加氢装置往复压缩机气阀故障分析及解决措施
2020-02-06涂家华
涂家华
(中国石化长岭分公司设备工程部,湖南岳阳 414012)
1 引言
随着经济社会快速发展,技术进步,炼化企业往往会对大型耗能设备进行节能改造,提高经济效益。往复压缩机是炼油化工行业不可或缺的重要设备,特别在加氢装置中,同时往复压缩机也是装置中的耗能大户,增加无级气量调节系统是目前比较成熟且有效的一种节能改造方式。但节能改造同时也伴随着风险,如气阀故障频繁,使用寿命短,既影响往复压缩机流量,又造成效率下降,能耗增加。同时,机组频繁停机维修,增加了检维修成本,也影响了设备安全运行。因此,准确判断气阀失效原因,采取有效措施解决故障问题,保障机组长周期平稳运行,才能达到节能改造最佳效果。
2 故障概况
某炼油厂100万t/a加氢裂化装置新氢压缩机组,沈阳鼓风机厂制造,型号4M125-48/24-117.5-Ⅰ-BX,两级四列对称平衡型,吸气压力2.4 MPa,排气压力为11.75 MPa,吸气温度40 ℃,排气温度121 ℃。2018年新氢压缩机组节能改造,增设无级气量调节系统,气阀为网状气阀,PEEK材质阀片。机组节能改造完成后开机运行3~7天,同一级的两列排气温差增大明显,机组打气量降低,气阀失效频繁,机组多次检修更换气阀。气阀故障现象:每次阀片边沿均有破损,偶尔气阀弹簧有断裂情况。
3 气阀工作原理及结构
3.1 气阀工作原理
以排气阀为例说明,机组活塞压缩气体过程中,当缸内气体力大于排气侧的气体力与气阀全闭时的弹簧力之和时,气阀开启,阀片离开阀座;随着排气过程结束,气阀全开时的弹簧力大于缸内压力与排气侧压力差产生的气体力时,阀片回到阀座,气阀关闭,一个排气过程完成。阀片的运动方程为
2m(dh2/dt2)=Fg-Fs
式中 m——阀片与1/3弹簧的质量和
Fg、Fs——气体力和弹簧力
3.2 气阀结构
气阀作为往复压缩机核心部件之一,工作强度大,工作环境恶劣,被称为“三大易损件”之首;同时,又因其重要的作用和地位,也被称为“压缩机的心脏”。往复压缩机的气阀主要由下列部件组成:
(1)阀座:拥有被启闭元件覆盖的气体通道,并承受工作腔内外的压力差。
(2)启闭元件:交替的开启和关闭阀座通道,控制气体进出工作腔,通常制成片状,故也叫阀片。
(3)升程限制器:也叫阀盖,控制阀片的开启高度,并通常作为弹性元件的支承座。
(4)弹性元件:在气阀关闭时,推动阀片落向阀座;并在开启时抑制阀片对升程限制器的撞击,通常为弹簧或弹簧片。
4 失效原因分析及处理
4.1 失效原因分析
根据气阀使用和解体情况推断,气阀失效原因主要有以下几种:
4.1.1 工艺介质较脏
介质中含有固体杂质和粉尘,堵塞槽道或进入阀片与阀座密封面,阀片在运动过程中侧倾,与阀座、阀盖不平行接触、冲撞,导致阀片受力不均,边沿局部受到较大应力损坏,气阀失效。
4.1.2 阀片质量问题
PEEK阀片在注塑成形时,存在疏松、气孔等质量问题,导致阀片应力集中,在高强度快速运动过程中阀片容易出现破损断裂,使用寿命较短。
4.1.3 气阀设计选型问题
在设计选型时,阀片和弹簧尺寸、厚度、数量等选择不合理,阀片在工作中,在弹簧力和介质气流冲击力下,相对于阀座和阀盖,以非水平状态做往复垂直运动,即阀片在运动中发生侧倾(图1),导致阀片受力不均,边沿受力超过许用应力,阀片外沿破裂失效。
