ABS装置掺混单元的模头尾气治理
2019-08-20徐宁张琦陈伟峰董文慧刘世哲张东伟袁洪波
徐宁,张琦,陈伟峰,董文慧,刘世哲,张东伟,袁洪波
(天津大沽化工股份有限公司,天津300450)
模头尾气先流经旋风分离器进行杂质的预分离,因掺混模头尾气中含有焦油等油类成分,并呈可视烟雾状,设置高压静电除油烟设备以除去尾气中的油烟,之后进入光催化装置进一步处理尾气中的有机物,降低有机物的浓度,减轻后续活性炭装置的负荷,延长其使用时间,最后废气进入活性炭吸附再生装置,经活性炭吸附后达标排放。
1 项目背景及投资必要性
随着天津市对环保要求的提高,过去直排至大气的挤出机模头尾气,现如今不符合我市新的环保排放要求,因此ABS 掺混单元需要上一套处理模头尾气的装置以达到我市对挥发性有机物排放的控制标准。
掺混单元模头尾气,风量较大,成分主要含有苯乙烯、丙烯腈、甲苯、乙苯、异丙苯、正丙苯、苯甲醛、甲基丙烯酸甲酯等。将掺混单元模头尾气经过处理后排至大气中,排放应符合天津市《恶臭污染物排放标准》(DB12/-059-95)、《天津市工业企业挥发性有机物排放控制标准》(DB12/524-2014)(简称“《地标》”)、《合成树脂工业污染物排放标准》(GB31572-2015)等适用标准中最严格的排放限值的要求执行(限值取25m 烟囱对应的限值)。
2 ABS掺混单元尾气处理装置介绍
本项目处理的废气是掺混单元挤出机模头排放尾气。该项目共计两套装置,分别对应处理掺混一、二期的模头尾气。每套废气治理装置包括旋风分离器、高压静电除油烟设备、预处理器、光催化系统及颗粒碳再生吸附系统,该装置将对掺混单元模头尾气进行综合治理以保证排放达标。一期处理风量约70000m3/h,二期处理风量约105000m3/h。工艺流程图如图1 所示。
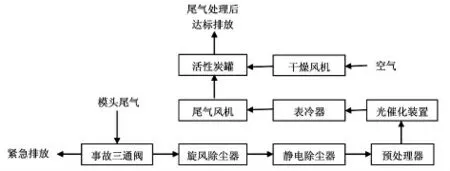
图1 尾气处理工艺流程图
3 ABS掺混单元尾气处理装置工作原理
3.1 旋风除尘器原理(见图2)
含油烟尘气流由切线进口进入除尘器,沿外壁由上向下作螺旋形旋转运动,这股向下旋转的气流即为外涡旋。外涡旋到达锥体底部后,转而向上,沿轴心向上旋转,最后经排出管排出。这股向上旋转的气流即为内涡旋。向下的外涡旋和向上的内涡旋,两者的旋转方向是相同的。气流作旋转运动时,烟尘粒在惯性离心力的推动下,要向外壁移动。到达外壁的尘粒在气流和重力的共同作用下,沿壁面落入灰斗。

