热轧在线磨辊技术进展
2019-12-13顾廷权王学敏
翟 鹏 顾廷权 王学敏 李 鹤
(1:东北大学机械工程与自动化学院 辽宁沈阳 110819;2:宝钢股份有限公司中央研究院 上海 201900)
1 前言
在热轧板材的轧制过程中,轧辊表面与带钢表面存在复制过程,轧辊的表面质量由于磨损等原因逐渐降低;同时,由于轧辊表面不同部分所轧制带钢的总量的不同,会在轧辊表面由于局部不均匀磨损形成段差;此外,轧辊在轧制了一定量的带钢后,表面会生成氧化膜,破损剥落压入带钢后,会造成严重的产品质量问题。为解决以上问题,提高产品质量和生产效率,便产生了热轧在线磨辊技术。在线磨辊装置安装在热轧精轧机后道机架内,在轧制的间隙或者轧制过程中对工作辊进行在线磨削[1]。
在线磨辊可以减少轧辊离线磨削工作量,延长换辊周期,进而提高轧机作业率;可以消除各道次轧制中轧辊的段差,提高各种宽度带钢轧制计划的自由度;可以及时消除轧辊表面破损氧化膜和辊形异常,提高轧机板形、板凸度控制功能和带钢产品表面质量。因此,开展在线磨辊技术研究对提高热轧产线的产品质量、生产能力和自动化水平具有重要的意义。
2 在线磨辊技术
2.1 在线磨辊技术研究现状
热轧在线磨辊技术是最近30年才兴起的新技术,日本拥有自主研发的在线磨辊装置,并处于技术领先地位。
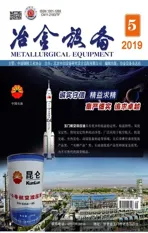
1-工作辊轴向进给油缸;2-磨头体;3-工作辊径向进给油缸;4-无驱动磨头
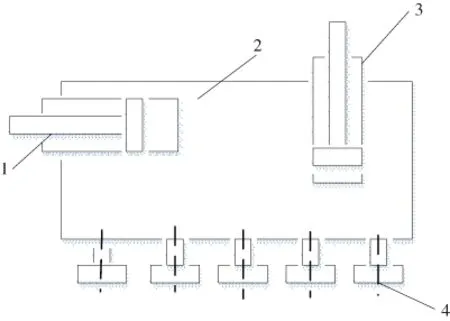
1,5,6-交流伺服电机;2-传动皮带;3-砂轮;4-滚珠丝杠;7-齿轮齿条;8-测力传感器
1987年,三菱重工在国际上首次开发出了与PC轧机相配套的第一代热轧机工作辊在线磨辊机ORG(On-line Roll Grinder),磨头无驱动马达,砂轮端面与工作辊表面接触,依靠与辊面之间的摩擦力被带动旋转进行磨削,简称非驱动式ORG。如图1所示,该在线磨辊装置辊形磨削及检测功能较差,磨头较多(5-6个),磨头整体校正复杂,单磨头磨削效率及抗振性较差。
1990年代初期,日立制作所开发出热轧工作辊成形机RSM[2](Roll Shaping Machine)。磨头为薄片式结构采用伺服电动机驱动,砂轮端面与轧辊表面接触进行主动磨削,简称驱动式RSM。如图2所示,该装置无独立辊型检测装置,依靠伺服电机轴转过的角位移与传感器测得的磨头与工作辊之间的压紧力综合计算出砂轮进给量和基体的变形量,实现间接检测辊型,该检测方法对装置本身机械精度要求较高;单磨头磨削效率较高,因此整体只采用2个分体磨头即可满足要求;磨头结构抗振性好,砂轮材质为CBN超硬砂轮,使用寿命更长。
1990年代后期,三菱推出第二代在线磨辊装置[2]。为液压驱动式ORG,磨头由原来的被动式改为由液压马达驱动的主动式,砂轮数量减为两个,安装于同一个磨头上,而辊形测量手段没有变化。改进型ORG的单个磨头磨削效率大幅度提高,砂轮的受力状况亦有所改善,但抗振性仍然比较差。
2002年,三菱重工与日立制造所合资成立的三菱日立冶金机械公司MH(Mitsubishi-Hitachi Metals Machinery, Inc.),融合了第二代ORG与RSM各自的技术优点,开发出第三代在线磨辊机ORP(On-line Roll Profiler)。ORP为伺服电机驱动式在线磨辊,可通过计算磨头变形量方式间接检测辊形,辊形磨削功能比较成熟,但是辊形检测精度低。
