陈水稻燃料乙醇生产技术进展
2019-10-10刘晓峰
刘晓峰
(国投生物科技投资有限公司,北京 100034)
水稻(Oryzasativa)是草木稻属的一种,也是稻属中作为粮食的最主要的一种,水稻原产于中国,是世界主要粮食作物之一[1-2]。我国水稻种植面积占全国粮食作物种植面积的1/4,而产量则占总粮食产出的一半以上[3]。自21世纪以来,我国水稻种植面积相对稳定,年播种面积约3 000万hm2,年产稻谷2亿余t,粮食产量相对稳定[4]。
重度不宜存陈化粮食是指长期储藏(一般超过3年),有害物质含量超标,已不能直接作为口粮的粮食[5]。国家粮食局下发的《关于进一步强化陈化粮销售处理和监管工作的通知》中规定,重度不宜存粮只能通过拍卖的方式向饲料加工和酒精制造企业定向销售,并严格按规定使用,倒卖、平价转让和擅自改变使用用途的行为都属于违法行为。
近年来,随着我国经济的高速发展,社会与经济可持续发展所面临的能源等问题将日益凸显[6],而借鉴国外先进经验,发展生物燃料乙醇是目前全球公认的最成熟的汽油替代燃料[7],可着力缓解能源进口、改善大气环境质量、减少污染的一项战略性举措。2017年9月,国家十五部委下发的《关于扩大生物燃料乙醇生产和推广使用车用乙醇汽油的实施方案》,目前国内全国各原料主产区的省市拟建燃料乙醇项目积极性较高[6],但产业发展面临降低生产运营成本,开展多原料生产,研究新的生产技术工艺等诸多挑战。
根据《关于扩大生物燃料乙醇生产和推广使用车用乙醇汽油的实施方案》,要求到2020年,在全国范围内基本实现全覆盖使用生物燃料乙醇,据预测,2020年我国燃料乙醇年利用量将达到1 570万t[8]。2018年8月,国务院常务会议确定了生物燃料乙醇产业总体布局,除原11个试点省份外,进一步在北京、天津等15个省、直辖市和自治区推广。
发展多种原料生产燃料乙醇已成为中国燃料乙醇技术的发展趋势,既可以降低燃料乙醇生产企业运营成本,又可进一步缓解乙醇行业原料紧缺的状况。据相关数据统计,2017年结余量为0.25亿 t,库存结余仍处于高位[9]。当前,我国稻谷库存多、压力大,采用陈水稻加工生产燃料乙醇不失为一种科学、合理的解决办法。
本文中,笔者对目前国内重度不宜存陈水稻主流生产燃料乙醇的生产技术进展现状进行了归纳与总结,并对重度不宜存陈水稻燃料乙醇生产的发展趋势提出了展望。
1 陈水稻理化特性
1.1 稻谷原料分析
我国主要粮食和燃料乙醇原料的主要组成成分见表1。由表1可知,陈水稻的主要化学成分为淀粉。
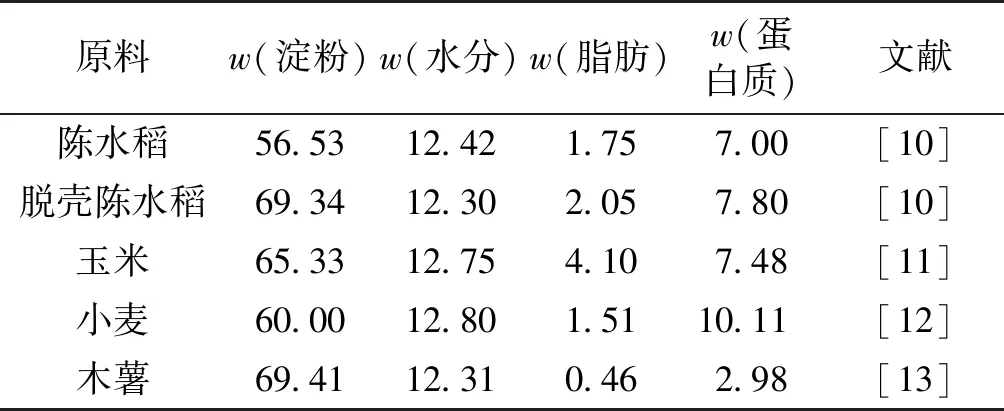
表1 燃料乙醇生产原料的主要成分
1.2 陈水稻原料的酒精产率
国内外研究机构比较了部分原料发酵法生产酒精的产率[14-17],结果见表2。由表2可知:在几种主要的酒精原料中,水稻原料的酒精产率最高,达到450 L/t。近年来,随着耐高温、耐高糖、耐高酒分的酿酒酵母的选育和酵母基因工程菌的构建,低温双酶法液化工艺、大罐浓醪同步糖化发酵、连续分离蒸发浓缩干燥技术、低能阶换热集成、蒸汽机械再压缩技术、多塔差压蒸馏等新技术的完善[17-20],淀粉质原料发酵法生产燃料乙醇的成本越来越低。

