惠州抽水蓄能电站5号机组推力头处理
2019-08-01张晓东
张晓东,李 巧
(中国水利水电第十四工程局有限公司,云南 昆明650032)
1 工程概述
惠州抽水蓄能电站(以下简称:惠蓄电站)是广东省兴建的第二座大型抽水蓄能电站,也是目前已建的世界特大型抽水蓄能电站之一。电站位于广东省惠州市博罗县城郊,分A、B厂建设,各安装4台法国ALSTOM水电公司生产的立式单级混流式水泵水轮机-发电电动机组,单机容量(发电工况)300 MW,总装机容量2 400 MW。
2 机组推力轴承结构
惠蓄电站推力轴承布置在上机架中心体上,包括推力头、卡环、镜板、12块推力瓦、推力轴承支承结构等构成。机组盘车分为发电机单独盘车和机组整体盘车,盘车过程中通过刮削卡环来消除机组转动部分所产生的轴线偏差。推力轴承结构如图1所示。
3 现场存在的问题
在5号机推力头安装前按施工程序对相关尺寸进行了测量,结果见表1和下页图2。
通过计算推力头与大轴有0.31 mm的过盈量。同时,在数据测量完成后,发现推力头高度(H值)比设计值高了0.41 mm,在推力头热套过程中,卡环将无法安装,为此推力头由厂家外送进行加工,厂家确定的加工位置为推力头上平面。
加工后5号机自2010年1月14日开始至2010年1月22日共进行了10次发电机单独盘车,刮磨卡环8次,机组轴线变幻无常,详见下页表2。
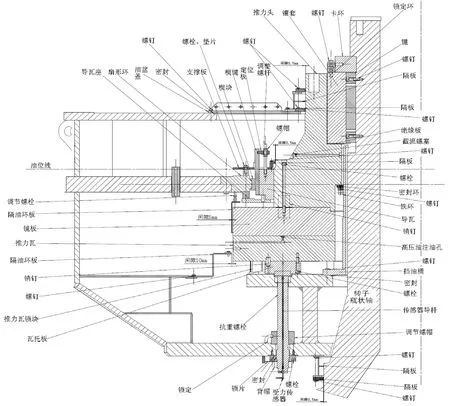
图1 推力轴承结构图
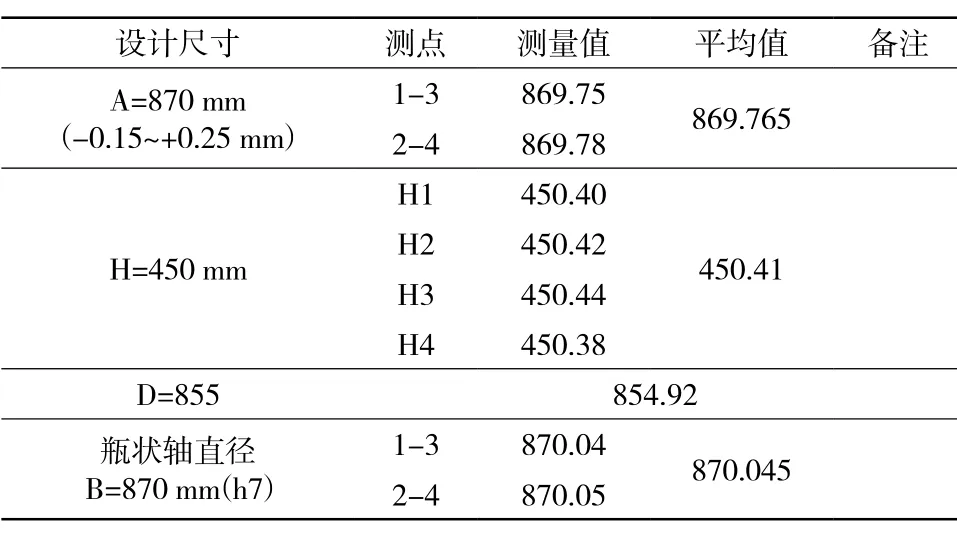
