水尺标志放样及数控切割解决问题方案
2019-10-16刘方杰
宋 鹏 刘方杰 周 友
(广船国际技术中心)
0 前言
船舶水尺标志是以数字表示船舶吃水的一种标记,安装在船体艏、舯及艉部的左右两侧外板上,共有六处,俗称六面水尺。我公司建造的船舶水尺标志多采用公制、阿拉伯数字的形式。水尺标志字体采用钢板切割而成,厚度6~8mm,投影高度100mm;焊接在外板上,上下两字体的间距投影高度也是100mm,读数以字体下缘为准。
各种产品船外板线型不同,水尺标志的安装位置、字体样式也不同。水尺标志由设计部船装(外装)专业人员设计,船体专业人员放样套料,制造部下料切割,搭载部在船舶下水前安装。
1 特种船舶水尺标志放样存在的问题
1.1 水尺标志的数控切割指令无法制作
原在荔湾厂区建造的特种船舶,其水尺标志是使用光电跟踪机切割下料。设计部门用AutoCAD软件绘制水尺标志的1:1套料图形,打印成白图,提供给制造部切割下料。
现搬迁至南沙厂区后,厂内没有光电跟踪机,水尺标志需使用数控等离子机切割下料,设计部门需提供数控切割指令。但是水尺标志尺寸较小,切割线路复杂,与常规船体零件存在很大不同。Tribon软件制作其数控切割指令时会不停报错,无法顺利运行。之前数条特种船舶只能采取临时解决方案,设计人员用AutoCAD软件绘制水尺标志的dwg格式套料图形,制造部生产准备室自行将其转化为数控切割指令。这种方案过程复杂,容易出现差错,没有从根本上解决问题。
1.2 水尺标志的放样尺寸存在理论偏差
水尺标志的放样流程是:使用Tribon软件→Planar Hull模块→Structure功能→建立水尺标志模型→分解模型→零件套料→制作切割指令和下料草图。但是水尺标志模型在Tribon软件中为平面状态,没有完全贴合弯曲的外板。在外板线型变化较大的位置水尺标志尺寸会偏小,见图1。
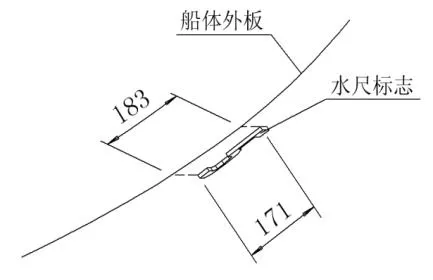
图1 水尺标志模型尺寸偏差示意图
1.3 水尺标志的数控切割指令无法满足现场要求
水尺标志经多次数控切割试验发现:
(1)水尺标志尺寸较小,为防止其在切割过程中掉落,需对零件进行搭桥;
(2)常规船体零件下料时,搭桥宽度为10mm。由于水尺标志板厚较小,宽度10mm的搭桥存在被熔断的现象;
(3)常规船体零件套料时,套料间距为10mm。由于水尺标志尺寸较小,10mm的套料间距不够长,存在割缝偏差,零件割伤的现象;
(4)常规船体零件下料时,制造部施工人员需根据切割零件板厚、机器型号不同等条件在数控等离子切割机中设置割缝补偿参数。但是水尺标志切割线路复杂,切割机无法成功施放割缝补偿;
(5)水尺标志“6”、“8”中的圆形开孔由于切割顺序错误,存在割偏的问题。
2 水尺标志数控套料解决方案
针对水尺标志数控套料存在的问题,下述为解决方案。
2.1 水尺标志建模
船体专业设计人员按照船装(外装)专业提供的图纸,在Tribon软件中,使用Planar Hull模块的Structure功能,建立水尺标志模型。