表2 不同原料酒精产率比较
2 陈水稻燃料乙醇生产技术
水稻生产乙醇的预处理分为脱壳粉碎和不脱壳粉碎两种[12]:脱壳粉碎即为使用砻谷机去壳,糙米粉碎后使用;不脱壳粉碎即为全水稻粉碎后使用。目前,陈水稻生产燃料乙醇主要工艺路线有5种:全水稻生产燃料乙醇工艺、水稻脱壳生产燃料乙醇工艺、水稻与木薯或玉米混合生产燃料乙醇工艺、水稻脱壳与木薯或玉米混合生产燃料乙醇工艺、水稻生料发酵工艺。
2.1 全水稻生产燃料乙醇工艺
全水稻生产燃料乙醇工艺流程如图1所示。
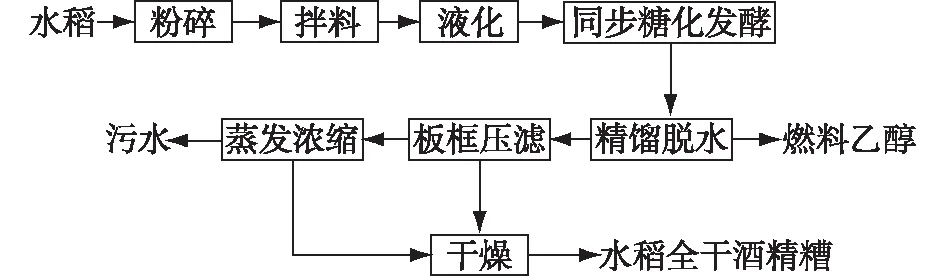
图1 全水稻生产燃料乙醇工艺流程Fig.1 Ethanol production process of whole rice
操作要点:水稻原料用粉碎机全粉碎,加入工艺水进行调浆,调浆后调节pH至5.6~5.8,加入液化酶,93 ℃液化2 h,形成液化醪,冷却至32 ℃,用H2SO4调pH至4.6~4.8,加入糖化酶、酒母醪等,发酵72 h制得成熟醪。
李莉等[19]采用陈化全水稻大罐浓醪间歇发酵放大试验,成熟醪酒分可达13.1%(体积分数),残总糖1.56%,残还原糖0.21%,发酵效果较好。通过高效液相色谱(HPLC)检测分析成熟醪的组成发现,乙醇与甘油比值在合理的范围内,各批次数据相差不大,说明发酵过程中未染菌。
罗虎等[21]采用全水稻生产食用酒精工艺研究中,成功利用全水稻粉配浆进行酒母培养,并经液化、同步糖化发酵、精馏后生产食用酒精,全水稻发酵平均成熟醪酒分12.35%(体积分数)、残还原糖0.18%(质量分数)、残淀粉0.59%(质量分数)、残糊精0.49%(质量分数)。废醪液生产水稻全干酒精糟(DDGS)产品,作为饲料原料出售,同玉米酒精生产成本相比,每吨降低751.21元。
水稻全粉碎燃料乙醇工艺的主要技术难点是稻壳硬、粉碎难度大,使用同等规模木薯(或玉米)燃料乙醇生产线直接投入全水稻原料,需要增加粉碎机台套。使用全水稻进行发酵生产燃料乙醇是有效可行的,可以有效解决陈水稻库存积压等问题。南方饲养的家禽类动物,对于含有灰分、纤维、蛋白的全水稻酒精糟接受度较高,所以在我国南方,以广西中粮生物质能源有限公司、中粮生物化学(安徽)股份有限公司和国投广东生物能源有限公司为主的企业,通常采用水稻全粉碎(或少部分脱壳)同步糖化发酵方式制备燃料乙醇。
2.2 水稻与玉米混合发酵生产燃料乙醇工艺
水稻脱壳与玉米混合生产燃料乙醇工艺流程如图2所示。
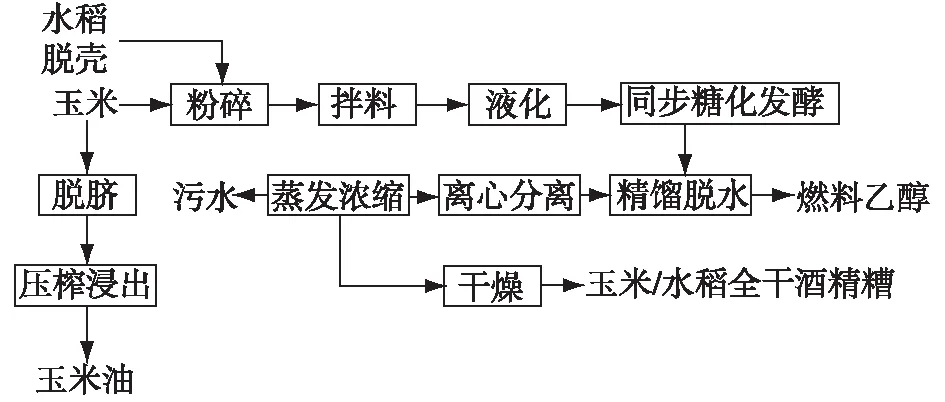
图2 水稻脱壳与玉米混合生产燃料乙醇工艺流程Fig.2 Ethanol production process of shelled rice and corn mixture
操作要点:水稻采用砻谷机脱壳,糙米进行粉碎与玉米粉混合,850 μm的筛通过率88%以上,加入工艺水(含30%离心清液)进行调浆,调整pH至5.4~5.6,加入液化酶,液化温度90 ℃,液化2.5~3 h,制成液化醪,将液化醪冷却,调pH至4.3,加入酒母醪、糖化酶,在35 ℃发酵72 h制得成熟醪。
