冷轧钢板表面残留物检测方法研究
2019-10-17武裕民孙杭于洋
武裕民,孙杭,于洋
(鞍钢集团钢铁研究院海洋装备用金属材料及其应用国家重点实验室,辽宁 鞍山114009)
冷轧钢板在轧制过程中,钢板表面上会残留乳化液、铁粉和少量的其它吸附物。冷轧钢板表面残留物不仅会直接影响冷轧钢板的外观和使用性能,同时还会促使冷轧钢板在后序的涂镀处理过程中产生严重的涂镀缺陷,给下游用户带来极大的困扰。冷轧钢板生产企业通过加强轧制过程控制和退火前钢板电解脱脂清洗的方法来降低冷轧钢板表面的残留物,但这些控制手段效果的好坏需要有严格的评价方法来做准确的判断,因此冷轧钢板表面残留物的准确检测已经成为冷轧钢板生产和使用厂家的一项重要工作。
表面残留物的准确检测取决于两点:(1)取样要有代表性;(2)保证分析的准确性。国内冷轧钢板生产企业通常采用表面反射率、直接重量法、棉球蘸溶剂擦拭以及溶剂冲洗等方法,但这些方法受基板表面状态影响大,残留物提取率低,重现性差。本文从冷轧钢板取样方法、残留物的提取和测定等环节研究了冷轧钢板表面残油和残铁的测试方法,并探讨了该方法在实际检测中的可行性[1-4]。
1 取样方法的研究
由于在实际现场情况下,剪切钢板取样难度较大,且不利于冷轧钢板下一步工序的开展,因此,本方法使用在线取样方式,来避免剪切钢板取样所造成的问题。用测量工具在样板单面上量取规定的有效测定区,样板边外侧用胶粘带封贴,分别取三个部位作为平行试样。
1.1 残油含量的取样方式
为了使待检测的样板能够具有代表性,根据冷轧钢板轧制后钢板板型的特点,针对冷轧钢板板幅宽度的尺寸,对钢板表面残油含量取样方式做如下规定:当板幅宽度L≤1 300 mm时,样板取样方式见图 1(a);当板幅宽度 1 300 mm<L≤1 900 mm时,样板取样方式见图1(b);当板幅宽度 L>1 900 mm 时,样板取样方式见图 1(c)。
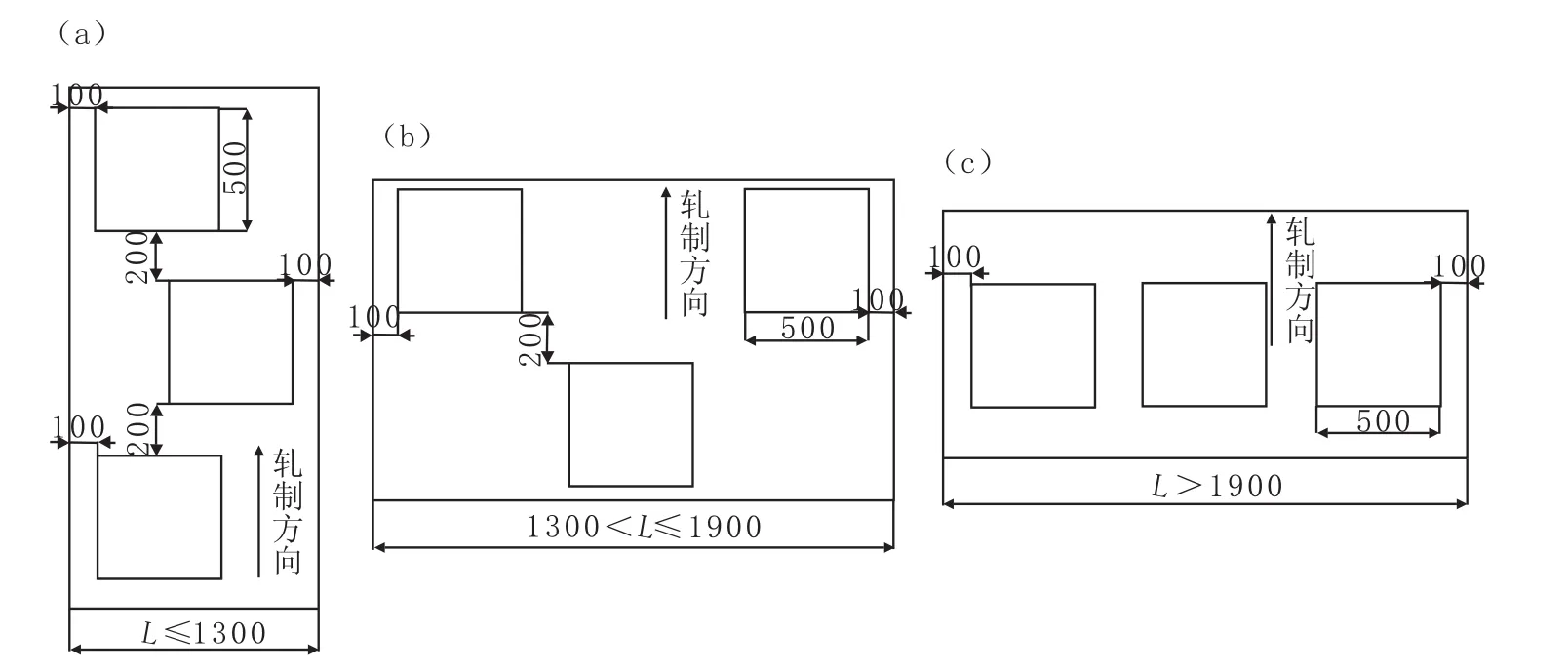
图1 测试残油含量的取样方式
1.2 残铁含量的取样方式
为了使待检测的样板能够具有代表性,根据冷轧钢板轧制后钢板板型的特点,选取钢板边、中、边的位置进行取样,如图2所示。
