卫生纸生产线制浆段智能制造探讨
2019-08-28张王力鄢来朋
金 皓 张王力 鄢来朋
(浙江华章科技有限公司,浙江杭州,310000)
2016年12月我国工业和信息化部发布《智能制造发展规划(2016—2020年)》,该规划提出,到2020年,纺织业、化工业、金属冶炼业、造纸业等传统制造行业实现数字化制造生产,为下一步智能化转型升级提供强有力的支撑基础;到2025年,传统制造业的重点领域基本实现智能化转型,智能制造支撑体系全面建立。根据笔者对瓦楞原纸生产线智能制造探讨[1],针对当前制浆行业的设备工艺条件,结合浙江华章科技有限公司(以下简称华章科技)推出的MES(制造执行系统)系统,提出在制浆流程控制中关键技术和关键工艺的智能化手段,探讨制浆段智能制造的提升方向。
1 背 景
1.1 智能制造的含义
智能制造是基于新一代信息通信技术与先进制造技术深度融合,贯穿于设计、生产、管理、服务等制造活动的各个环节,具有自感知、自学习、自决策、自执行、自适应等功能的新型生产方式[2]。智能制造应当是人类智慧和智能机器共同组成的人机一体化智能系统。基于人工智能的智能机器代替人类智慧进行机械式的采集、推理、预测、判断,系统配合人类智慧进行分析决策。它能自组织、自学习、自维护,在制造自动化的层面上表现出柔性化、智能化和高度集成化。
1.2 国内外制浆造纸设备智能制造水平
国内主要卫生纸生产厂家(如中顺洁柔纸业股份有限公司、维达国际控股有限公司、金红叶纸业集团有限公司、恒安国际集团有限公司、永丰余纸业(昆山)有限公司等)的大型生产线几乎都引进了国际一流设备生产商的高端技术设备。国内大中型卫生纸造纸企业主要采用安德里茨、福伊特、维美德、凯登等国际型企业的制浆设备。目前,国产制浆生产线设备厂家繁多,普遍占领中小型企业市场。由于国产制浆装备起步晚,早期市场发展慢,我国制浆设备企业的工艺制造水平、自动化水平一直落后于国际设备厂家,但是在工业智能化的道路上,我们可以有所作为,从而缩小与发达国家的差距。
制浆工业智能制造涉及的范围很广,包括制浆方式智能化、制浆设备服务智能化、制浆工艺管理智能化、制浆装备智能化等方面。本文以卫生纸生产线制浆段的主要制浆设备作为智能化的方向,探讨卫生纸生产线制浆段的智能化。
2 智能化实践
2.1 盘磨机的智能化
磨浆机是目前广泛使用的磨浆设备,在磨浆中的使用量占绝对优势[3]。盘磨机主要由装有磨片的磨盘、主传动轴、外壳、间隙调节机构、进出浆口和电机等构成。浆料通过管道进入磨盘中心,主传动轴高速转动产生巨大离心力带动浆料围绕磨盘中心做径向运动,浆料穿过盘齿间隙达到磨浆效果[4]。
