浅析丝光硫化黑在牛仔面料中的染色工艺
2020-03-23葛静静
葛静静
(山东服装职业学院,山东 泰安 271000)
1 牛仔面料丝光染色概述
棉织物的丝光源于1844 年,它对提高棉织物产品的内在质量和外观品质都起着极为重要的作用。传统的丝光工艺是对牛仔面料采用新型后整理加工技术,进行丝光。通过丝光工艺,纤维表面反射光的定向性增加,使棉纤维具有丝般光泽,这种现象称为“丝光效应”。牛仔面料经丝光后,布面平整、光洁、色泽鲜艳,纹路清晰,具有良好的触感和柔软度,赋予牛仔面料高附加值。在硫化黑染色中应用丝光工艺,可以克服因硫化黑高温染色导致的纱线透芯,磨白对比效果不鲜明的缺点。
2 硫化黑牛仔面料染色试验
本文采用同等规格牛仔面料,一种采用丝光硫化黑染色工艺,一种采用普通硫化黑染色工艺,从纱线整经—浆染—织造—整理—成品,对比水洗成品,测试其面料物理指标,对比分析面料风格。
2.1 染色工艺
同规格面料,一种采用经纱丝光染色,在浆染联合机上完成。面料A 染色工艺见表1 染色工艺单。
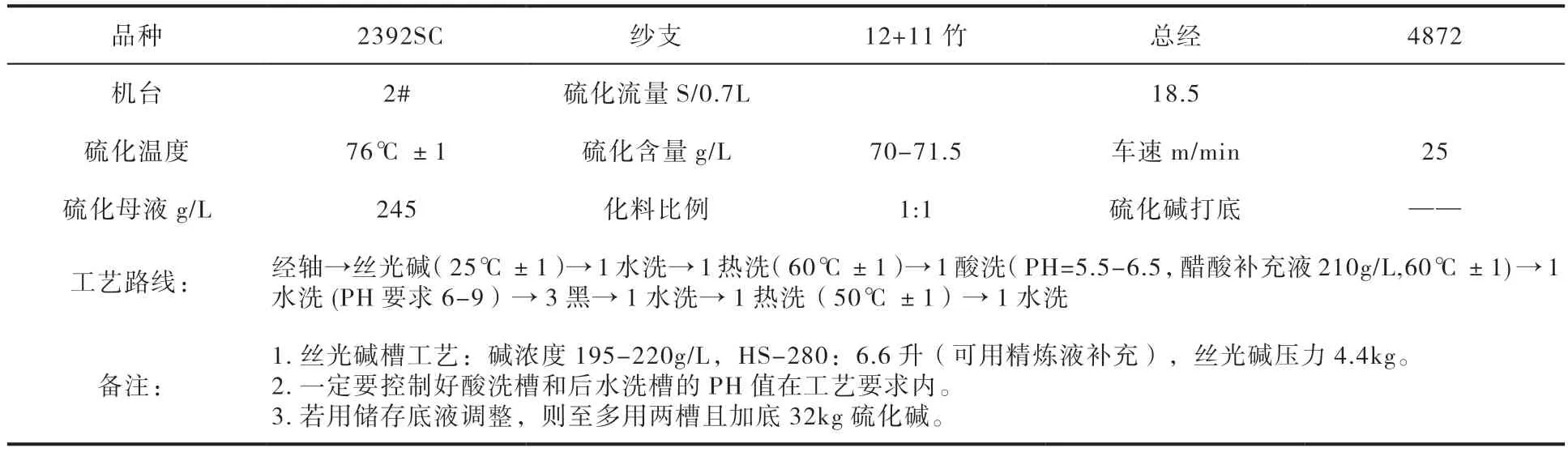
表1 染色工艺单
影响丝光效果的因素较多,但主要有碱液的浓度和温度、张力、丝光时间以及去碱等。制订工艺时,须对上述五个对丝光效果影响较大的因素进行综合考虑。否则就难以达到通过丝光加工,使纱线获得良好光泽、提高纱线强力及面料尺寸稳定性的目的。
面料B 采用正常硫化黑染色,也在浆染联合机上完成,染色工艺见表2。

表2 染色工艺单
2.2 纱线浆染
采用浆染联合机,浆染一体。浆染过程中,调整溶液浓度以保证染色均匀度。两种面料采用同样浆纱工艺。
对上浆后的纱线进行上浆率测试,上浆率在10%左右(8%以上为合格)。
2.3 织造工艺
试验结合本厂现有上机品种,考虑到实际生产,所选用规格都是结合生产与试验而选择的。纱支规格为C12+11 竹×T16/70D 黑+T16/40D 黑×94×57 51/52"
采用本厂Gammax-190 剑杆织机上机织造,为方便跟踪样品记录织造情况,协调生产安排在白天上机。通过跟踪,织造200 米,织造效率都比较高,织造过程中的断经断纬次数都比较少。
2.4 面料指标测试
面料织造成功后,经过烧毛、预缩整理后成为成品。对于成品,测试面料断裂强力指标见表3、撕破强力指标见表4、色牢度指标见表5、延伸回复指标见表6。

表3 断裂强力测试结果

表4 撕破强力测试结果
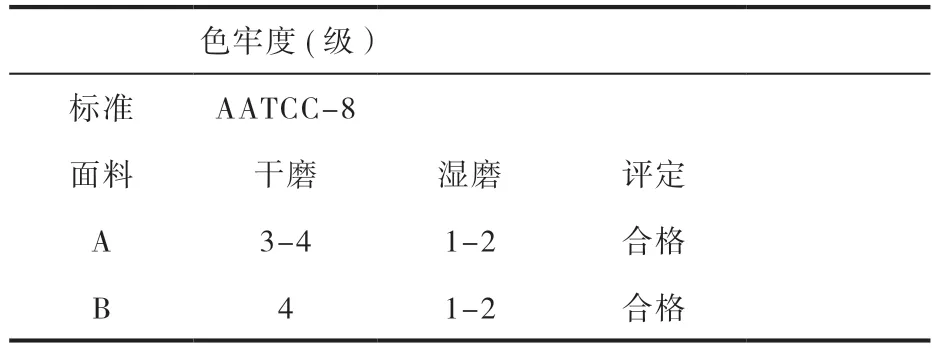
表5 色牢度测试结果

表6 延伸回复测试结果
从表3 至表6 的数据可以看出,面料A 和B各项指标都符合标准,都能达标。通过对比两种面料风格,面料A 竹节效果明显,手擦位竹节纱露白立体感强,风格较好,客户较认可;面料B竹节细腻,不明显,手擦位没有竹节效果,风格一般,凸显不出硫化黑竹节面料的风格。
3 结论
经丝光整理后其布面纹路清晰、组织紧密、色泽纯正、光泽度好、手感挺滑,竹节面料效果明显,达到了丝光的预期目的。
硫化黑丝光染色是一种环保节能的新技术与工艺,在生产过程中有诸多因素影响产品竹节纱丝光效果,只有在生产过程中不断地探索、完善,才能使其发挥出更好的社会效益和经济效益。