一种清洁生产二苯甲酮的应用实践
2019-12-20禹兴利
禹兴利
上海华谊工程有限公司 (上海 200241)
二苯甲酮是一种非常重要的精细化工中间体和添加剂,可用作光引发剂、紫外线吸收剂、光稳定剂和指示剂等,应用领域不断向涂料、油墨、化妆品等行业扩展,市场前景广阔。
工业上制备二苯甲酮的方法有光气法、氯化苄化法、苯甲酰氯化法和四氯化碳(CCl4)法等。光气法操作条件苛刻且用剧毒化学品光气作原料,生产安全风险大;氯化苄化生产路线长、产生大量的NOx,危害环境;苯甲酰氯化法反应条件苛刻、产率低且原料苯甲酰氯刺激性强、运输困难;CCl4法工艺路线简单、“三废”产生量少、目标产物单一且质量较好,更重要的是,该法可以甲烷氯化物装置副产CCl4为原料,变废为宝,具有较好的经济效益和社会效益。因此,利用甲烷氯化物装置副产CCl4合成制备二苯甲酮的方法越来越受到重视。
CCl4因其对臭氧层有很强的破坏力并能引起气候变暧,自20世纪80年代以来,国际社会就已严格限制其生产、使用。作为蒙特尔议定书缔约国,中国政府早在2004年就已全面淘汰单产CCl4的生产装置,现其主要来源是甲烷氯化物装置副产(约占产量的2%~10%)。据化工在线发布的数据,2018年中国甲烷氯化物产能已超过282万t/a,据此可推算出CCl4产能在5.6万t/a以上。为确保不新增CCl4产量,中国政府规定甲烷氯化物生产企业必须同步配套建设CCl4处置设施,否则主装置不得开车生产。
如何清洁、高效地处置副产的CCl4?这不仅是摆在甲烷氯化物生产企业面前亟待解决的问题,更事关中国政府对国际社会的庄严承诺。传统的焚烧处理方法因不符合绿色发展理念、易造成二次污染,逐渐被摒弃;转化生产一氯甲烷、氯仿、四氯乙烯等非ODS(消耗臭氧层物质)大宗化学品因受现有技术、生产成本等限制,市场竞争力不强。近年来,国内外对开展以CCl4为原料转化生产经济效益好、市场发展潜力大的精细化学品研究方兴未艾,并取得了一些成果,如生产二苯甲酮、肉桂酸、三氯乙酰氯等精细化学品;其中,CCl4转化生产二苯甲酮因具备技术较成熟、装置投资低等优势而越来越受到关注。
1 反应原理
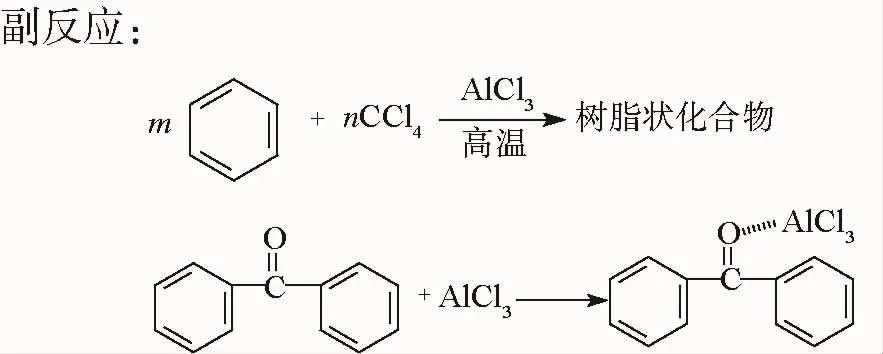
以CCl4、苯为主要原料合成制备二苯甲酮,其主反应可分为二步。第一步:原料CCl4和苯在无水AlCl3催化作用下发生Friedel-Crafts烷基化反应,生成二苯二氯甲烷(中间体);第二步:二苯二氯甲烷经水解得到二苯甲酮产品。反应原理如下:


2 工艺条件筛选优化
科学合理的工艺操作条件是生产优质产品的决定性因素,也是工人在工业化生产中正确进行加工操作的依据。为验证该合成路线的可行性,探索出最优化工艺操作条件,为工业化生产提供强有力的技术支撑,建成了一套20 t/a CCl4合成制备二苯甲酮的中试装置。利用该中试装置,对物料投料比例、操作温度、操作压力、停留时间等工业化生产的重要参数进行了筛选优化,并取得了预期成果。
2.1 确定最优的物料投入比例
筛选确定出最优的投料比对工业装置生产至关重要,不仅能降低产品的生产成本,确保具有良好的经济效益,还能减少装置“三废”产生量,满足清洁化生产要求。