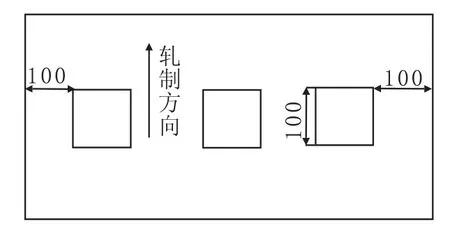
图2 测试残铁含量的取样方式
2 测试方法的确定
2.1 残油测试方法的确定
用经过脱脂处理的纱布蘸石油醚 (沸程60~90℃)擦拭有效测试区的钢板表面,擦拭干净,将擦拭完的脱脂纱布包在100 mm×100 mm的脱脂定量滤纸内,放入图3所示的索氏提取器的提取管内。提取瓶内加入100 mL石油醚(沸程60~90℃),加热提取瓶,石油醚气化,由连接管上升进入冷凝器,凝成液体滴入提取管内,浸提样品中的油类物质。待提取管内石油醚液面达到一定高度,溶有残油的石油醚经虹吸管流入提取瓶。流入提取瓶内的石油醚继续被加热气化、上升、冷凝,滴入提取管内,如此循环往复,直到抽提完全为止。

图3 索氏提取器
将溶剂倒入经过105℃恒重(质量为a)的100 mL烧杯中,在80~90℃下将石油醚烘干并在105℃恒重冷却后,称重(质量为b),根据公式(1)计算钢板表面的残油量G。每张钢板取3个样板残油量的平均值作为该钢板的残油量。

式中,G为样板单面残油量,g/m2;a为测试前杯重,g;b为测试后杯、油重,g;S为测试区域的面积,m2。
2.2 残铁测试方法的确定
用脱脂纱布蘸石油醚反复擦拭被测试区,直至纱布上无目视可见的油污为止,将擦拭后的脱脂纱布置于一烧杯中,加入10 mL浓盐酸,数粒沸石及50 mL去离子水,加热保持微沸状态约30 min(烧杯中液体浓缩至20 mL左右)后,用定性滤纸过滤,并用去离子水冲洗滤纸,过滤液与冲洗液一起移入到一定体积的容量瓶中,并用去离子水定容,记为V,作为试样的原始溶液。
根据样板的残铁含量,用移液管准确移取一定体积的试样原始溶液,作为试样的测试溶液,记为c,该测试溶液中铁离子含量能够满足GB/T 3049-2006《工业用化工产品 铁含量测定的通用方法 1,10-菲啰啉分光光度法》中规定的铁离子的测量范围,然后按照该标准进行测量,按公式(2)计算样板的单面残铁量H。每张钢板取3个样板残铁量的平均值作为该钢板的残铁量。

式中,H为单面残铁含量,mg/m2;d为显色溶液中铁离子浓度,mg/L;V为试样的原始溶液,mL;c为测试溶液体积,mL;S为测试区域面积,m2。
