智能IE叫料系统在企业的实际应用
2020-03-26邓永朋
邓永朋
(深圳市财智菁英企业管理咨询有限公司,广东深圳 518000)
0 引言
工业信息化IT技术在制造型企业的不断发展[1],给工业工程在企业的应用带来了很大的便利。例如:IE的标准工时、线平衡分析、物流仿真软件[2]、IMS[3]等等,这些都是利用信息化手段让工业工程技术更便捷、更智能地进行运用。论文中研究的课题就是工业工程IE技术与工业信息化IE的融合实现的叫料系统,将物料配送这一复杂、繁琐的过程进行简化,消除了中间不增值的环节,改变了以往线边仓库传统的配送模式,解决了企业物料配送环节的人员浪费问题,消除了生产现场物料到处堆放的局面。
1 方法介绍
1.1 IE基础数据建立
根据生产线岗位的区域放置物料量来设计出放置数量(放置数量即在工位上的物料最大放置量);根据UPH,BOM用量设计出叫料频率、叫料数量(叫料频率即多久时间系统发生一次叫料,叫料数量即每次叫料的多少数目);根据备料时间、送料时间、UPH设计出预警数量(预警数量即工位上的存放物料在到达一定数量时就会预警)。

式中:y1为叫料数量,a为叫料频率,x为BOM用量,b为标准产能(UPH)。

式中:y2为预警数量,m为备料时间,n为送料时间,x为BOM用量,b为标准产能(UPH)。

式中:y3为叫料频率,q为放置总数量,x为BOM用量,b为标准产能(UPH)。

式中:q为放置总数量,u为周转最小数量,l为生产线放置单位数。
将BOM清单中的每种物料根据上述公式分别计算出叫料数量、预警数量、叫料频率这些基础数据,作为叫料系统运行的逻辑支撑。
1.2 扣料逻辑
依据产品线的扫描工站,每个扫描工站管理下一个扫描工站之前的所有物料。每扫描一次,该段就会根据BOM用量相应地减少物料的在线存放数量。扣料注意事项:前加工的物料统一放在充电桩第一个工位扣数;螺丝等多工位使用的物料,由第一个锁螺丝工位一起扣除;测试工位不能扣数。
1.3 配送时间&配送人员计算说明
物料配送作业包含:叫料提示、找料点数、仓库运到合箱区、合箱上架、运至生产线、返回仓库作业。

式中:t为单位物料配送时间,t1为作业时间,u0为宽放率,q0为每车的数量。

式中:q1为人员需求数量,t为单位物料配送时间,b为标准产能(UPH),t2为每天的工作时间。
1.4 看板说明
1.4.1 仓库发料看板
仓库发料看板:位置,备料区。提醒仓库需要备的物料及数量,备完后记录将消除掉,如图1所示。

图1 仓库发料看板
1.4.2 仓库配送看板
仓库配送看板:配送人员根据叫料配送看板信息,用计算机(PDA)进行绑定台车(核对在制工单、数量、物料信息)并进行实时配送,如图2所示。