国内盘磨机在初始时期主要以对照电流参数手动进退刀为主。经过一段时间发展后,盘磨机的单位功率成为程序控制的主参数。在控制过程中,盘磨机的主功率完成设定后按恒定频率进刀,到达设定功率死区后停止进刀。由于卫生纸生产线使用的中低浓盘磨机正常工作时磨片间隙较小且在进刀过程中存在惯性,停刀时实际功率与设定功率存在较大误差,使得进退刀模式对磨浆质量以及盘磨机安全稳定工作产生不利影响。
华章科技推出的智能进退刀控制技术通过现场传感器得到盘磨机打浆功率,以此为系统主参数进行控制。实际功率与设定功率相差较大时进行粗调快速进刀,在实际功率与设定功率相差较小即磨片间隙较短的范围内进行智能脉冲进退刀(见图1)。图1中智能脉冲进退刀主要调用11个可调参数,其中,MEAR:过程变量值的范围,即量程范围;ASP:本地给定值,在画面上输入;RSP:远程给定值,根据计算得出;SPH:设定值的上限;SPL:设定值的下限;GAIN:比例增益;CYMAX:循环时间最大值,一个循环周期包括进退刀动作时间和间隔时间;CYMIN:循环时间最小值;MINIT:最小脉冲时间,低于该时间的脉冲宽度忽略不计;DCC:方向转换时间补偿,在进刀和退刀转换的过程中,给予一定的进退刀脉冲补偿时间;ADT:进退刀动作时间固定量。最终计算出的进退刀脉冲时间需要加上该固定量,以防脉冲时间过短,视情况而定,可以设置为0。

图1 进退刀功能块
以上11个参数,主要计算出循环时间,主要包括进退刀动作时间和间隔时间。智能进退刀使实际功率一直保持在设定值的理想范围内,提高了磨浆稳定性。磨浆的工况参数(浆料流量、浆料浓度、进浆压力、实际间隙、磨片温度、电机转速)之间存在耦合作用,对成浆的质量和产量影响巨大。为了解决在不同时间段、不同批次重复发生的磨浆质量问题以及工况参数随着时间波动耦合问题,采用DCS(集散控制系统)系统,磨浆机上位机控制图见图2。控制器分散式交互各个浆料处理设备信息,监测收集相应参数,整合保存参数趋势。通过采用智能温度检测设备对轴承温度进行实时监测保护。由于每台盘磨机所处工艺环境存在差异,磨片的机械特性也存在差异,笔者认为盘磨机智能化的方向是将参数整合建立模型上传至云服务器,通过计算机技术对工作参数对比调整,减少人力的适应时间,提高效益。
2.2 多圆盘过滤机的智能化
多圆盘过滤机处理量大、操作简单、能耗低,在生产过程中要高效地回收处理浆料中的纤维,也要分离出超清滤液、清滤液、浊滤液用于造纸系统,是卫生纸生产企业白水封闭循环的关键设备[5]。多圆盘过滤机主要由槽体、进浆箱、空心轴、传动装置、洗网装置、剥浆装置、分配阀、螺旋输送机等构成。
