富含γ氨基丁酸藜麦发酵饮料工艺优化
2019-08-28杨天予刘一倩马挺军
杨天予,刘一倩,马挺军
(北京农学院食品科学与工程学院,北京 102206)
藜麦(Chenopodiumquinoa)作为一种“类全谷物”,被誉为“营养黄金”[1]。藜麦中蛋白质含量较高(12%~18%),且溶解性好,易于人体吸收,包含人体必需的8种氨基酸,尤其含有其他谷物所缺的赖氨酸及婴儿所需的组氨酸[2]。藜麦中脂肪酸主要为不饱和脂肪酸,有较好的抗氧化活性[3]。藜麦不含麸质,适合乳糜泻患者食用,且含有多种生物活性化合物,如多酚类、黄酮类、γ-氨基丁酸(γ-aminobutyric acid,GABA)等[4]。有研究表明藜麦对改善肥胖、减缓心血管疾病、降血压以及抗炎等有效[5-7]。藜麦经过酶解后,将大分子淀粉转化为单糖,有利于饮料发酵[8]。
益生菌有防治乳糖不耐受症、腹泻、消化性溃疡、抑制致病菌、增强免疫、干预糖尿病和抑制肥胖的作用等[9-12]。其应用主要在以益生菌为主要功效的保健品,以及做成发酵食品,或作为食品补充剂添加到食品中[13]。传统发酵主要以乳制品为基质,但少数人因有乳糖不耐受症、高脂肪、高胆固醇等病症,因此为了满足这一类人的需求,研究非乳发酵食品成为热点。谷物发酵作为一种典型的非乳发酵,近几年来备受人们关注。易晓成等[14]研究益生菌发酵青稞饮料,通过优化发酵时间、起始pH、发酵温度、益生菌接种量,得到酸度为68.67 °T活性益生菌发酵青稞饮料。赵福利等[15]研究乳酸菌发酵燕麦,研究发现保加利亚乳杆菌发酵燕麦,口味独特,感官评价较好。陈树俊等[16]以萌发藜麦芽为原料,选用植物乳杆菌和干酪乳杆菌经过10.3 h混合发酵,得到乳酸度为85.32 °T,活菌数为9.21lg(CFU/mL)的萌发藜麦芽发酵乳,但并未研究饮料中功能活性成分。
GABA作为重要的神经递质,具有调节血管运动中枢、促进血管扩张、改善脑部血液循环、利尿、降血压、改善睡眠等生理作用[17-19]。目前,富集GABA的途径主要为化学合成法、植物富集法和微生物发酵法[20]。陈春旭等[21]用盐胁迫糙米发芽,发现盐胁迫发芽糙米的GABA含量是正常发芽糙米的1.12倍,是未发芽糙米的5.16倍。微生物发酵法主要利用乳酸菌中谷氨酸脱羧酶催化培养液中的谷氨酸产生GABA[22]。李理等[23]对产GABA乳酸菌进行阐述,其中短乳杆菌合成GABA能力较为突出。