小分子醇对废旧PU硬泡回收再利用的影响研究
2019-10-28顾晓华吕士伟张晓华罗鸿翔
顾晓华,吕士伟,张晓华,罗鸿翔
(1.齐齐哈尔大学,黑龙江 齐齐哈尔161006;2.大庆油田庆升实业公司,黑龙江 大庆163712)
0 前言
PU材料是在聚酯/聚醚的多元醇中加入一些催化剂和异氰酸酯发生的一系列聚合反应生成的一种高分子聚合物[1]。PU材料可以生产出线形和体形2种不同结构的高分子聚合物。因为生产PU泡沫原材料的不同以及配比的多样性,PU材料可以采用不同的配比方法生产出3种不同的泡沫,分别为软质、半硬质和硬质PU泡沫[2],其中硬质PU泡沫在应用领域方面占据了大部分的市场。废旧PU的再回收是有关环境、资源的一个重要问题。随着全球PU生产规模的扩大,在PU的生产和使用过程中会产生大量的PU废弃物,它很难被微生物降解,对自然环境造成了巨大的负担[3]。虽然目前国内关于硬质PU泡沫回收的研究报告较多,但尚未形成工业循环利用基地,只有部分企业从事硬质PU泡沫的回收利用研究[4]。因此,本文对废旧硬质PU的回收再利用进行探索,以废旧硬质PU为原料,采用双组分不同比例的小分子醇对硬质PU泡沫进行降解回收[5],并探索出对废旧硬质PU泡沫降解的最佳组合和最佳生产工艺。从而制备出再生硬质PU泡沫,并对其进行测试与表征。
1 实验部分
1.1 主要原料
废旧硬质PU泡沫,龙江保温材料公司;
聚醚多元醇,4110,分析纯,天津市凯通化学试剂有限公司;
乙二醇,分析纯,天津市化学试剂一厂;
氢氧化钠,碱性催化剂,600 mgKOH/g,天津市天力化学试剂有限公司;
硅油稳定剂,0.960~0.980 g/cm3,广州飞瑞化工有限公司;
锡溶液,90 %,北京中诺泰安科技有限公司;
发泡剂,141b,深圳市华昌化工有限公司;
异氰酸酯(PAPI),22A-75PX,武汉福德化工有限公司。
1.2 主要设备及仪器
分析天平,JA3003C,赛多利斯科学仪器(北京)有限公司;
悬臂式恒速强力电动搅拌机,TJ-1200W,常州华奥仪器制造有限公司;
电热套,ZNHW-200,上海勒顿实业有限公司;
数显鼓风干燥箱,WX881,吴江市威信电热设备有限公司;
偏光电子显微镜,KYKY-EM3900,上海蔡康光学仪器厂;
旋转黏度计,NDJ-5,上海平轩科学仪器有限公司;
导热系数测定仪,DZDR-S,上海精密科学仪器有限公司;
热失重分析仪,TGA-101,南京大展机电技术研究所;
傅里叶变换红外光谱仪,IR-960,天津瑞岸科技有限公司;
游标卡尺,GB/T 1214.2—1996,无锡工量具有限公司;
一次性塑料杯,350 mL,脱普日用化学品(中国)有限公司。
1.3 样品制备
将废旧硬质PU泡沫塑料进行粉碎加工至5~10 mm,取100 g样品置于三颈烧瓶中,分别加入9个降解梯度的聚醚多元醇4110与乙二醇,比例分别为A1(60∶20)、A2(50∶30)、A3(55∶25)、A4(35∶45)、A5(45∶35)、A6(40∶40)、A7(30∶50)、A8(25∶55)、A9(20∶60),之后将其置于调温电热套中以160 ℃反应搅拌5 h,冷却至室温置于塑料杯中得到降解产物;接下来取一定量的降解产物,依次加入泡沫稳定剂、催化剂、发泡剂后,搅拌均匀,再按一定比例加入黑料快速搅拌,静置放置使其自然发泡[6]。