表1 5号机推力头及瓶状轴测量数据
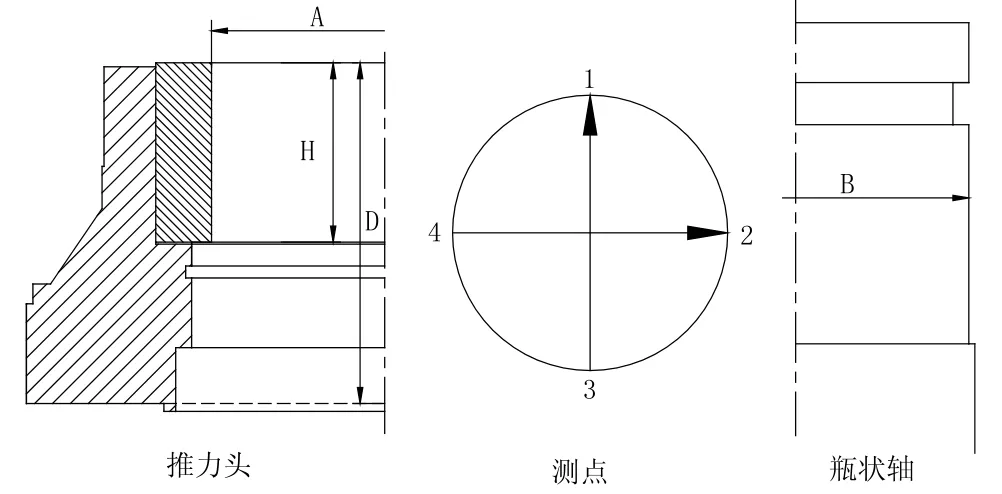
图2 推力头及瓶状轴测量部位示意图
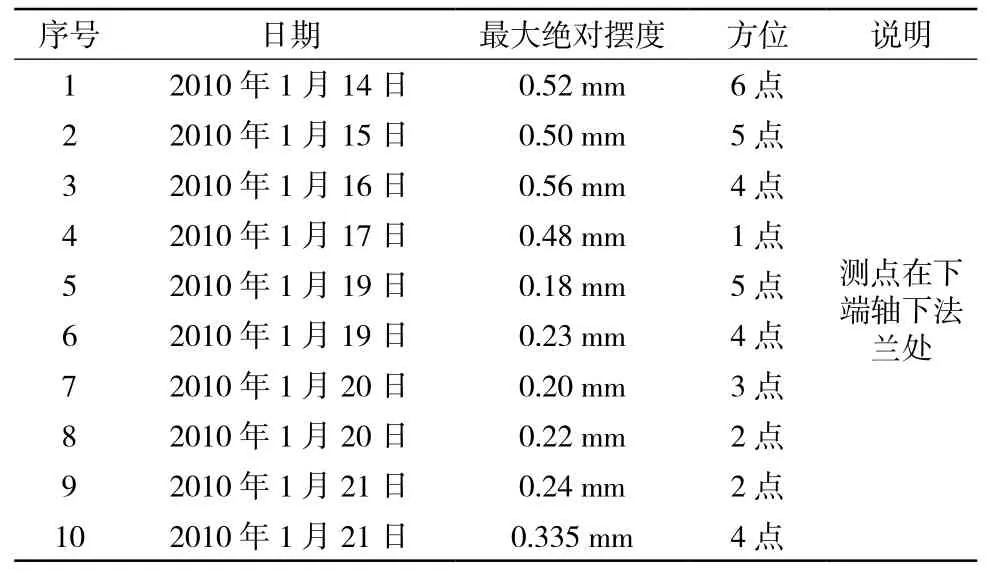
表2 发电机单独盘车摆度值变化情况
盘车数据始终无法达到设计要求。
4 原因分析
根据上述异常情况,我们对可能因素进行分析如下:
(1)盘车摆度较大的可能原因
1)轴心线与推力头下平面不垂直;
2)镜板上下平面不平行;
3)被外送加工过的推力头上平面未能达到设计要求,其一是不平度>0.02 mm;其二是与孔轴线垂直度超差。
根据以往经验,以上偏差均可利用刮削卡环的办法进行调整。
(2)首次盘车前检查了推力头与卡环之间无间隙,根据下端轴下法兰处最大摆度进行了研刮,继续盘车发现:
1)大轴摆度数据有变化,但变化无规律;
2)推力头与卡环之间产生了间隙。
推力头与卡环之间之所以产生间隙,分析推力头与主轴过盈量太大使得推力头与轴抱的太紧可能是其主要原因。
5号机测得过盈量与其他机组进行了比较,见表3。
厂家确认的瓶状轴加工直径为Φ870.15 mm,与设计图纸标示的Φ870 h7,即为明显不符(数据查找依据为《机械设计手册》),而且与其他各台机组比较其过盈量确是最大。

表3 5号机与其他机组过盈量对比表 单位:mm
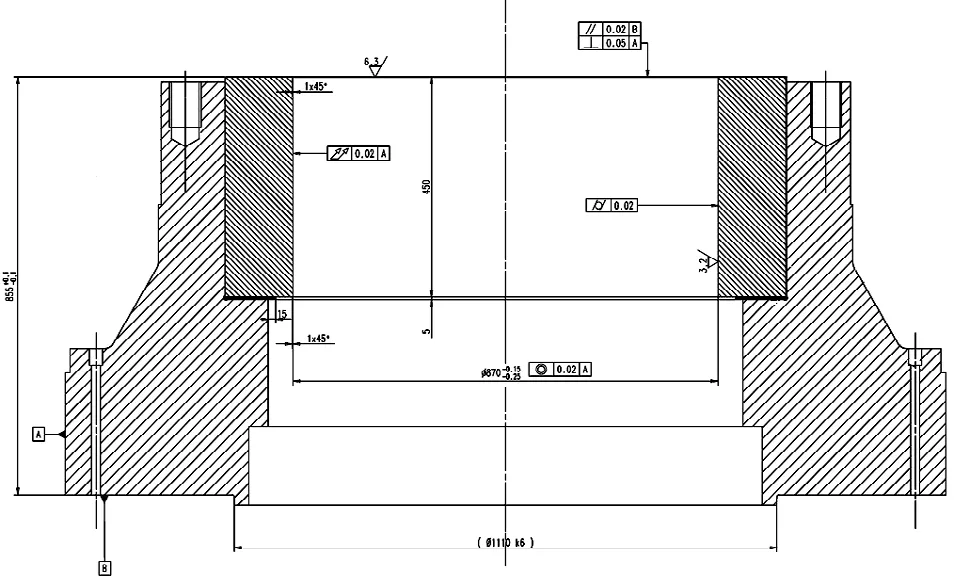
图3 推力头结构图