卢嘉懿等[24]用植物乳杆菌对荔枝进行发酵,发现荔枝汁中的GABA含量增加,其原因为荔枝组织受到破坏,产生应激代谢生成,以及植物乳杆菌在荔枝汁中代谢生成。李远宏等[25]从鲜奶中筛选出高产GABA乳酸菌,经过菌株鉴定为乳酸乳球菌。Lorusso等[26]研究发现藜麦酸奶发酵后游离氨基酸增加,GABA含量增加,但并未进行优化。目前,对藜麦非乳发酵中γ-氨基丁酸的相关研究较少。
本研究以藜麦酶解液为原料,在短乳杆菌、乳酸乳球菌和植物乳杆菌中,以GABA含量和活菌数为指标,经过筛选,选用短乳杆菌和乳酸乳球菌进行混合发酵,以期开发出一种GABA含量丰富和活菌数较高的藜麦非乳益生菌饮料,为藜麦功能性食品研究提供新的理论依据。
1 材料与方法
1.1 材料与仪器
“冀藜1号”藜麦 河北张家口农业科学院;短乳杆菌(Lactobacillusbreris)CGMCC 1.214、乳酸乳球菌(Lactococcuslactis)CGMCC 1.62、植物乳杆菌(Lactobacillusplantarum)ATCC 14917 中国普通微生物菌种保藏中心;α-淀粉酶(3700 U/g) 北京索莱宝科技有限公司;β-淀粉酶(1000000 U/g) 上海阿拉丁生化科技股份有限公司;GABA标准品、β-疏基丁醇 美国Sigma公司;乙腈 美国MREDA公司 色谱纯;甲醇、硼酸、葡萄糖、氯化钠 分析纯,北京化工厂;乙酸钠 分析纯,西陇化工股份有限公司;根据国标GB 4789-2016[25]配制MRS培养基。
BSA224S型电子分析天平 赛多利斯科学仪器(北京)有限公司;德尔CG001干磨机 德尔电器有限公司;HH-S数显恒温水浴锅 常州翔天仪器厂;HZS-H水浴振荡器 哈尔滨市东联电子技术开发有限公司;SW-CJ-1D单人单面垂直净化工作台 浙江苏净净化设备有限公司;Blue pard生化培养箱 上海一恒科技有限公司;立式压力蒸汽灭菌锅 上海博迅实业有限公司医疗设备厂;Shimadzu LC-20AD液相色谱 日本岛津公司;DH-101型电热恒温鼓风干燥箱 天津市中环实验电炉有限公司。
1.2 实验方法
1.2.1 藜麦发酵液的工艺流程 参考陈树俊等[16]、邹秀容等[27]发酵工艺改进:藜麦种子→磨粉(过60目筛)→加水糊化→液化、糖化→灭菌→冷却→接菌→保温发酵→成品
工艺操作要点:
藜麦种子:要求新鲜、饱满。
磨粉:将藜麦粉碎过60目筛。
加水糊化:将藜麦粉以1∶12比例加水,充分振荡混匀,放置于80 ℃水浴锅中不间断晃动,糊化30 min。
液化:经过糊化的藜麦汁置于65 ℃、140 r/min摇床中,在pH=7的条件下,加入α-淀粉酶8 U/g,液化40 min,在此条件下的葡萄糖当量(DE值)达到19.87%。
糖化:经过液化的藜麦汁置于65 ℃、140 r/min摇床中,在pH=7的条件下,加入β-淀粉酶1400 U/g,糖化85 min,在此条件下的到DE值达到45.92%。
灭菌、冷却:将液化糖化后的藜麦酶解液,95 ℃水浴灭菌30 min,冷却至室温。
接种:短乳杆菌和乳酸乳球菌分别用MRS培养基进行菌种活化后,活菌数均为9.00lg (CFU/mL),按体积比为1∶1、接菌量为3%接种到灭菌冷却后的藜麦酶解液中。
保温发酵:在31 ℃恒温恒湿培养箱中静置发酵,培养22 h。
1.2.2 菌种及发酵时间的选择 将短乳杆菌、乳酸乳球菌、植物乳杆菌分别按2%接菌量接入藜麦酶解液中,在30 ℃恒温培养箱进行发酵,每12 h测定一次GABA含量及活菌数,共记录48 h,选出两种较优菌种以及确定发酵时间。
1.2.3 菌种比例的选择 选择短乳杆菌和乳酸乳球菌,按照短乳杆菌:乳酸乳球菌为1∶0、0∶1、3∶1、2∶1、1∶1、1∶2、1∶3进行不同比例菌种混合发酵实验,按2%接菌量、30 ℃发酵24 h,以GABA含量及活菌数为指标确定较优比例,进行后续发酵工艺优化试验。
1.2.4 单因素实验 以GABA含量和活菌数为指标,考察接菌量(1%、2%、3%、4%、5%)、发酵温度(28、30、32、34、36 ℃)和发酵时间(12、16、20、24、28 h)3个因素对发酵效果的影响。采用控制变量法,其中发酵的初始条件为接菌量2%、发酵温度30 ℃、发酵时间24 h。
1.2.5 响应面优化试验 基于单因素实验结果,依据Box-Behnken试验设计原理,以GABA含量和活菌数为响应值,设计三因素三水平的试验,利用Design-Expert 8.0.6软件进行试验模型分析,考察各因素之间的交互作用,并对最佳发酵工艺条件进行预测。响应面试验因素及水平见表1。
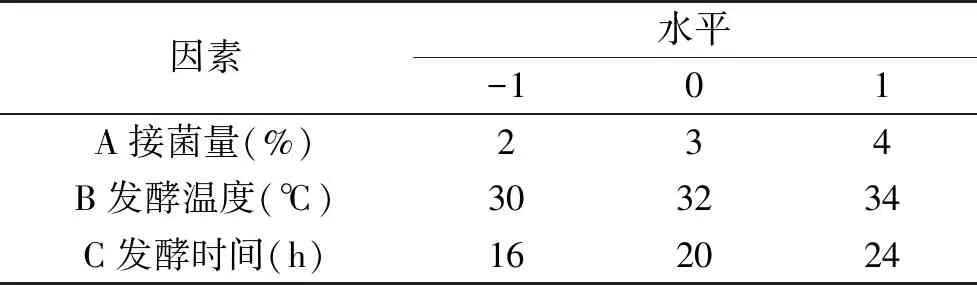
表1 响应面试验因素及水平