2 结果与讨论
2.1 小分子醇降解废旧硬质PU机理
PU全称为聚氨基甲酸酯,是主链上含有—NH—COO—的大分子有机高分子化合物的统称,醇解法是化学法的一种,制备出的小分子多元醇混合物可用于新材料的制备,实现废旧PU材料的循环再利用,并且用降解产物制备的PU制品在性能上与新原料制备的差别不大甚至有所增强。
在醇解剂和催化剂的共同作用下,PU中的氨基甲酸酯键发生断裂,被比较短的醇链所取代,同时生成长链的多元醇以及芳香族的化合物,并且不会像水解过程那样放出CO2气体,主要反应机理如下:
氨基甲酸酯键的断裂反应:

(1)
因为有大量的基团参与降解反应,反应种类和类型众多,在醇解的过程中一般伴随着副反应的产生,最主要的副反应是脲基断裂生成氨基和多元醇,主要反应机理如下:
脲基的断裂反应:
(2)
PU降解也有另一种新机理,过程反应机理如下:
(1)氨基甲酸酯键断裂反应:
(3)
(2)产生CO2的反应:

(4)
(3)7脲基甲酸酯的断裂反应:
(5)
醇解法回收废旧硬质PU材料还有一个难点急需突破,调整最佳比例的降解配方对降解产物的性能有重要影响,只有获得最佳配方才能够回收更多高质量的小分子多元醇,PU醇解可以回收大部分的硬质PU材料。
2.2 聚醚多元醇4110与乙二醇双组分降解发泡
将采用不同降解比例的聚醚多元醇4110与乙二醇双组分进行共混降解,并对以上9个降解梯度获得的降解发泡产物进行黏度、压缩强度、吸水率和导热系数测试,其结果如表1所示。
表1 双组分降解产物的黏度、压缩强度、吸水率和导热系数
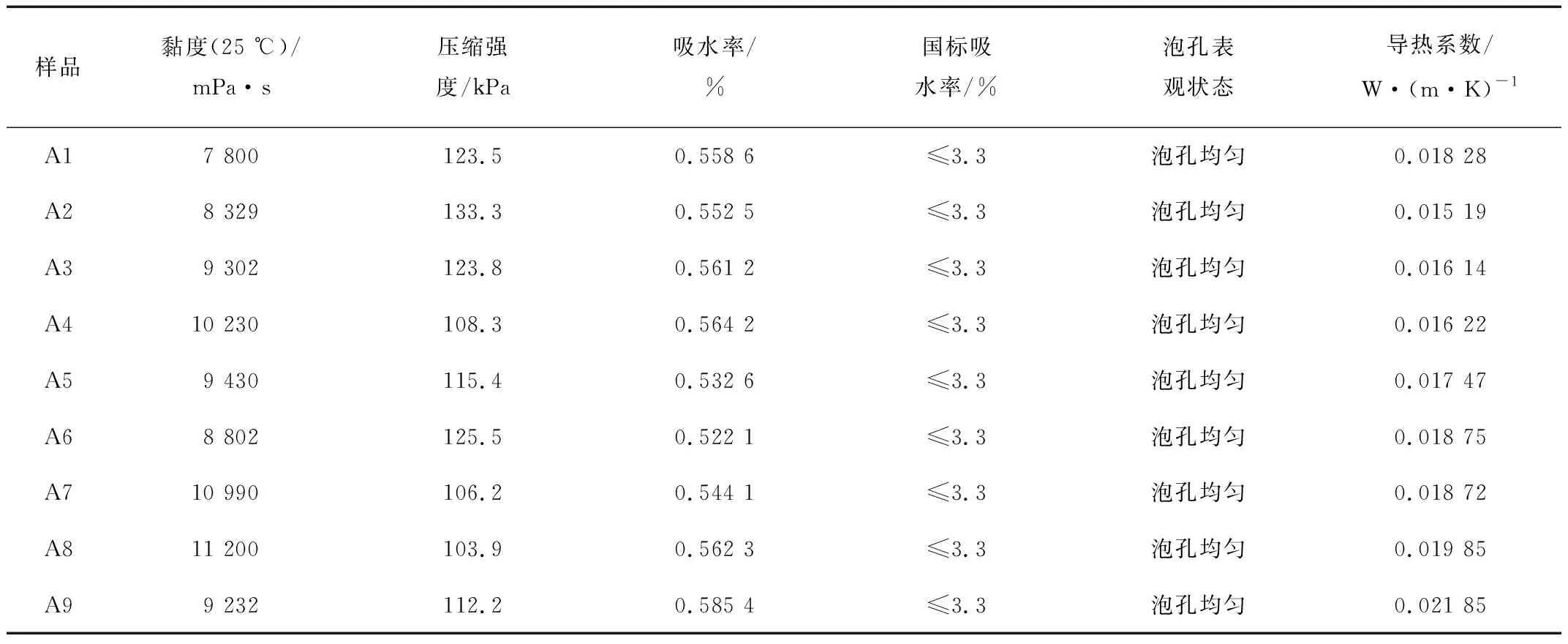
Tab.1 Viscosity, compressive strength, water absorption and thermal conductivity of two-component degradation product
2.2.1双组分不同降解产物的黏度和制备泡沫的压缩强度
由表1数据可得到图1,由图可知利用聚醚多元醇4110和乙二醇对废旧硬质PU泡沫进行降解的过程中,随着降解梯度的变化再生硬泡的抗压强度也不断变化,在整个抗压强度变化过程中,从A1到A2抗压强度增大,且增加到最大值,从A2以后抗压强度逐渐下降,所以当双组分为A2比例时泡沫抗压强度最大为133.3 kPa,有很好的抗压性能,制备的泡沫能够完全满足国家标准。

图1 双组分降解产物黏度及泡沫样品强度的变化Fig.1 Viscosity of two-component degradation products and changes in foam sample strength