图2 修改引弧线参数,使之能够生成指令

图3 修改零件搭桥宽度参数,由10mm改为15mm

图4 修改数控指令割缝补偿参数,由0mm改为2.5mm
2.2 修改数控切割指令生成文件设置
设计人员在Tribon软件中,配置水尺标志放样专用设置文件“SBH_NEST_DEF2(水字专用带2.5切割补偿)”,并修改其中的相关参数,使其能够制作出满足现场要求的水尺标志数控切割指令。专用设置文件相比原文件“SBH_NEST_DEF2”修改的内容见图2、图3、图4。
制作水尺标志的切割指令时,在目标船舶产品的DEF文件夹下用“SBH_NEST_DEF2(水字专用带2.5切割补偿)”临时替换原“SBH_NEST_DEF2”文件。待水尺标志切割指令制作完成后将原“SBH_NEST_DEF2”文件还原,以免影响其他放样工作。
2.3 修正水尺标志的放样尺寸偏差
针对水尺标志的放样尺寸存在偏差的问题,设计人员需检查筛选,对外板线型变化较大部位的水尺标志模型进行尺寸修正,具体过程如下:
(1)测量每个水尺标志所在位置的外板展开弧长,将其与水尺标志模型尺寸比较,挑出相差2mm以上的标志模型准备进行修正;
(2)汇总需修正的水尺标志模型进行分解,获得其模型展开图,见图5。水尺标志模型展开图前后端是倾斜的,上下端是水平的;
(3)在Tribon软件中,使用Curved Hull模块,以水尺标志所在位置周界建立外板曲线,获得其周界外板展开图,见图6。水尺标志周界外板展开图的前后端是垂直的,上下端是倾斜的;

图5 水尺标志模型展开图
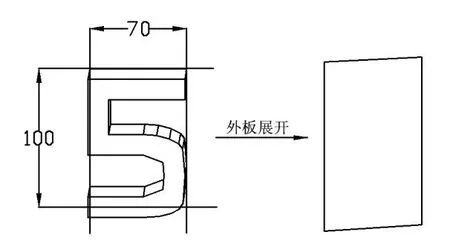
图6 水尺标志周界外板展开图
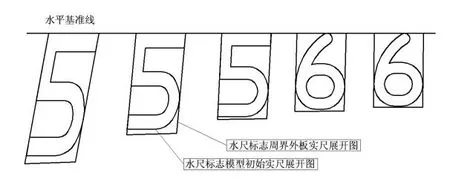
图7 水尺标志模型展开图与水尺标志周界外板展开图合并