1.2.6 GABA含量测定 柱前衍生化处理:根据郭晓蒙等[28]方法改进,将样品置于50 mL离心管中离心,准确移取上清液1 mL置于2 mL小离心管中,加入50 μL的邻苯二甲醛(o-phthaldialdehyde,OPA)衍生液充分振荡,静置5 min,用0.22 μm有机滤膜过滤,待测。
色谱条件:根据QB/T 4587-2013[29]采用OPA柱前衍生紫外检测高效液相色谱法测定藜麦发酵液中GABA含量。色谱柱:TC-C18(150 mm×4.6 mm,5 μm);流动相:A为0.02 mmol/L乙酸钠溶液,B为纯乙腈;流速:1.0 mL/min;检测波长:338 nm;柱温:30 ℃;进样量:10 μL;梯度洗脱程序如表2所示。

表2 梯度洗脱程序
标准曲线的绘制:准确配制0.0、10.0、30.0、50.0、100.0、200.0 mg/L GABA标准溶液,分别用OPA衍生后进行色谱分析,根据色谱图中峰面积计算GABA含量,实验重复3次,计算平均值,以色谱图中峰面积为纵坐标y,以待测样品质量浓度为横坐标x绘制标准曲线。回归方程为y=22411x+76112(R2=0.9962),所测浓度范围为0~200 mg/L,数据显示曲线拟合性良好。
1.2.7 活菌数的测定 根据国标GB 4789.35-2016[30],将发酵菌株接种到藜麦酶解液中,发酵完成后取1.0 mL样品菌悬液用9.0 mL灭菌生理盐水稀释至合适倍数后,倾注法接菌于MRS固体培养基,37 ℃培育48 h后计数。
1.3 数据处理
每组实验重复3次,数据均以平均值表示。实验图表采用Excel 2007绘制,响应面试验设计与分析采用Design-Expert 8.0软件。
2 结果与分析
2.1 菌种选择
由图1可知,在48 h内,用单一菌种发酵产GABA,GABA含量均比未发酵时高,在第24 h时达到基本平稳状态。24 h后短乳杆菌发酵GABA含量呈略增加趋势;乳酸乳球菌发酵GABA含量呈略减少趋势;植物乳杆菌GABA含量上下浮动。24 h时单一菌种发酵产GABA的能力排序为短乳杆菌>乳酸乳球菌>植物乳杆菌。从产GABA能力来看,短乳杆菌和乳酸乳球菌能力较好,故选用这两种菌进行后续实验。
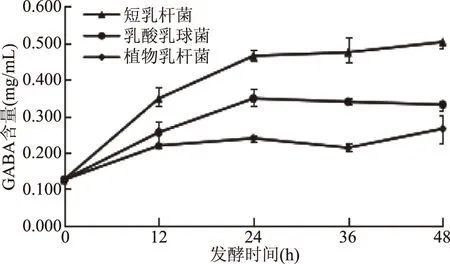
图1 不同菌种对GABA含量的影响