图2 仓库配送看板
1.4.3 车间收料看板
车间收料看板:位置,车间。提醒产线及时做物料接收,如图3所示。

图3 车间收料看板
1.5 现场管理
上料标识牌:在对应的工位上悬挂物料的标识牌,通过目视化管理方便物料员上料;规划物料放置区域:针对每个工位所需要的物料规划出每个物料放置的位置;现场培训物料员新作业模式:现场指导物料员,针对一种物料,从备料开始一直送到产线工位的所有环节。
1.6 硬件投入及用途
计算机:查询相关的物料信息,叫料预警声音的传输接口;电视机:作为看板;PDA:用于接收、绑定台车。
2 企业实证分析
2.1 现状说明
某集团公司一工厂主要生产扫地机器人产品,因产品物料种类多,加上传统的物料上料模式(线边仓库),有收料、发料、记账、退换料等流程。因组织复杂、流程繁琐,导致人员严重浪费、空间浪费、现场混乱,易出现错料的质量问题。
现状流程描述,如图4所示。步骤1:仓库提前2天通过工单BOM进行工单备料,采用手动打备料单。步骤2:备好的物料,整个工单配送至物料房。步骤3:物料房收料进行配送到线边仓。
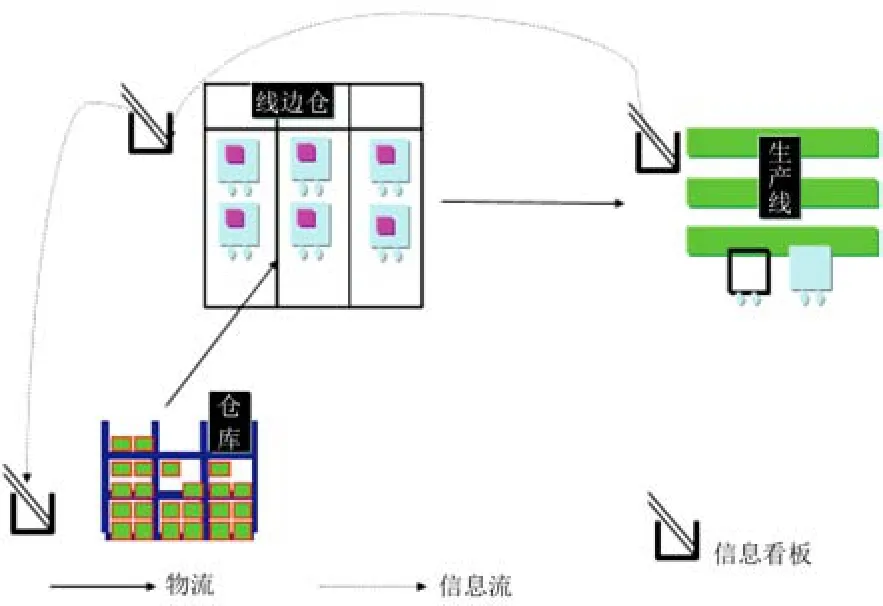
图4 现状示意图
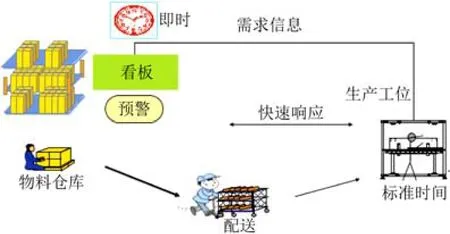
图5 优化后示意图
2.2 优化思路
通过叫料系统对物料进行实时配送。首先由工单绑制令单,工单是同步了ERP,扣料逻辑是从制令单的工艺路线中的工序名称中扣料,SN过站的时候,就在对应BOM设置工序名称进行扣料;如改物料低于设置的预警值后,系统就生成叫料单推送给仓库,仓库就根据叫料单进行备料;当线上的物料低于预警值时,系统会自动做出提醒,物料员通过看板信息的提醒将物料直接送到生产线指定的工位上。优化后流程描述如图5所示。步骤1:仓库提前2天通过工单BOM进行工单备料,自动生成备料单。步骤2:备好的物料,根据IE规则设置,首套物料提前1天配送到生产线。步骤3:生产进行扣数,达到预警值,看板提醒仓库进行送料。步骤4:配送人员根据看板[4]和报表把物料直接配送到线上,生产人员直接在线上接收。
2.3 方案推进
2.3.1 人员职责
IE:(1)工单BOM管理(数据维护:叫料数量、预警数量、扣料工序);(2)现场放置区域的规划;(3)配送人力的核算及优化;(4)叫料的持续优化。
工程:制令单的建立。
PC:MES[5]制令单与ERP[6]工单绑定。
IT:异常分析处理、叫料系统的持续优化。
备料组:根据PC释放的工单BOM、按照叫料系统推送的汇总领料单进行备料。
配送组:(1)按工单计划物料提前合箱备料,根据叫料看板信息进行实时配送;(2)用计算机(PDA)进行绑定台车(核对在制工单、数量、物料信息)。
生产:(1)产线接收人员核对(工单、数量、物料信息),接收物料;(2)生产现场物料区域框、标识的维护。
2.3.2 实施步骤
第1步:工程建立制令单;第2步:PC将MES制令单与ERP工单绑定;第3步:IE维护工单BOM;第4步:PC根据上线时间触发首发,叫料系统会自动推送备料信息到对应看板;第5步:物料组根据PC释放的工单BOM,按照叫料系统推送的汇总领料单进行备料过账,已备好的物料看板信息会自动清除;第6步:配送组将备好的物料拉入合箱区提前合箱备好(进行手工账交接:数量、物料信息);第7步:配送人员根据叫料配送看板信息,用计算机(PDA)进行绑定台车(核对在制工单、数量、物料信息)并进行实时配送(看板显示的预计停线时间)至产线;第8步:物料配送上线由产线接收人员进行核对(工单、数量、物料信息),无误后进行台车接收,如图6所示。