理论上,每得到1 mol二苯甲酮产品,需消耗2 mol C6H6、1 mol CCl4和 1 mol H2O, 同时副产4 mol HCl气体,即主要原料C6H6和CCl4的理论物质的量消耗比是 2∶1。
工业化生产时:C6H6作为重要原料,需尽可能提高其转化率;而CCl4既作为原料参与反应,也作溶剂来萃取反应产物、降低混合物的黏度,促进主反应发生,同时有副反应发生,因此,CCl4的投入应过量,但是有一定限度,并非越多越好。
为筛选出工业化生产中原料CCl4和C6H6的最优投料比,在保持催化剂用量、反应温度、压力、时间等不变的条件下,仅通过改变原料不同的配比来考察产品收率。结果详见图1。
由图1可看出:对应不同的CCl4和C6H6投料配比,二苯甲酮产品的产率也不同,整体呈现先快速增加直至达到最高点而后缓慢降低的趋势。当CCl4和C6H6物质的量比为2∶1时,二苯甲酮产率达到最高,为90.8%。

图1 不同原料配比对二苯甲酮产品产率的影响趋势图
分析出现这一趋势的原因,主要是由于:在一定范围内,随着CCl4投入量的增加,降低了反应混合物的黏度,有利于主反应的发生,相应的产品产率增加;但当CCl4和C6H6的物质的量比超过2∶1时,产品产率开始下降,主要是副反应增加所致。因此,从装置的经济性、清洁性等方面综合考虑,确定工业化生产时CCl4与C6H6最优的投料物质的量比为2∶1。
2.2 确定适宜的烷基化反应温度
温度对反应进程的快慢有重要影响。为了筛选出适宜的合成反应釜温度,在保持 n(CCl4)∶n(C6H6)∶n(AlCl3)=2∶1∶0.5、反应 2 h 等不变的情况下,考察不同合成反应釜内温度对产品产率的影响。具体结果见图2。
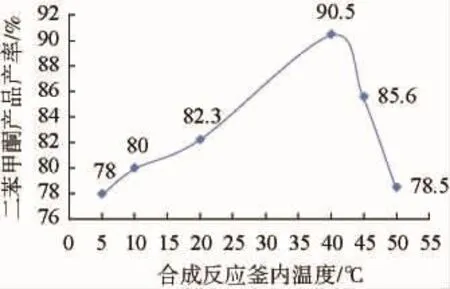
图2 合成反应釜内不同温度对产品产率影响趋势图
由图2可看出:随着合成反应釜内温度的升高,二苯甲酮产率不断提高;当釜内温度控制在40℃时,产率达到最高,为90.5%;釜内温度继续升高,二苯甲酮产率反而呈加速下降趋势。
分析出现这一趋势的原因,主要是由于:当合成反应釜内温度较低时,物料较黏稠,流动性差,作为催化剂的AlCl3不能与反应原料均匀混合,影响其催化效果,导致烷基化反应不完全,从而影响了二苯甲酮产率;随着合成反应釜内温度逐渐升高,物料黏度下降,反应速率加快,放热量越来越大,釜内温度升高有利于反应的加快进行,二苯甲酮产率也相应增加,在40℃时,二苯甲酮产率达到最高;釜内温度继续升高,副反应快速增加,生成过多的副产物。此外,反应釜内温度过高还会导致部分CCl4和C6H6原料气化,同生成的HCl气体一起逸出,造成二苯甲酮产率下降。因此,综合考虑产品收率、工业实现的难易程度等因素,确定将合成反应釜内温度控制在40℃±1℃,这也是工业化生产中容易实现的操作温度。
2.3 确定最佳的催化剂投加量
选择无水三氯化铝作催化剂主要是基于其能较强烈地促进苯的烷基化反应,有利于反应的进行,而且方便易得,有利于降低生产成本。
为筛选出催化剂最佳投加量,在CCl4与C6H6投料物质的量比为2∶1、烷基化反应温度为40℃±1℃、反应时间为2 h等条件下,考察不同的催化剂用量所对应的产品收率情况。考察结果详见图3。