根据我们以往的实践经验及其他抽水蓄能电站实际控制尺寸,我们建议主轴的过盈量按0.10~0.15 mm控制为宜,即当主轴轴颈为Φ870.11 mm时,推力头内孔直径应控制在为宜,至多按控制。
(3)如若推力头外圆与内孔不同心,也会影响盘车测量及摆度的计算,如图4所示。
设推力头外圆与内孔(即主轴轴心)的偏心距为e,盘车时上导轴瓦在推力头的外圆上,这样,外圆之中心就成为盘车时主轴的旋转中心,而主轴中心则以偏心距e为半径绕外圆中心转动。偏心距e对法兰处所测的轴中心的摆度:
δ=σ+2e
式中:δ-法兰处全摆度测值;
σ-主轴轴线与推力头摩擦面不垂直造成的全摆度,也就是卡环刮磨的参照值。
因此,在计算卡环最大刮削量时,剔除偏心距e(或不同心度)的影响,其计算结果才是正确的。所以热套推力头之前,对推力头外圆与内孔的不同心度,或热套推力头之后,用测圆架检测推力头外圆与轴心的偏心距e,根据设计图纸及目前的加工工艺,个人认为出现此情况的可能不大,但在当时情况下,此种情况也在考虑范围内。
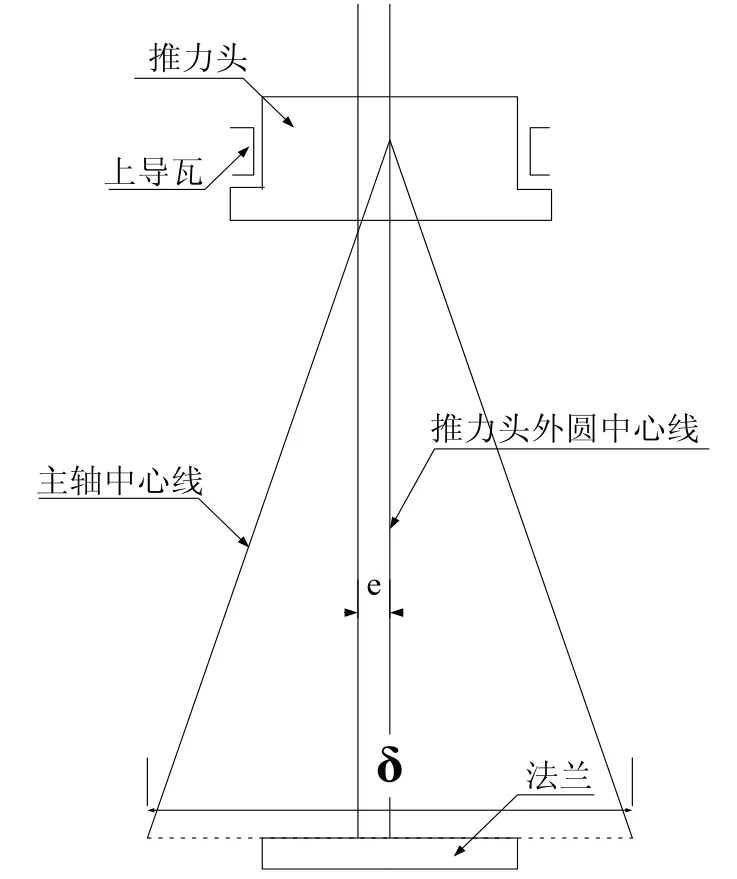
图4 推力头与主轴偏心图
(4)其他问题
1)卡环经多次刮磨,其上下平面的平面度已经与设计要求(图5)相去甚远,如若未进行高精度加工处理是难以再继续使用的。
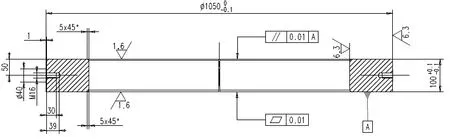
图5 卡环机构示意图