图6 叫料操作流程图
2.4 项目难点分析
项目难点[7]:(1)因跨生产,仓库、计划、IT、工程多的部门导致项目推动困难。应对举措:(a)日清会各部门经理参加、项目周会总经理参加;(b)建立微信交流群,有问题及时在群里沟通。(2)因是创新型项目,只是论理的思路,都没有项目经验。应对举措:和IT人员组织集团智慧研究院人员定期进行项目研讨。群力群策,发挥集体的智慧。
2.5 项目风险预防控制
项目风险[8]:(1)物料无法在理论的时间要求内配送到产线,会导致停线。应对举措:在线边仓做一个临时的物料仓,存上一个小时的物料量,如叫料后物料无法及时送到线上,就使用该暂存的物料。(2)扣料失败导致停线。应对举措:IT人员带电脑在生产现场办公,并且安排夜班,如有问题立即快速处理。
2.6 项目推行中常见的异常问题分析
项目在试运行阶段出现了仓库缺料、仓库未过账、数据未同步等系列的异常,共统计了85次,如表1所示。
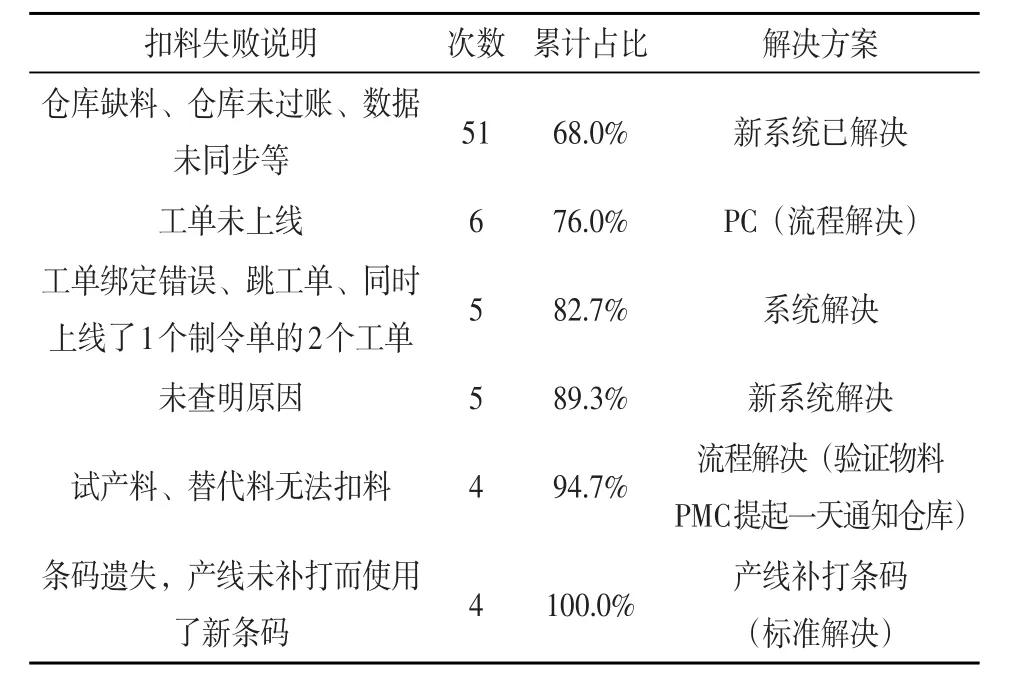
表1 异常汇总表
针对表1中的85次异常记录,通过研究分析得知,由系统改善可解决82%的异常问题,剩下的18%可以通过流程、标准来解决,如表2所示。试产料、替代料问题解决方案是:验证物料PMC提前一天通知仓库,替代料需要告知IE在系统中更改。条码遗失,产线未补打而使用了新条码解决方案是:产线补打印,并做好记录,由主管签字确认。工单未上线解决方案是:由PC人员互检,做好检查记录。