3 分析准确性的研究
3.1 残留物提取率
3.1.1 残油提取率的测定
将经过脱脂处理的纱布放置在100mm×100mm的脱脂定量滤纸上,用滴管在分析天平(精度0.000 1 g)上准确称量0.1 g轧制油滴在上述脱脂纱布上,注意轧制油不能渗透到滤纸上,以避免轧制油损失。将含有轧制油的脱脂纱布包在100 mm×100 mm的脱脂定量滤纸内,放入索氏提取器的提取管内,按上述残油测试方法测定残油量,结果见表1。由表1可知,残油的提取率达到94.98%。
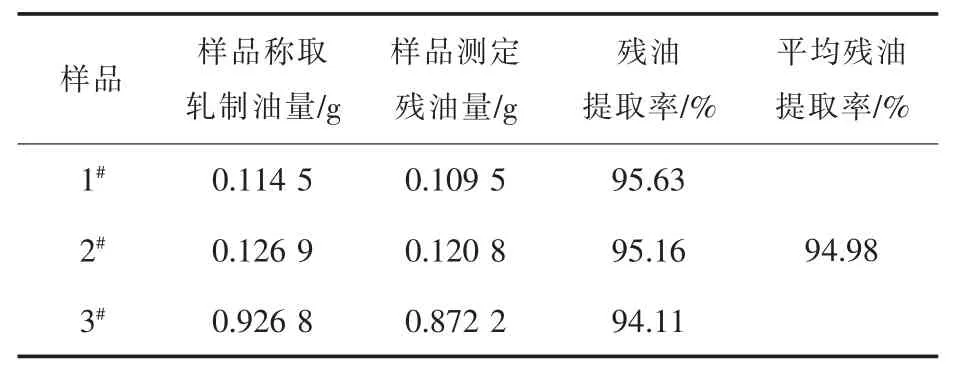
表1 残油提取率测试数据
3.1.2 残铁提取率的测定
将干净的脱脂纱布放置在分析天平 (精度0.000 1 g)上,用称量瓶准确称量0.005 g铁粉标样在上述脱脂纱布上,将含有铁粉标样的脱脂纱布按上述残铁测试方法测定残铁量,结果见表2。由表2可知,残铁提取率达到98.67%。
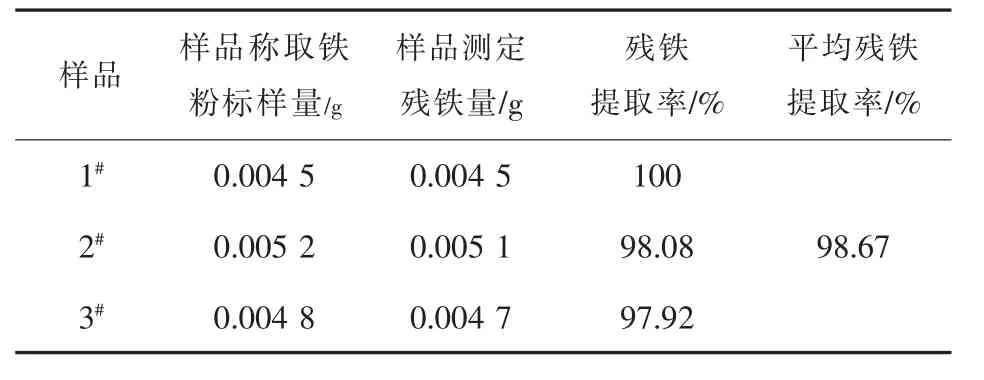
表2 残铁提取率测试数据
3.2 分析方法准确性研究
为了更好的研究本文方法的准确性,选取5家不同单位的实验室,利用本测试方法,对3种含有相同残铁量和残油量的冷轧钢板进行实验室间的比对试验,同时利用Darvid检验对上述数据进行t化极差检验,先计算出S,再计算统计量R/S,查 t化极差分布分位数 d(α,n),作为 R/S 的检验临界值,当 R/S>d(α,n)时,则结果不一致,须对极大值或极小值作异常值检验[5]。试验数据与t化极差检验结果见表3。由表3可知,各组数据统计量R/S均小于 t化极化 Darvid检验临界值 d(0.05,5),说明各组数据检测结果一致,因此,该检验方法对于冷轧钢板表面的残油与残铁含量的检测结果准确可靠,在实际生产中切实可行。

表3 试验数据与t化极差检验结果的对比
4 结论
(1)采取在线取样方法,检测冷轧钢板表面残留物,残油和残铁提取率分别可达94.98%和98.67%。
(2)利用t化极差检验对检测数据进行检验,检验结果显示各组数据检测结果一致,说明本检测方法检测数据准确可靠,在实际生产中切实可行。