2)由于推力头与主轴存在过盈量,在刮磨卡环后应采取推力头加温未冷却的同时,即装入卡环并转换转子重量,使推力头上平面与卡环紧密接触无间隙,才可能收到纠正转动平面与轴线不垂直的效果。因此,推力头在热状态下的上平面不应阻碍卡环入槽。如若由于加工误差出现这种情况,应对推力头内孔下部(见图6之“B面”)进行切削加工。
3)当然,刮磨后卡环的局部高点也是一个可能影响盘车摆度的因素,必须严格执行每刮完一遍就重新涂一层蓝丹,用平板推磨检验并采用砂布、细油石磨平高点的工艺措施。
4)同时,我们还注意到,推力头与卡环接触的结合面加工十分粗糙(见图7(a)),需进行精磨达到与卡环相同的精度Δ1.6而不应是Δ6.3。
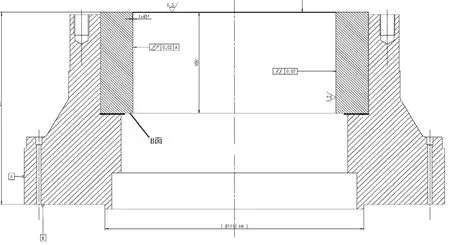
图6 推力头结构图
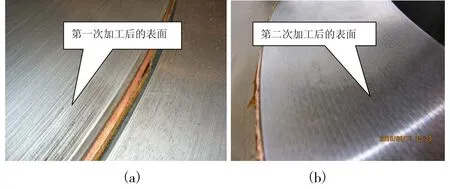
图7 推力头上平面两次加工对比
5 处理方法
根据5号机盘车情况推力头的相关尺寸进行了分析,最终确定的处理方案是对推力头与瓶状轴过盈配合的位置进行加工处理,同时对推力头上平面及卡环进行研磨加工,以满足相关的设计要求。加工后的推力头上平面精度满足 Δ1.6,(见图 7(b)),推力头与瓶状轴配合位置通过加工满足过盈配合要求,推力头内孔下部(见图6之“B面”)进行切削加工约1 mm,满足高度要求,卡环平面进行研磨处理。通过对几个关键部位的加工处理后,推力头顺利完成套装和盘车工作。
6 结论
惠蓄电站5号机推力头通过处理后盘车顺利完成,同时也验证了相关分析的必要性和正确性,目前惠蓄电站5号机组已投入商业运行,机组各工况运行良好。惠蓄电站5号机推力头的处理方案,为今后类似机组安装提供了宝贵的经验。