从图中可以看出A1比例时黏度最小为7 800 mPa·s,25 ℃,但是强度不是最高的,当A2比例时黏度为8 329 mPa·s,25 ℃,强度最高为133.3 kPa,而比例为A8时强度最小为103.9 kPa,总体来说,加入聚醚多元醇4110乙二醇进行降解,制备的降解料的黏度和强度会发生变化,综合来看最优的比例为A2,此时黏度低强度高且均达到国家标准。
2.2.2双组分不同降解产物制备的泡沫的吸水率
由表1数据可得到如图2所示,图中表明了不同比例的聚醚多元醇4110与乙二醇降解产物制备的泡沫与吸水率的关系,由图中的数据可知降解产物制备出的泡沫的吸水率都符合国家标准,随着比例的改变,其降解产物的泡沫吸水率也逐渐改变,其中只有A2、A5、A6的吸水率呈下降趋势,说明三者的保温、隔热性能呈上升趋势。而吸水率越低则表明泡沫的泡孔结构越完整,其泡孔的均匀程度也越高,同时泡沫的闭孔率也更高,锁住了更多的气体。在泡沫的隔热性能上更加突出,保温性能更加的优良[7]。但是A5、A6较A2的压缩强度低,综合得出当聚醚多元醇4110和乙二醇为A2比例时能表现出更加优越的综合性能。

图2 双组分不同降解产物制备的泡沫与吸水率的关系 Fig.2 Relationship between foam and water absorption of two different degradation products
2.2.3降解产物的导热系数分析
对不同比例降解料制备泡沫的导热系数进行比较,以聚醚多元醇4110与乙二醇降解料制备泡沫为测试样,如表1所示,可以看出,比例为A2的双组分降解料制备出的泡沫的导热系数最小为0.015 19,说明这个比例的降解料对制备泡沫的导热系数效果最好[8]。
2.3 双组分醇解剂对泡沫泡孔结构的影响
通过对泡沫的观察和按压大致选择出整个体系当中性能较为优良的硬质泡沫,并将泡沫切成薄片试样,利用偏光显微镜选取视野清晰且泡孔完好规整的区域进行观察,如图3所示。

聚醚多元醇4110:乙二醇(a)55∶25 (b)50∶30图3 聚醚多元醇4110与乙二醇制备的泡沫的偏光显微镜照片Fig.3 Foam polarization of polyether polyol 4110 and ethylene glycol
如图3所示,聚醚多元醇4110:乙二醇为50∶30时,泡孔完好、形状规整,整个视野当中泡孔尺寸比较均一,说明泡沫的起发过程比较平稳。孔壁厚比较均匀,骨架几何构型较好,说明泡沫的交联程度很好,能够为泡沫体提供更好的抗压强度,在具有相同强度的同时能够更加的节省原料。同时,在视野中能够发现泡孔完整率很高,泡孔的闭合程度较高,膜的形成比较好,说明泡沫整体的闭孔率相对较高,而闭孔率对于PU泡沫的隔热、保温性能具有十分重要的意义[9],从图中可以大致分析出,该系列的泡沫都具有很好的保温性能和隔热性能[10]。而聚醚多元醇4110∶乙二醇为50∶30时,泡孔结构不规律,不完整,骨架纤细、交联性不好,强度不高,闭合程度不好,膜的形成也不好。因此聚醚多元醇4110与乙二醇比例为50∶30时为最佳配方。
2.4 红外光谱分析