由图2可知,在48 h内,活菌数均为先上升后下降的趋势,活菌数排序为植物乳杆菌>短乳杆菌>乳酸乳球菌,在12 h活菌数达到最大值,在24 h时三种菌种活菌数相近。综合图1和图2,选择24 h,用短乳杆菌和乳酸乳球菌混合进行不同比例的发酵试验。
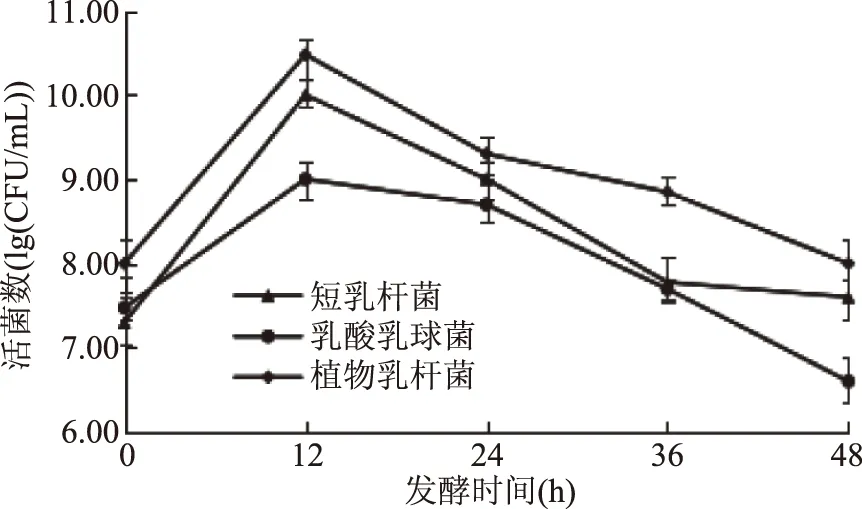
图2 不同菌种对活菌数的影响
2.2 菌种比例选择
由图3可知,混合发酵(短乳杆菌:乳酸乳球菌比例为3∶1、2∶1、1∶1、1∶2、1∶3)与单一菌种发酵相比,产GABA含量高,在短乳杆菌:乳酸乳球菌在1∶1和1∶2含量差异不显著(p>0.05),且显著高与其他组(p<0.05)。其原因可能为短乳杆菌可将葡萄糖转化为果糖,乳酸乳球菌可利用果糖继续发酵,使之充分发酵。

图3 菌种比例对GABA含量的影响
由图4可知,混合菌种发酵不仅提高GABA产量,对活菌数也产生影响。在发酵第24 h,混合菌种发酵比单一菌种发酵的活菌数高,在短乳杆菌:乳酸乳球菌1∶1时,活菌数含量显著高于其他组(p<0.05),说明两种菌互相影响,共同促进发酵的进行。综合菌种比例对两指标的影响,选择短乳杆菌与乳酸乳球菌比例为1∶1进行后续发酵优化试验。
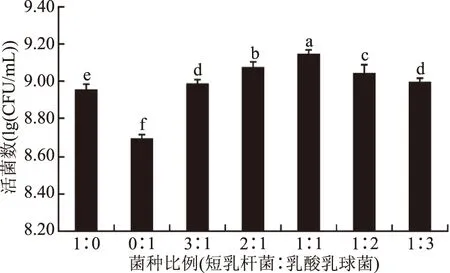
图4 菌种比例对活菌数的影响
2.3 单因素实验结果
2.3.1 接菌量对活菌数和GABA产量的影响 随着接菌量的增多,GABA含量不断增加。接菌量会影响物料中菌液浓度,从而影响发酵时间与发酵进程,合适的接菌量更利于发酵的进行。由图5可知,当接菌量≥2%时,发酵完成后活菌数较多,在接菌量为3%时达到最大值,随着接菌量的继续增加,活菌数呈略下降趋势。这是由于接菌量增加,导致乳酸菌在发酵早期快速生长繁殖,发酵液酸度增加,导致发酵后期菌体生长代谢被抑制[31]。根据活菌数选择接菌量为3%进行后续实验,此时GABA也处于一个较高的值。

图5 接菌量对GABA含量及活菌数的影响
2.3.2 发酵温度对活菌数和GABA产量的影响 短乳杆菌最适温度为30 ℃,乳酸乳球菌最适温度为35 ℃,因此需讨论混合菌种的最适发酵温度。由图6可知,在28~36 ℃之间,GABA含量和活菌数均呈先上升后下降趋势。温度为32 ℃时,活菌数达到最高,说明此温度下益生菌生长状况良好,同时该温度下GABA含量最大,可能为该温度下益生菌通过自身谷氨酸脱羧酶将谷氨酸转化为GABA的能力最大。综合这两因素,选择32 ℃为最适发酵温度。