4.2 气阀故障处理
压缩机组气阀失效后,进行多次解体检修。通过对气阀解体和气缸开盖检查,确定工艺介质干净,不含颗粒状杂质,阀片、阀座无腐蚀现象,可以排除工艺介质原因导致阀片损坏失效。
同时使用TA Q100 差示量热扫描仪、TA Q500热失重分析仪、基恩士VHX-5000数码显微镜等设备对故障阀片进行分析检测。
检测结果表明:阀片内部没有发现缩孔,玻璃纤维排布正常;密度测试结果1.54 g/cm3,高于450GL30的标准值;样品结晶度良好(31%);从DSC曲线(图2) 来看,在气阀正常工作温度区间(105~130 ℃),热力学性能稳定,从而可以判定阀片本身不存在质量问题。
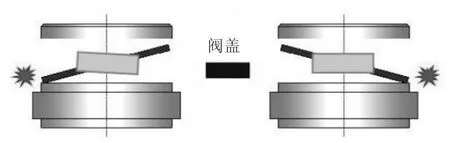
图1 气阀运动过程中阀片侧倾
综合上述,通过机组多次解体检修和气阀阀片质量检测情况可以确定:此次往复机组气阀失效排除工艺条件和阀片质量因素,主要失效原因为气阀设计选型不合理。气阀弹簧力选型设计合理时,阀片在介质压力和弹簧力作用下,气阀缓慢开启和闭合(如图3所示)。如若气阀弹簧力选型设计不合理,气阀运动过程中,在弹簧力和介质气流冲击力共同作用下,阀片两端的压力差无法使阀片保持一段时间的完全开启,阀片频繁做往复开、闭动作,导致受力不均,在气阀内部发生震颤(如图4所示)。同时阀片由于受力不均,在运动中产生侧倾,阀片边沿在阀座与升程限制器之间频繁撞击,最后导致气阀阀片外沿破损,碎片进入气阀致使个别弹簧断裂,气阀泄漏失效。
5 改进措施
5.1 提高阀片耐冲击性能
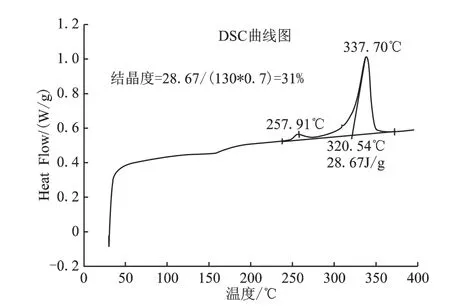
图2 阀片DSC升温曲线
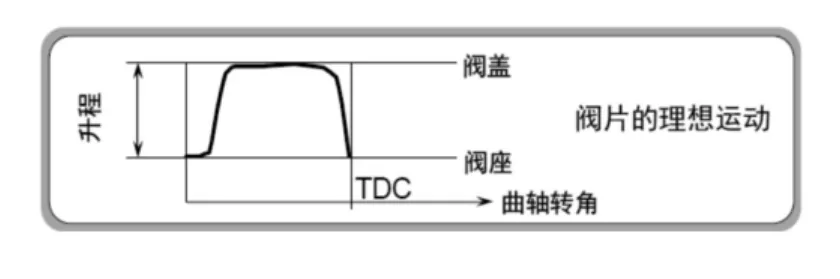
图3 阀片理想运动时弹簧力
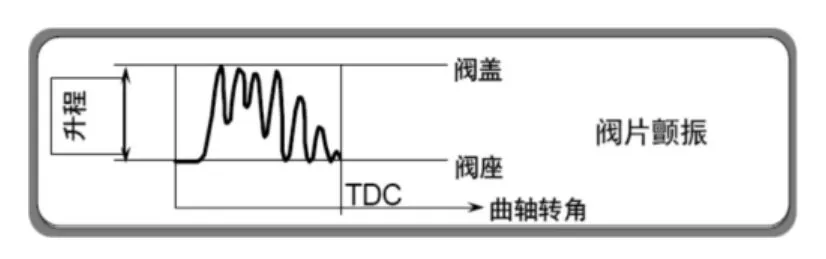
图4 阀片颤振运动时弹簧力
适当增加阀片厚度,提高阀片强度。同时,在保证气阀通流面积足够的前提下,适当降低升程距离,减小阀片与阀座及限制器之间的冲击速度,增加阀片耐冲击性能,提高阀片使用寿命。
5.2 调整阀片受力分布
气阀弹簧的作用是保证阀片有合理的运动规律,使阀片运动时快速开启和及时关闭,且能控制阀片与阀座和升程限制器的撞击速度不会过高。弹簧偏少和总弹簧力偏大会导致气阀颤振运动。重新核算,选择恰当气阀总弹簧力,同时适当增加弹簧数量,使弹簧力更加均匀分配到阀片上。选择单个较小弹簧力的弹簧,自身应力幅也相应降低,提高了弹簧安全系数。通过对阀片受力重新调整,使气阀阀片在运行中更加稳定,降低产生侧倾的可能,保障气阀正常运行。
通过从以上两方面对气阀结构进行有针对性的改造,气阀的使用寿命相比改造前有了明显提高,保障了机组长周期平稳运行。
6 结语
本文从生产工艺、产品质量和设计选型三方面综合分析气阀失效原因。根据阀片破损的故障现象,分析总结了气阀阀片厚度、弹簧数量、升程大小等因素对气阀阀片运动的影响,为压缩机气阀失效判断提供了一个分析方向,且对往复压缩机气阀的设计选型提供了较好的借鉴,有效地降的低了机组故障率,提高了运行稳定性。