图8 合并图形整体旋转并测量数据
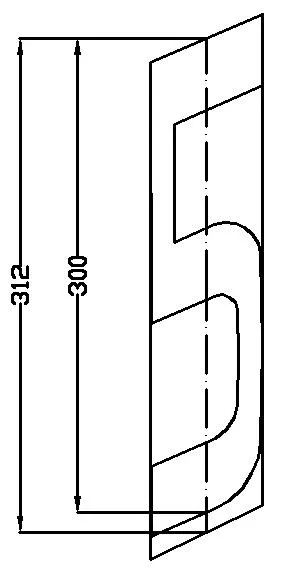
图9 水尺标志模型展开图建成“块”
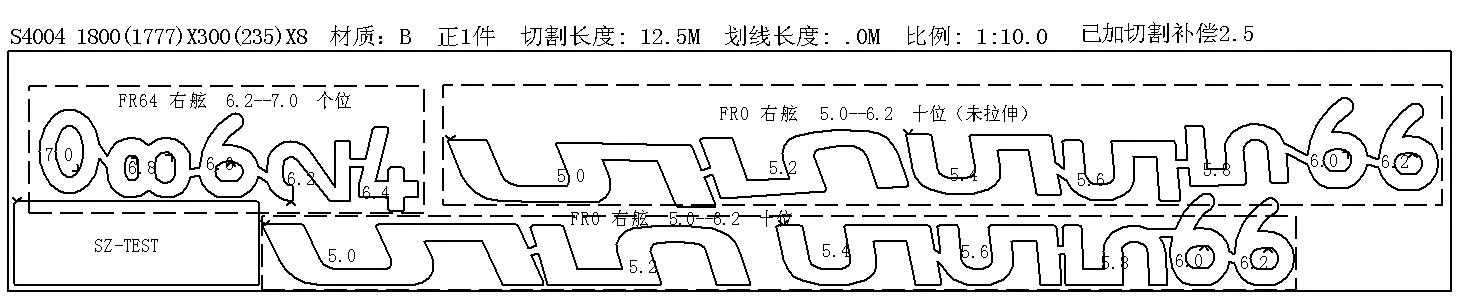
图12 水尺标志套料图示例
(4)将水尺标志模型展开图与其对应位置的外板展开图合并重合在一起,见图7。
(5)从Tribon软件中,将合并之后的两种展开图,导出为dxf文件。该图形继承Tribon默认比例1:50,使用AutoCAD软件打开并将合并图形比例放大为 1:1;
(6)在AutoCAD软件中,观察、比较合并后的两种展开图形,测量其高度和宽度比值,求取水尺标志模型的拉伸比例。
由于展开图是菱形,宽度和高度的坐标系不是垂直的,所以每次只能进行一个维度的拉伸。宽度方向拉伸需要按图7的摆放状态进行,高度方向拉伸需要旋转为图8的摆放状态进行。
以G5011船FR0处的水尺标志为例,从图7中可以观测到,合并展开图宽度方向几乎没有偏差,仅需要拉伸模型的高度方向。将合并展开图形整体旋转为垂直状态,测量展开图中心线长度数据获得拉伸比例,见图8。
(7)在AutoCAD软件中,以展开图中心线端点作为基准点,将水尺标志模型建成“块”,见图9。
(8)在AutoCAD软件中,插入新建的水尺标志模型“块”,在Y值处填入拉伸比例,即可仅在垂直方向上拉伸水尺标志模型,见图10。
(9)将拉伸后的水尺标志模型放入水尺标志周界外板展开图中进行检查并微调,直到偏差不超过2mm,见图11。
(10)将修正后的水尺标志模型图形由AutoCAD导入Tribon软件中,注意图形比例需缩小为 1:50。
2.4 水尺标志套料
设计人员在Tribon软件中更新尺寸修正过的水尺标志模型,与不需修正的水尺标志模型整理汇总,然后进行套料。套料过程中需注意以下几个方面:
(1)水尺标志套料间隔应不小于20mm;
(2)对于“6”和“8”这类带开孔的标志要注意,应先添加开孔内部起火点,再添加标志外周界起火点;
(3)搭桥后合并而成的零件总长度控制在400至1000mm范围;

图10 插入水尺标志模型“块”并填入垂直方向拉伸比例

图11 检查水尺标志模型拉伸效果
(4)在套料板切割起始处增加一件300*100mm的矩形检验板;
(5)水尺标志套料按肋位,左右舷分开,标注清晰水尺标志位置信息;
(6)对套料图进行自查。由于割缝补偿的存在,300*100mm的检验板在套料图中尺寸应该为305*105mm;
(7)水尺标志下料草图需在显著位置标明:此数控切割指令已经施放2.5mm的割缝补偿,现场下料时数控切割机割缝补偿应设置为“0”。
3 水尺标志数控切割注意事项
制造部进行水尺标志的下料及检查,需按照《水尺字数控下料作业指引》的要求进行,注意以下几个方面:
(1)选用“MESSER”数控等离子切割机进行数控切割作业;
(2)数控等离子切割机的割缝补偿需设置为“0”;
(3)施工人员在切割第一件300*100mm的检验板后需停机检测切割精度。检验板的尺寸偏差应小于1mm,如偏差值偏大,立即停止下料并反馈工艺和设计人员;
(4)下料后的水尺标志按套料图写上零件名称标识,按肋位进行堆放并提供给搭载部。
4 结束语
本文针对水尺标志生产过程中存在的各种问题,逐项提出解决方案,供设计同仁参考。水尺标志字体较小,切割线路复杂,精度要求高,需要设计人员透彻理解其工作内容,认真负责;多与现场施工部门沟通,发现问题及时解决;总结教训,将经验推广至船舶上的各类标志的放样和下料工作,逐渐提高设计质量。