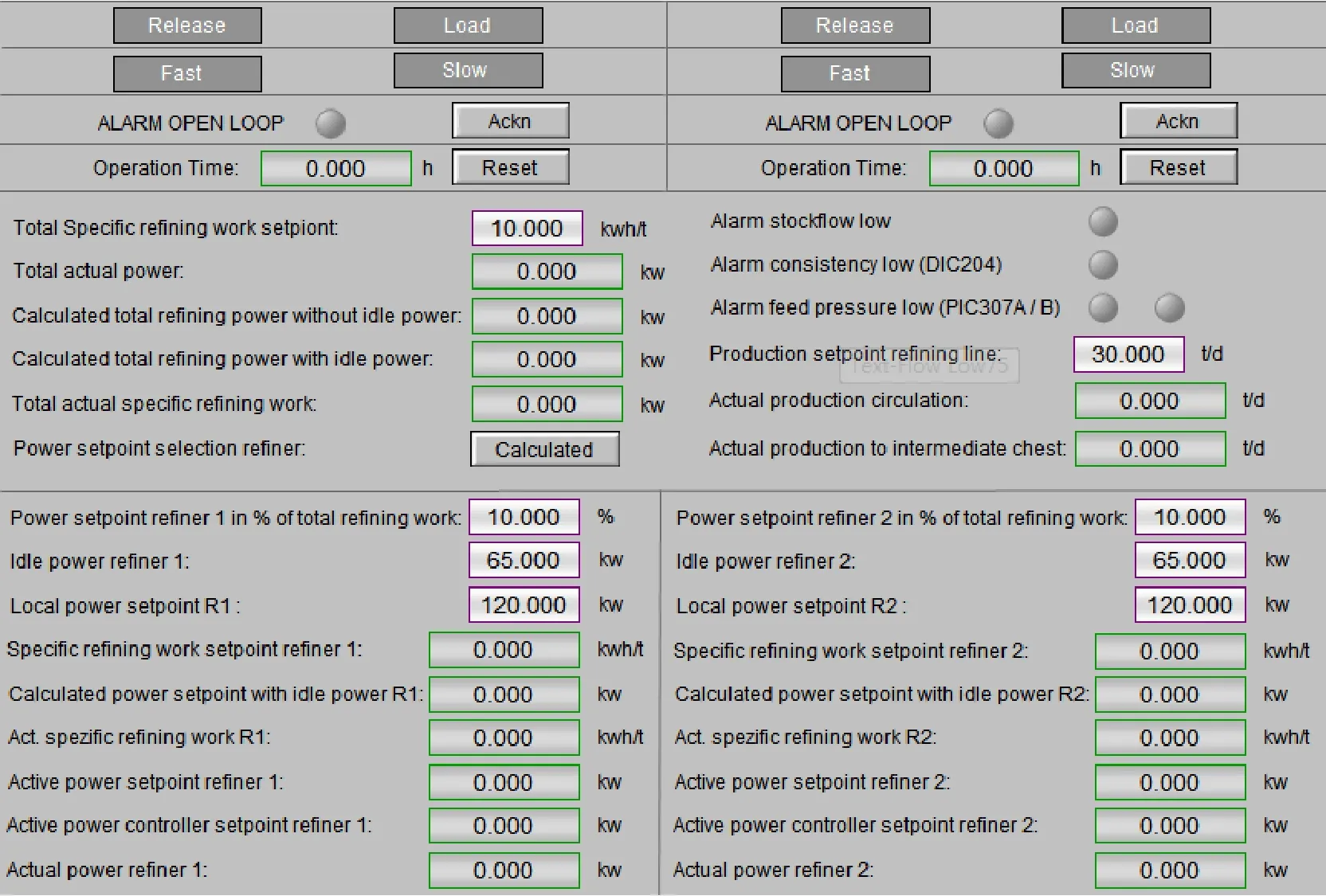
图2 磨浆机上位机控制图
在卫生纸生产线制浆流程中,多圆盘过滤机主要用于将垫层浆和白水配比后分离成超清滤液、清滤液和浊滤液,继续投入到制浆线以及纸机中使用。因此多圆盘过滤机的白水处理能力体现在单位时间水处理总量和剥浆能力上。多圆盘过滤机上位机控制界面见图3。液位实时监测,用来保证超清滤液、清滤液、浊滤液的生产量等于系统消耗量;智能频率控制,使多圆盘过滤机主电机转速满足系统所需水处理能力,保持多圆盘过滤机液位稳定;智能转矩监测,多圆盘过滤机主电机转矩必须维持在一定范围才能正常工作,转矩实时检测可以给工作人员提供多圆盘过滤机良好运行的数据证明;智能浆水配比,保持垫层浆浓度在一定范围内,程序调配垫层浆流量与白水流量成一定比例,设置初始值及范围。正常工作时只需微调初始设定值,以降低对生产管理人员的要求,减少经验需要。

图3 多圆盘过滤机上位机控制图
2.3 压力筛的智能化
压力式筛浆机简称压力筛,是目前较为先进的封闭筛浆设备,其主要特征是管路密封、压力进浆[6]。华章科技推出的压力筛控制系统采取智能流量调节,对压力筛进浆流量x、良浆流量y和渣浆流量z之间建立关系,出口良浆y与出口渣浆z的流量调节成一定比例a∶b。在进浆量x基本不变情况下,y+z的量也维持不变,为了方便操作人员设置,设定a+b=100,只要设定良浆比例a,渣浆也会随之改变,保持y+z总量不变。在泵启动后初始阶段t1,进浆流量保持稳定,设定a1和b1,此时渣浆流量所占比例设置较大。在调整阶段t2,按一定速度k增大良浆比例a,减少了渣浆比例b,形成新的良、渣浆比例a2和b2。严密的流量配比和流量回路调节保证压力筛的良好运行;智能洗筛控制,当检测到压力筛进出口浆管差压达到洗筛设定值又小于堵塞设定值时,良浆阀门会在原有的开度上以一定速度递减,减少良浆流量;渣浆阀门则会以一定速度增大,增加渣浆流量,提高排渣率,达到洗筛效果。当差压持续增大,达到堵塞设定值时,则全开渣浆阀,全关良浆阀并且停止压力筛前的进浆泵。智能洗筛控制使压力筛发生堵塞的事故率大大降低,从而减少了停机事故,保持了系统的平稳运行。
2.4 除渣段的智能化