表2 异常问题解决分析表
2.7 方案收益说明
2.7.1 定量收益分析
(1)人工成本投入共计5人,如表3所示。
(2)改善效果为节省人力51人,收益280.6万/年,投资回收期为0.11年,如表4所示。
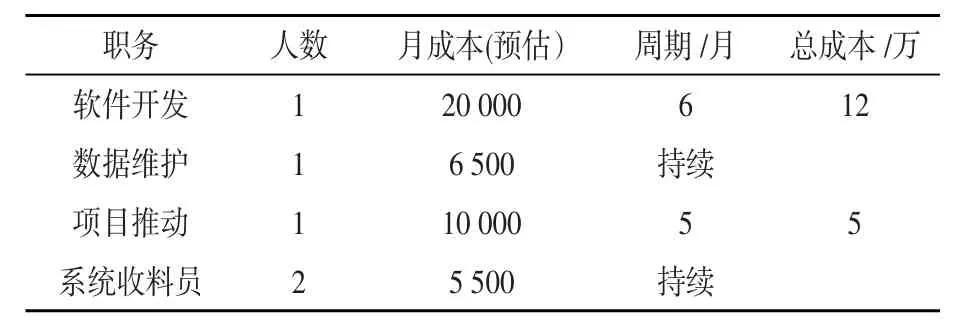
表3 成本投入清单
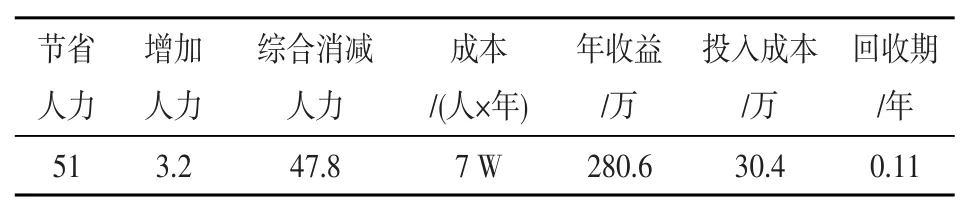
表4 投资收益分析表
收益具体说明:消减了助拉、多能工、收料、配发岗位,共计精简42人;通过物料员作业标准工时的制定、人力标准的配置、作业流程梳理、作业工序重组,优化了拉叉车、送料、合箱、拆包工5人,合计节省47人,年节省人力成本280万元;取消了2个物料房、2个线边仓,节省出来的空间现已搭建了新的生产线体。
2.7.2 定性收益分析
美化了车间环境,提升了5S形象;培养跨部门协作的能力,提升管理人员的项目能力。
3 结束语
叫料系统的应用就是实现工业信息化IT技术与工业工程IE技术实践应用的融合,让生产加工中物料的配送工作更加精益化,真正打破了以往传统的线边仓的配送模式,做到了物料从仓库实时配送到产线。这种方法解决了线边仓作业模式中的收料、配发、点数的无效环节,减少了浪费,降低了生产劳动成本,同时也对作业现场物料实现了最小存放量,改善现场的管理水平,提升工厂的精益化生产水平。此方案可推广性强、且投入成本低、产生效益大,对于任何物料加工型企业都可实施智能IE叫料系统,可致力于企业降本增效。