刘劲松等[22]通过1 L三角摇瓶试验以及50 L全自动发酵罐放大试验,以玉米粉和重度不宜存陈水稻脱壳粉为混合原料发酵生产燃料乙醇,通过对成熟醪进行HPLC分析发现,陈水稻添加比例为40%,发酵酒分最高达到1 015 g/L。优化酶加量时,当淀粉酶加量为50~60 U/g的情况下,摇瓶发酵酒分达到13.14%(体积分数)。利用50 L全自动发酵罐放大试验时,以淀粉出酒率为指标考察,结果发现淀粉出酒率最高可达到52.11%,形成的玉米/水稻全干酒精糟得到了当地饲料厂家的认可。
水稻脱壳与玉米混合发酵生产燃料乙醇工艺主要难点为水稻淀粉颗粒小、支链淀粉多且易粉碎等,粉碎后水稻粉的粉碎粒度细,添加比例过高,会影响蒸馏副产物废醪液的离心分离,也不利于蒸发浓缩。我国北方中粮生化肇东公司,通常采用陈水稻脱壳粉与玉米粉混合发酵生产燃料乙醇。
2.3 水稻脱壳生产燃料乙醇工艺
袁敬伟等[13]在研究水稻脱壳大米酒精发酵工艺时,将陈水稻脱壳后,取其糙米进行大米酒精发酵。粉碎过850 μm的筛调浆,升温90~95 ℃液化1 h,降温至60~62 ℃,调pH至4.3~4.6,糖化1 h,降温至30~32 ℃,发酵65 h。通过正交试验得到最佳的结果:液化酶最佳用量40 U/g,糖化酶最佳用量120 U/g,淀粉出酒率可达52%以上,适量添加酸性蛋白酶,对提高酒分有促进作用。
宋金凤等[23]采用机械脱壳处理水稻,取糙米进行大米发酵工艺研究,粉碎后过850 μm的筛,将大米粉调浆,调pH至5.6,添加液化酶,在95~90 ℃液化2.5 h,制得液化醪。冷却调pH至4.4,发酵72 h,制得发酵醪。对发酵结果进行HPLC分析,发酵效果较好。
水稻脱壳生产燃料乙醇工艺的不足主要是预处理成本高,并且由于大米易粉碎,粉碎较细,如采用分离机分离酒精废醪液,过滤分离效果不好,对污水处理有较大影响。
2.4 水稻与木薯混合发酵生产燃料乙醇
鲁佰成等[24]在陈化大米与木薯混合发酵研究中,将陈化大米与木薯粉碎后过850 μm的筛,加水调浆调pH 5.6,升温85 ℃液化2.5 h,制得液化醪。冷却调pH至4.4,发酵72 h,制得发酵醪。通过不同比例的陈化大米,对发酵结果进行检测和HPLC分析发现:大米添加比例越高,其发酵酒分越高,发酵残总糖降低。最合适的大米添加比例是25%(质量分数),同时添加比例越高,清液化学需氧量(COD)有降低的趋势,说明在木薯中添加大米进行混合发酵有助于提高发酵效果。
此工艺对木薯与大米混合发酵的酒精废醪液的固液分离要求较高,因为清液的COD、总可溶性固形物(TSS)比木薯单独发酵要高,这会加大废水处理难度。解决策略之一是通过前处理工艺,添加絮凝剂,降低总氮处理难度。
2.5 水稻生料发酵生产燃料乙醇
针对传统发酵工艺流程长、能耗大等缺点,随着酶工业的发展,生料发酵也成为可能。水稻生料发酵生产燃料乙醇既有水稻直接粉碎生料发酵,也有脱壳水稻制成糙米粉碎生料发酵。