浆料在进入磨浆机之前一般要进行除渣,将砂石等杂质从纸浆中除去,保证后续工段的正常工作。由于卫生纸生产线制浆段没有重质杂质,一般采用高浓除砂器进行除渣。高浓除砂器的执行过程分为4步:充水、集渣、冲洗、排渣。华章科技的高浓除砂器采用智能顺控程序进行控制,流程每一步可以单独设定时间,控制界面见图4。在除渣过程中,排渣阀门会因杂质过多出现开关不到位现象。第一次发生此类原因的不到位信号,系统判定堵塞预警,自动进行临时屏蔽,提醒工作人员现场检查,保持控制连续性。当执行过程进行到下一轮后,排渣阀门开关不到位情况依旧存在,系统判定阀门堵塞,自动进入快速冲洗程序,加水阀开,排渣阀全开。智能顺控是一种广泛的关键共性技术,也可以用于杂质分离机,水力碎浆机等多流程设备。

图4 高浓除砂器上位机控制图
2.5 互联网计算机技术对制浆智能控制的提升
智能控制的提升离不开新一代互联网计算机技术。通过成熟的传感器检测、物联网、现场设备总线、工业以太网等技术,实现生产设备各种数据的智能采集、无线或有线传输、无缝路由、智能分析等,为前期模型建立、设备组网、后期设备诊断、生产维护提供依据。
针对复杂流程和工况,交互采集到的工厂、智能设备、操作人员之间形成的电子信息数据建立智能生产线生产过程中的关键输入、输出参数的关系模型,解决自适应工况,自主决策等关键问题。
对于以上关键设备和关键工艺建立设备模型,将模型中采集的实时数据上传到服务器,服务器根据同型设备的经验数据进行大数据分析判断,同时把处理数据或优化建议反馈给生产线控制系统,对生产过程实施预判优化,监控管理决策支持和生产工艺寻优,对生产设备进行实时预判、远程监控,同时经过数据优化分析,使生产设备能够自我维护或者为其提供建议。
此外,越来越多的智能造纸企业专注于MES系统,实现生产过程运行优化[7]。华章科技研发的MES系统可与DCS控制系统通过以太网接口集成。MES系统实时掌控生产过程中的生产进度、浆料品质、目标达成情况以及人员、设备、物料的利用状况,作为现场自动化系统之上的执行层使企业在整个生产线制造过程和管理层面上得到显著的优化和提升。
基于以上的分析,笔者认为卫生纸生产线制浆段的智能制造的结构如图5所示。

图5 卫生纸生产线制浆段的智能制造结构图
3 结 语
卫生纸生产线制浆段关键设备的控制方式正从自动化迈向智能化,在生产、管理、维护的方式上不断创新。在制浆造纸行业这个充分竞争的领域,单一设备的智能化依靠互联网计算机技术得到了强有力的支撑,同时设备、人员、产品依托信息技术(Internet Technology, IT)、 操 作 技 术 (Operation Technology,OT)、通信技术 (Communication Tech⁃nology,CT)等技术的不断融合将促进形成更先进的智能控制系统。