韩国POSCO有6条热连轧机组安装了在线磨辊设备,通过持续的应用技术研究,成为国际上应用热轧在线磨辊取得最佳效果的钢厂之一。POSCO光阳No.2 HSM应用三菱日立在线磨辊ORP,在前50km不投入ORP的情况下,同宽公里数达到120km,总轧制公里数达到183km(177卷,3532吨)。POSCO应用ORG的热轧机与传统热轧机(未用ORG)的带钢氧化铁皮缺陷和表面缺陷发生卷数,分别为58卷/2月和270卷/2月。
日本KSC Chiba应用ORP,实现了软钢300mm以上宽度反跳,总轧制公里数达到207km(210卷,3866吨)。日本NSC Hirohata热轧厂在F5、F6机架应用三菱日立在线磨辊ORP,换辊周期延长了2~3倍,单个换辊周期总轧制量超过4200t。
国内鞍钢1780热连轧机组、唐钢连铸连轧机组等先后安装了第二代ORG。据了解,鞍钢ORG目前投用情况较好。宝钢三热轧1880热连轧机组后3个精轧机架(F5、F6、F7)上使用了ORP。与ORG相比,ORP设备在磨削能力和磨削精度上都有了很大的提高。对于改善高牌号无取向硅钢边部减薄等效果明显。
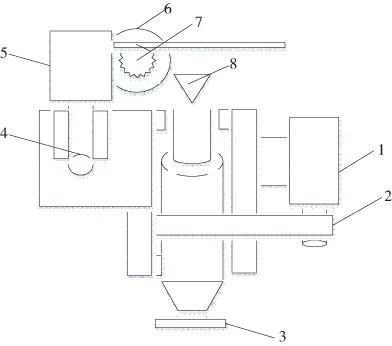
总结以上在线磨辊装置及应用情况,见表1。
表1 三菱、日立三代在线磨辊装置基本规格参数与应用情况
1996年德国SMS公司提出了驱动式在线磨辊装置专利[3],但未见工业化应用报道。与三菱、日立推出的在线磨辊装置显著不同的是:其砂轮轴线与轧辊轴线平行,采用砂轮外圆磨削方式。磨削装置直接安装在轧机机架上,结构简单,占据的空间小。但该装置由于采用外圆磨削,与端面磨削方式相比,磨削力小,磨削效率低且系统抗振性差;系统采用嵌套结构复杂且没有配套的辊型在线检测装置。
与国外相比,我国目前还没有成熟的在线磨辊装置推广使用,相关技术目前还处于从国外引进、消化阶段,相关研究目前尚少。2001年开始,宝钢集团与东北大学合作,对引进的第一代三菱在线磨辊装置做了相关分析与新型ORG的相关设计研究工作。范群[4]在分析了宝钢1580热轧原有ORG问题的基础上,做了新型ORG总体方案设计;潘贤君[5]对三菱第一代ORG由磨削几何学方法做了磨削机理分析;武晓兰[6]针对新型ORG设计了电力控制和液压驱动系统;邓华波[7]针对宝钢1580热轧ORG磨削存在的问题,对CBN砂轮端面磨削做了实验研究;周胜、蔡光起[8]建立了新型ORG的虚拟样机并做了抗振性分析。张成瑞、张伍军[9]通过实验验证了ORG的应用效果;李红雨、史乃安[10]结合鞍钢实际,推导了ORG磨削力与磨削比的计算公式;C.H.Li等[11]提出了热轧在线磨辊检测的数学模型;B.F.Feng等[12]对ORG磨削采用的杯型砂轮作了几何分析。
热轧在线磨辊装置直接安装在热轧精轧机机架内,工作在恶劣的环境下,例如:温度较高(70(C左右)且波动范围大,电磁干扰,轧辊表面被流动的冷却水覆盖且存在氧化铁皮、工作环境中有水蒸汽、安装台架振动、限定在特定狭窄的安装空间中等。由于在线磨辊装置工作的工况环境恶劣,技术难度大,工作精度要求高,涉及多学科综合应用。目前相关技术被日本等国垄断,技术应用也趋于完善;国内开展相关研究工作还停留在10年前,且相关研究尚未推广应用。
