低熔指的HDPE缠结有效地终止。
4 结语
通过研究可得出以下结论:
(1)增加挤出口模长径比,有利于改善挤出时尺寸发生畸变的情况。
(2)加入HDPE,能稍微改善低熔指PPB在毛细管流变仪中的流动,延长了尺寸稳定性周期,但改善的程度有限,另外低熔指HDPE能够进一步增韧低熔指PPB。
(3)助剂PPA能够改善管材鲨鱼皮问题,同时该助剂对复合材料力学性能无影响,但不能改善尺寸畸变问题。
(4)加入部分PPH能够使低熔指PPB正常剪切变稀,解决管材连续生产挤出不稳定的问题,同时与HDPE搭配使用,能保持优良的物理性能。