图2 旋风分离原理图
3.2 高压静电除油烟原理(见图3)
高压静电油烟净化设备是利用阴极在高压电场中发射出来的电子,以及由电子碰撞空气分子而产生的负离子来捕捉油烟粒子,使油烟粒子带电,再利用电场的作用,使带电油烟粒子被阳极所吸附,以达到除油烟的目的。
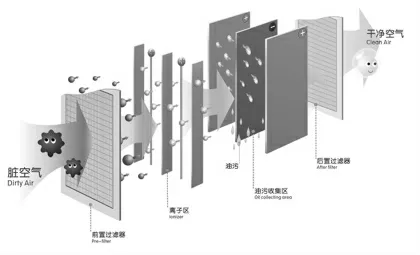
图3 高压静电除油烟原理图
3.3 光催化原理(见图4)
光催化是指光催化剂在特定光的照射下,自身不起变化,却可以利用光能转化为化学反应所需的能量,产生催化作用,使周围的的氧气及水分子激发成极具氧化能力的自由负离子,分解空气中的有机物成为CO2、H2O 等无毒无害物质的气体。
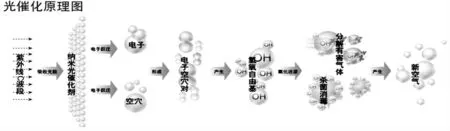
图4 光催化分解原理图
3.4 活性炭吸附原理
按照吸附剂和吸附物之间作用力的不同,吸附可分为物理吸附、化学吸附。其中物理吸附是吸附剂和吸附物之间通过分子间力(范德华力)而发生的吸附作用。物理吸附低温下也能进行,不需要较高的活化能。物理吸附的分子不会离解,最多只能有些变形,而其它性质均未改变,吸附速度快。吸附是可逆的,易于解吸,易达到吸附平衡。影响物理吸附的主要原因是吸附剂的比表面或体积比表面、细孔分布和温度等。
活性炭颗粒就是采用物理吸附,是利用固体表面的吸附能力,使废气与大表面的多孔性固体物质相接触,废气中的污染物被吸附在固体表面上,使其与气体混合物分离,从而达到净化的目的。
4 尾气治理效果分析
为了检验尾气的治理效果,我们联系专业的检测机构分别对掺混一、二期模头尾气治理装置的进、出口尾气进行检测,为保证检测数据的有效 性,每个取样口检测两次,检测结果如表1,2。

表1 一期掺混模头尾气主要污染物治理后对比表 单位:mg/m-3

表2 二期掺混模头尾气主要污染物治理后对比表 单位:mg/m-3
从检测的VOCs 成分中可知,ABS 掺混单元的模头尾气主要成分有;苯乙烯、丙烯腈、甲基丙烯酸甲酯、甲苯、乙苯、异丙苯、正丙苯、苯甲醛。
一期模头尾气处理前的VOCs 排放总浓度两次测量值分别为10.1mg/m3和9.48 mg/m3,二期模头尾气处理前的VOCs 排放总浓度两次测量值分别为12.9mg/m3,11.2 mg/m3。经尾气处理装置处理后,一期模头尾气的VOCs 排放总浓度两次测量值分别为0.159 mg/m3和0.106mg/m3,二期模头尾气的VOCs 排放总浓度两次测量值分别为0.018 mg/m3和 0.017mg/m3。
根据排放标准按照相关适用标准中最严格的排放限值的要求执行(限值取25m 烟囱对应的限值),截取的排放要求如下:
1)丙烯腈排放标准为:掺混模头尾气处理装置出口AN 排放量小于0.5 mg/m3;(《合成树脂工业污染物排放标准》(GB31572-2015))
2)掺混模头尾气处理装置苯乙烯排放标准不大于50 mg/m3;(《合成树脂工业污染物排放标准》(GB31572-2015))
3)掺混模头尾气处理装置乙苯排放标准不大于100 mg/m3;(《合成树脂工业污染物排放标准》(GB31572-2015))
4)掺混模头尾气处理装置VOC 排放量若采用焚烧处理不大于20×10-4%,若采用非焚烧处理不大于80×10-4%。(《天津市工业企业挥发性有机物排放控制标准》(DB12/524-2014))
从检测数据和标准要求的对比可知,各项指标均符合新规标准中的各项指标,说明尾气治理装置治理效果良好。
5 结论
根据我公司现场尾气排放情况,以及近半年来的尾气处理装置的运行情况分析,截止目前尾气治理效果良好。
在工艺生产方面,可保证一期、二期模头风机出来的废气既能单独使用,又能合并使用;在满足车间操作使用的情况下,治理成本较低,提高了使用效率,能够较好的达到预期的处理效果。
在日常维护方面,采用自动蒸汽清洗和循环热水清洗,有效减少人员维护费用。
在控制方面,全部使用西门子PLC 变频及控制系统,提高了系统的精度及使用寿命,降低了系统的自然损耗。控制系统采用现场控制和控制室显示结合,可以在控制室观察设备运行情况。在解析的过程中设计了蒸汽调节阀,有效的降低了蒸汽的耗量,同时有效解决了碳颗粒解析后存水的问题,提高了碳颗粒的使用寿命。
在安全性方面,使用了防火阀和事故三通阀,出现事故紧急切换或排放,在温度控制上使用了多温度检测系统,大大提高了设备整体的安全性和可靠性。
截止目前,装置的整体运行稳定,治理后的尾气检测数据均符合当前环保标准中的各项排放控制指标。