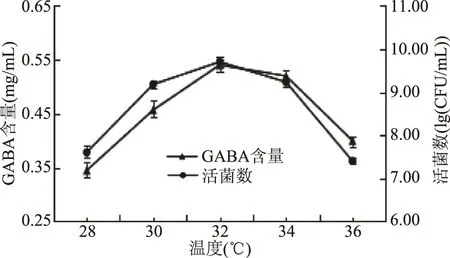
图6 发酵温度对GABA含量及活菌数的影响
2.3.3 发酵时间对活菌数和GABA产量的影响 由图7可知,GABA含量随发酵时间的延长而逐渐增加,当发酵时间达20 h时,上升幅度逐渐减缓。在12~28 h内活菌数呈不断下降趋势,这是由于菌群生长进入稳定期,繁殖速度不断下降;同时,环境中乳酸含量增加,酸度增加,发酵液中活菌数不断下降,与田辉[32]研究结果相同。为得到更多的活菌,选择活菌数未下降过多的第20 h为发酵时间进行后续实验。
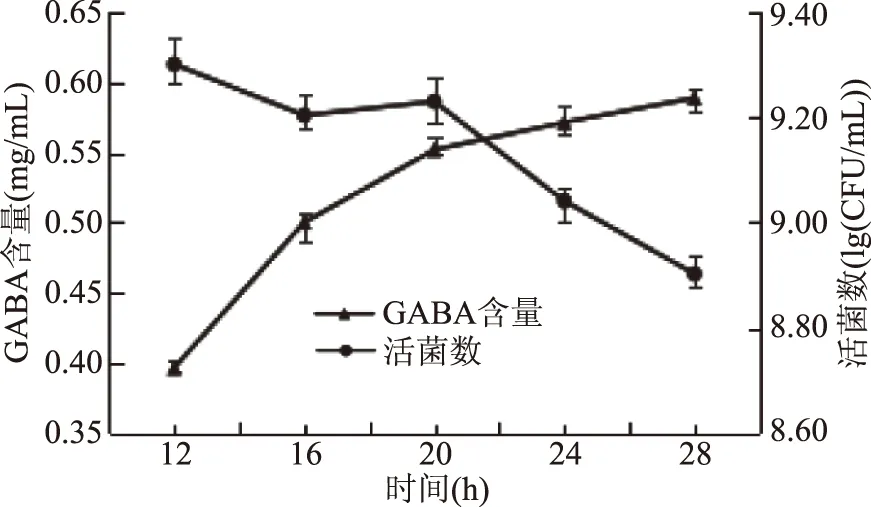
图7 发酵时间对GABA含量及活菌数的影响
2.4 藜麦汁发酵条件响应面优化结果
2.4.1 响应面试验设计与结果 为了确定藜麦发酵乳最佳发酵条件,选择接菌量、发酵温度与发酵时间3个因素,以GABA含量和活菌数为评价指标进行响应面回归分析,Box-Behnken试验设计及结果如表3所示。

表3 响应面试验设计及结果
2.4.2 回归方程及参数分析 利用Design-Expert 8.0软件对表的数据进行二次多元回归拟合,分别得到各个因素对样品GABA含量和活菌数两个指标的二次回归方程分别如下:
Y1=0.64+0.063 A-0.023B+0.025C+2.250×10-3AB+0.013AC-0.024BC-0.030A2-0.029B2-0.036C2
Y2=9.47+0.23A-0.28B-0.53C-0.44AB+0.042AC-0.69BC-0.83A2-0.82B2+0.027C2

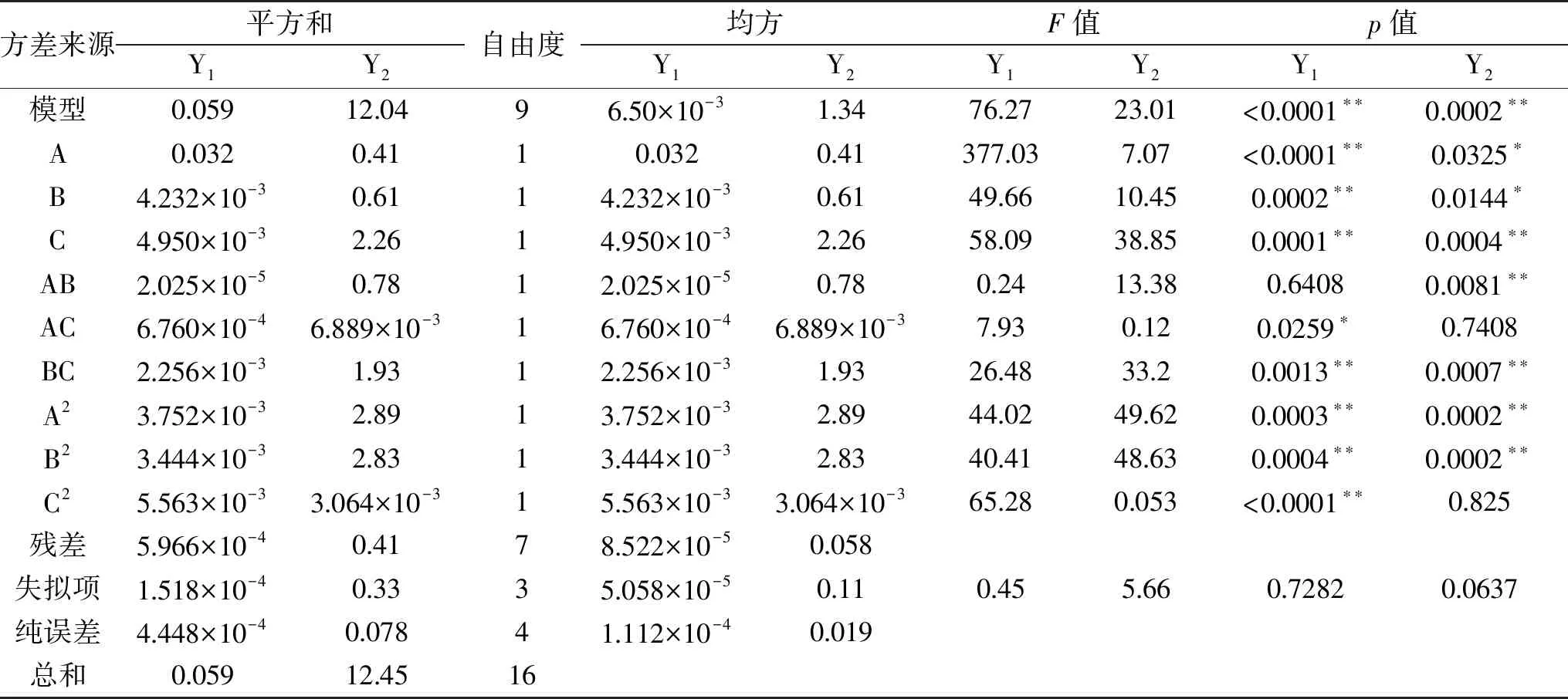
表4 回归方程方差分析
2.4.3 响应面优化及分析
2.4.3.1 交互作用对GABA含量的影响 由图8a可知,在发酵时间为20 h时,当接菌量较少时,发酵温度对GABA含量影响较小,当接菌量较多时,发酵温度对GABA含量影响较大,当温度在31 ℃时,GABA含量达最大值。由图8b可知,当发酵温度为32 ℃时,随着接菌量和发酵时间的增加,GABA含量成上升的趋势。图8c中,当接菌量固定为3%时,发酵时间较短时,发酵温度对GABA含量影响较小,随着发酵时间的延长,发酵温度越低,GABA含量越高,当发酵温度为31 ℃,GABA含量最高。等高线图呈椭圆形,表明发酵温度和发酵时间交互作用显著。适宜的发酵温度会促进菌的发酵,产生更多的GABA。随着发酵时间的延长,有助于GABA的富集,与韩梅等[33]的研究一致。