2.2 热轧辊形在线检测技术难点分析[13,14]
与热轧磨辊技术配套发展的是热轧辊形在线检测技术。根据热轧辊工作环境要求,接触式测量(如用电感式位移传感器)就难以适用,主要是因为:
接触式传感器的测头为运动部件,密封难度大;测头与快速旋转的轧辊表面直接接触磨损再所难免,如采用滚动测头的话,又增加了运动部件,在此环境下相当不利;由于轧辊表面磨损的非均匀性,轧辊表面存在着“台阶”,给检测过程中测头沿轧辊轴向的运动带来难度。如前所述的日立公司集磨削与测量功能于一体的在线磨辊机RSM,通过检测磨头的变形量获得辊形,实际上整个RSM同时作为接触式辊形检测传感器,对整个磨辊机的设计制造精度要求高,但最终测量精度并不高。
根据测量环境的要求,非接触式测量方法相对比较可行,方法主要有:电涡流测距法、激光测位移法、CCD成像法以及超声波测距法等[15,16]。对于大多数非接触式测量方法,如果在常规的工作条件下,实现以上检测精度并不难。但由于辊形在线检测装置特殊的工作环境,一方面,各干扰因素必然给检测系统带来系统误差和随机误差;另一方面,对装置的稳定性、可靠性是一个严峻的考验。无论对于哪一种检测方法,需要解决的关键问题有两个:为了确保装置长期稳定、可靠地工作,必须建立有效的抗干扰措施;为提高装置的检测精度,需要建立有效的测量误差分离补偿方法。
迄今为止,国内外还没有成熟的热轧辊形在线检测系统投入工业应用报道。热轧辊形在线检测技术是一个难点。从检测方法的可靠性来看,接触式优于非接触式,但要获得比较理想的检测精度,宜优先选择非接触式。
3 其它磨辊技术分析
电解在线磨辊技术[17,18]。利用电解作用和机械磨削作用相结合的加工方法,在线对钢质轧辊进行镜面磨削。该装置采用铸铁粘接的CBN砂轮及其端面磨削方式,砂轮同时也作为电解电极的正极。电解磨削可显著提高轧辊表面的光滑程度。但与ORP相比装置的磨削效率低,抗干扰能力较差。
磨料喷射法在线修磨技术[19,20]。日本住友金属开发可用于宽厚板轧机的磨料喷射轧辊在线修磨装置。该装置的原理是:将粉状磨料(铁砂)混入高压水中,并一起喷射到轧辊表面,实现对辊面的在线修磨。该装置应用于鹿岛制铁所厚板厂,取得比较明显的效果,可使一次换辊轧制量提高一倍。
异速轧辊自研磨。将两个磨损的轧辊以较小的压下力相互靠紧,轧辊表面未磨损或磨损少的突出部分相互接触,而磨损较多的部分不接触。上、下轧辊以不同的转速转动,两轧辊表面之间由于存在相对滑动而产生自研磨,突出部分先被研磨掉,辊形逐渐趋于平滑。轧辊自研磨方法得到的辊面比较粗糙,难以保证磨削精度,磨削效率低。
4 结语
结合目前ORP的特点,在线磨辊装置的发展急需解决以下问题:
提高砂轮的磨削能力并延长砂轮在线使用寿命,开发单磨头在线磨辊装置,现有的ORP为双磨头结构,存在着辊面两侧磨削差异、协调控制难度较大等先天不足之处;研制柔性磨头的结构,提高磨头的抗振效果,以避免轧辊表面因振动产生辊面缺陷;研制与在线磨辊装置相配套的辊形检测装置,以适应狭小空间恶劣环境下高精度磨削的要求;开展在线磨辊装置特有的端面磨削动力学分析,以获得更优的磨削工艺参数避免磨削颤振的发生。