图3 不同催化剂用量对产品收率的影响
由图3可看出:AlCl3物质的量投料比在0.5前后,产品收率相差较大;当AlCl3投料比小于0.5时,产品收率变化明显;当AlCl3投料比大于0.5时,产品收率变化不明显。
分析出现这一趋势的原因,主要是由于:在该烷基化反应过程中,加入的AlCl3除起催化作用外,还与羰基结合生成较稳定的化合物从而失去活性,这就增加了AlCl3的使用量。综合考虑催化剂成本、产品收率等因素,最终确定 n(CCl4)∶n(C6H6)∶n(AlCl3)的最佳比例为 2∶1∶0.5。
采用类似方法,对影响本项目工业化装置正常运行的其他重要参数,如反应时间、操作压力、设备选型、“三废”治理等进行了工业化研究。最终筛选出本装置优化的主要工艺操作条件:n(CCl4)∶n(C6H6)∶n(AlCl3)=2∶1∶0.5,合成反应 2 h,合成反应温度为40℃±1℃、水解反应温度为45℃±2℃等。
3 工业设计
依据编制完成的工艺包,组织开展了四氯化碳法年产3000 t二苯甲酮工业化装置的全套设计工作,历时9个月完成。
按生产操作流程来划分,年产3000 t二苯甲酮工业化装置生产过程可分为合成、水解、回收、后处理、精馏和包装等6个工段,生产流程详见图4。

图4 四氯化碳转化生产二苯甲酮工艺流程
3.1 关键设备——合成反应釜的设计
为降低装置投资、简化流程操作,合成反应和水解反应设计在同一台合成釜内进行,因此该釜为关键设备。综合考虑操作条件、接触的物料、保养维护、周边环境等因素,最终合成反应釜选定6台容积均为7.5 m3的带搅拌夹套钢衬搪瓷反应釜,间歇操作,序批次生产。为控制好反应釜内温度,避免冲料等异常工况的发生,生产时要求先向反应釜内投加计量好的CCl4和AlCl3,开启釜内搅拌器(控制转速55~75 r/min),然后滴加入计量好的原料C6H6;为及时移走反应釜内的热量,夹套内通入-15℃的冷冻盐水,通过控制冷冻盐水的流量来调节釜内温度维持在(40±1)℃,釜内压力维持在(-1.333±0.267) kPa,反应2 h。自动控制方面,将反应釜内温度和压力与釜内搅拌、物料流量、釜夹套冷冻盐水进水阀形成联锁关系,当反应釜内温度超标或搅拌系统发生故障时自动停止加料并紧急停车。每台反应釜配备安全阀、爆破片、紧急放空阀、单向阀及紧急切断装置等安全设施,以有效避免因加料速度过快或者搅拌中断等异常现象引起局部剧烈反应,造成跑料,从而引发火灾、爆炸等严重事故。
3.2 “三废”治理措施设计
重视源头治理、循环利用,确保“三废”达标排放。合成、水解等工段产生的工艺尾气,其主要成分是反应生成的HCl和未反应的CCl4,C6H6等,如不治理,既污染环境,又增加生产成本。设计将该工艺尾气集中收集,用密闭管道先引入一级冷凝器,用冷却水冷凝,再将尾气引入二级冷凝器,用-15℃冷冻盐水冷凝。经过两级冷凝,可将尾气中95%左右的CCl4,C6H6气体冷凝下来返回到合成釜重新利用。该方法不仅可提高原料利用率,还大大降低污染负荷,减轻后续处理压力,确保达标排放。