图8 三因素交互作用对GABA含量的影响
2.4.3.2 交互作用对活菌数的影响 如图9a所示,当发酵时间为20 h时,活菌数随着接菌量和发酵温度的增加呈先增加后减小的趋势,两因素交互作用显著。从图9b中可以看出,当温度为32 ℃时,随时间增加,活菌数呈下降趋势;随着接菌量的加大,活菌数为先上升后下降。图9c中,当接菌量控制在3%时,随发酵温度上升,活菌数呈先上升后下降趋势;随发酵时间的延长,活菌数不断下降,响应面图较陡,说明发酵时间对活菌数影响较大。

图9 三因素交互作用对活菌数的影响
2.4.3.3 最佳发酵工艺条件的确定 通过Design-Expert 8.0软件分析,得到发酵最佳工艺条件为:在短乳杆菌∶乳酸乳球菌=1∶1时,接菌量3.61%、发酵温度为30.86 ℃、发酵时间达22.12 h,在该工艺条件下,藜麦发酵饮料GABA含量理论值可达0.684 mg/mL,活菌数可达9.27 lg(CFU/mL)。考虑到试验实际操作,将最优工艺条件调整为:在短乳杆菌∶乳酸乳球菌=1∶1时,接菌量3.6%、发酵温度为31.0 ℃、发酵时间为22 h。验证经调整后的最优发酵工艺条件可行性,经过3次平行试验,实际测得GABA含量为(0.681±0.003) mg/mL,活菌数为(9.176±0.001)lg(CFU/mL),其相对误差≤1%,证明该模型拟合度较高,具有使用价值。
3 结论
以短乳杆菌和乳酸乳球菌对藜麦酶解液进行混合发酵,考察藜麦发酵饮料中GABA含量及活菌数。结果表明:在短乳杆菌∶乳酸乳球菌=1∶1时,通过响应面试验得到乳酸菌发酵藜麦酶解液最优条件为接菌量3.6%、发酵温度为31.0 ℃、发酵时间为22 h,发酵饮料中GABA含量为(0.681±0.003) mg/mL,活菌数为(9.176±0.001)lg(CFU/mL)。本研究以藜麦为原料制作出一种全植物非乳谷物乳酸菌饮料,首次用短乳杆菌和乳酸乳球菌进行藜麦发酵,制作出含有活菌及较高GABA含量的藜麦乳酸菌饮料,为藜麦加工产品提供一种新的思路,具有一定的实际生产意义。