刘振等[25]在研究稻谷生料发酵燃料乙醇工艺中,采用稻谷直接粉碎,加水调浆后,直接加入糖化酶200 U/g、果胶酶5 U/g、纤维素酶10 U/g、酸性蛋白酶10 U/g和活性干酵母,发酵96 h,发酵成熟醪酒分为15.6%(体积分数),同时还发现植酸酶的加入对稻谷生料发酵具有促进作用,发酵残留还原糖处于极低的水平。相比传统发酵工艺大大提高了成熟醪酒精分和原料利用率,工艺简单,节约能耗,但发酵时间较长,同时酶的成本较高。
段钢等[26]在研究大米生料发酵酒精生产的研究中,以脱壳大米为原料,采用颗粒淀粉水解酶,接入酵母,取样用HPLC测定发酵醪组成、发酵结束后测定残余淀粉,结果发现:采用淀粉水解酶,可以避免或减少淀粉损失,提高淀粉利用率,提高出酒率,此在简化操作的基础上,可以节省能源。
汪江波等[27-28]直接利用水稻为原料,生料发酵生产乙醇,水稻脱壳粉碎后直接加入糖化酶糖化发酵,并在发酵时添加微量离子,节省能耗,降低生产中的蒸汽成本,提高淀粉出酒率。
李聚森等[29]对生料酿酒直投复合菌制剂,以脱壳大米为原料生料免蒸煮发酵研究,研究结果发现:随着发酵的进行,淀粉含量不断减少,酒精度不断提高;总酸与总酯的变化情况密切相关,开始呈上升趋势,随后维持在一定范围内。酿造免蒸煮米酒方法是可行的,且原料发酵彻底,原料利用率高。
3 发展陈水稻原料燃料乙醇的建议
利用陈水稻生产燃料乙醇既可以有效控制不宜食用的陈化粮流入粮食加工市场,减少国家对此进行控制的费用,又可进一步缓解酒精行业原料紧缺的情况,有效缓解玉米等可食用粮食的消耗量。
目前我国陈水稻生产燃料乙醇规模已经达到一定比例,国外未见水稻为原料生产燃料乙醇工艺,国内的燃料乙醇工厂和研究机构通过实验室小试、中试以及大生产的实践,解决了一些具体问题,并对陈水稻燃料乙醇生产提出了下一步优化发展建议。
3.1 水稻生产燃料乙醇的工艺研究和开发
用陈水稻生产燃料乙醇的生产技术,国外未见报道,国内技术以全水稻粉碎生产燃料乙醇或水稻与玉米混合生产燃料乙醇技术较为成熟。国内相关的科研机构和工厂也开发出水稻与木薯混合发酵生产燃料乙醇技术、脱壳水稻(大米)生产燃料乙醇技术、稻谷(或大米)生料发酵燃料乙醇技术等。建议在利用先进酶工程技术和菌种技术基础上,对水稻燃料乙醇生产技术进行开发研究。
3.2 水稻生产燃料乙醇的联产品和副产品开发
用重度不宜存陈水稻生产燃料乙醇生产技术,国内研究机构和企业开发出全水稻干酒糟饲料和玉米/水稻混合干酒糟饲料,并投放市场[30-33]。从功能角度上来说,玉米干酒糟饲料用于家畜类动物,水稻干酒糟用于家禽类动物,在选用水稻作为原料时,企业周边的饲料市场将作为一个重要的选择因素。
大米富含大米蛋白,水稻稻壳富含纤维素、木质素、SiO2等,灰分和硅含量高,具有良好的韧性、多孔性、低密度和高热值等[34]。在研究水稻燃料乙醇生产技术和联产品生产技术外,科研机构和企业也可以进一步研究水稻燃料乙醇联产大米蛋白工艺技术,开发稻壳的综合利用和米糠油的生产技术等,提高副产物的利用价值,降低生产成本,提高企业经营效益。
4 结论
综上所述,用重度不宜存陈水稻生产燃料乙醇在技术上是有效可行的,既可以使企业原料多元化,提高企业的经济效益,又可以解决重度不宜存陈水稻库存问题。随着现代生物技术和基因构建菌种技术的发展,燃料乙醇生产工艺技术会得到不断的改进,最终降低燃料乙醇生产运营成本,为在全国推广燃料乙醇提供保证。