图4是聚醚多元醇4110和乙二醇比例为B1(55∶25),B2(50∶30),B3(45∶35),B4(25∶55)时对废旧硬质PU泡沫进行降解所得降解产物的红外对比图谱。从图中可以看出,在3 000 cm-1的附近出现较强的吸收带,为醇类羟基伸缩振动峰;在1 750 cm-1的附近出现比较强的吸收带,这是苯类泛频峰[11],因此可以看出降解`产物为芳香族多元醇与聚醚多元醇的混合产物。在不同比例双组分小分子醇作为醇解剂对废旧硬质PU泡沫的降解中,聚醚多元醇4110与乙二醇比例为B2时在1 100 cm-1的附近出现比较清晰的吸收带,为聚醚型PU-C-O-C-基吸收带[2]的特征峰,较其它比例相比要明显,效果最好。
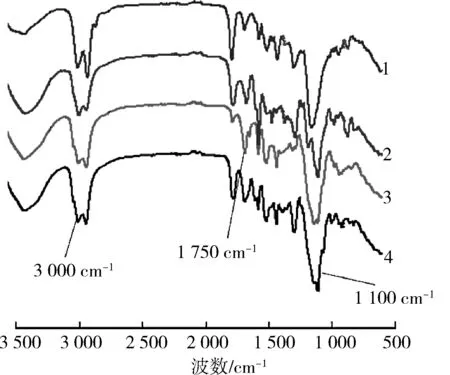
1—B1 2—B2 3—B3 4—B4图4 双组分降解产物的红外图谱Fig.4 Infrared spectrum of two-component degradation products
2.5 双组分小分子醇降解产物制备热失重分析
图5是3组性能相对优良的降解产物的热失重分析图,曲线分别是以聚醚多元醇4110与乙二醇比例为B1(60∶20),B2(50∶30),B3(55∶25)时画出的降解产物热失重曲线。从图中可以看出,3个不同配方的热失重温度大部分在230 ℃左右,不在发生分解是在580 ℃左右。在180 ℃与450 ℃之间时,曲线出现了比较明显的差异,所以将这段放大进行着重的分析。
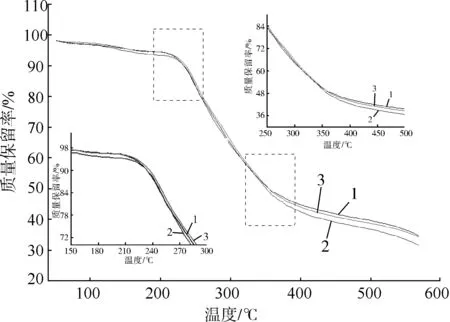
1—B1 2—B2 3—B3图5 双组分降解产物制备的泡沫的热失重分析图Fig.5 Thermogravimetric analysis of foam prepared by two-component degradation products
在第一处150~280 ℃附近的放大局部图中,一开始出现失重的是B1和B2,B1的失重速率比较快,所以可以看出B1的分解反应比较快[13]。而B2的失重速率比较慢,所以B2降解料制备出的PU硬泡的化学键能比较大,不容易断裂。由此可以看出B2降解料制备出的PU硬泡的热力学性能更稳定。
在第二处350 ℃附近的放大局部图中,分解出现在350 ℃,B2曲线与其他曲线相比出现了比较明显的差异,B2曲线分解速率比较快,降解料的相对分子质量分布也比较均匀,为含有比较强化学键的多元醇[14],因此可以看出B2降解的效果是最好的,同时B2比例时制备出的泡沫强度也比别的高,所以可以说明这个双组分体系制备出的泡沫的稳定性比较高。
3 结论
(1)成功利用双组分的小分子醇进行降解得到降解产物并制备PU硬泡;
(2)聚醚多元醇4110与乙二醇比例为50∶30时制备的再生硬质泡沫性能最佳,此时抗压强度为133.3 kPa、吸水率0.552 5 %、导热系数为0.015 19 W/(m·K),此时泡孔的大小均匀、结构比较规则,泡沫孔壁也具有一定的厚度,生产出的泡沫样品为最佳方案;
(3)从双组分小分子醇交联剂降解结果可以看出,废旧PU硬质泡沫可以通过适当的进行调节不同比例,可以得到再生的多元醇,使用降解产物制得的硬泡,与实际产业化的生产相比,各项性能都符合国家标准,满足实际生产的需求。