冷凝后的尾气再被引入串联的二级降膜吸收塔和填料吸收塔,用水循环吸收,可将其中99%的HCl吸收下来得到31%的盐酸副产品;剩余尾气被抽入碱液吸收塔内用10%的稀碱喷淋吸收后,经活性炭吸附装置进一步除去CCl4,C6H6等有机物,最后通过20 m高排气筒高空排放。经采取上述治理措施后,外排废气中HCl,C6H6等污染物的最高排放质量浓度远远低于GB 16297—1996《大气污染物综合排放标准》表2中规定的100及12 mg/m3的排放限值。此外,对装置产生的其他废气、废水、固废、噪声等采取了有针对性的治理措施,以确保装置“三废”排放满足国家环保要求。
3.3 安全措施设计
苯属于国家重点监管的危险化学品,烷基化反应属于国家重点监管的危险化工工艺,因此,本装置建设属于涉及“两重点一重大”的使用危险化学品的项目。设计时须严格按国家针对苯、烷基化反应所发布的安全对策措施来进行;装置采用分布式控制系统 (DCS)控制,并设计有独立的安全仪表系统(SIS);认真开展危险与可操作性(HAZOP)分析审查,对辨识出危险性较大的合成反应釜再进行保护层分析(LOPA)、SIL定级和验证,提升本质安全度,以确保装置配备的安全对策措施满足持续安全生产的要求。
4 应用实践
依据设计图纸,山东某公司在政府划定的化工园区内实施了年产3 000 t二苯甲酮装置的工程建设,作为其新建10万t/a甲烷氯化物装置的配套设施,历时9个月建成,经3个月试生产调试后正式投入工业化运营。
该工业化装置生产运营时部分关键工段操作条件详见表1。
运行数据:单釜每批次投加原料CCl43822 kg,其中新投加889 kg、回用2 933 kg;原料C6H61 946 kg,其中新投加 905 kg、回用 1 041 kg;催化剂 AlCl3832 kg。经过一系列操作,单釜最终可得到二苯甲酮产品952.6 kg。产品收率为90.6%,产品质量、技术指标达到设计要求。

表1 部分关键工段工艺操作条件表
据测算,新建3 000 t/a二苯甲酮装置总投资约5 200万元,达产后,每年可新增销售收入6 300万元,税前财务内部收益率为15.4%,高于行业12%的基准收益率。各项数据表明项目经济效益指标较好,经济上可行。
5 结语
(1)在实验室开发成功的技术基础上,通过工业化研究,筛选出CCl4转化生产二苯甲酮精细化学品的优化工艺操作条件:n(CCl4)∶n(C6H6)∶n(AlCl3)=2∶1∶0.5,合成反应 2 h,合成反应温度为 40 ℃±1 ℃、水解反应温度为45℃±2℃等。在该条件下,产品收率在90%以上。
(2)根据国家对涉及“两重点一重大”化工项目的建设要求,在开展CCl4转化生产3000 t/a二苯甲酮装置工业化设计时,通过采取优化合成反应釜等关键设备的选型、重视源头治理、配备DCS和SIS系统等措施,保证了装置的清洁、高效、安全。
(3)建成后的工业化装置运行数据表明,项目技术指标、产品质量达到设计要求,且项目财务内部收益率高于行业基准收益率3.4个百分点,证明了利用甲烷氯化物装置副产CCl4来转化生产二苯甲酮是可行的。这为甲烷氯化物生产企业成功消化CCl4提供了一条很好的出路,具有一定的工程推广价值。
