国内马铃薯全粉加工技术及应用研究进展
2019-05-31邓晓君杨炳南尹学清何江涛
邓晓君,杨炳南,尹学清,何江涛
(中国农业机械化科学研究院,北京 100000)
中国是世界马铃薯种植面积和总产最多的国家,自明末清初从南美洲引种过来,到现在已有400 多年的历史。但是受多种因素影响,我国对马铃薯的加工利用远远落后于发达国家。马铃薯全粉的生产历史起源于19世纪中叶,马铃薯全粉制品在20世纪30年代已成为欧美非常普遍的食品。20世纪40年代,受二战军需的拉动,马铃薯全粉的生产量在欧美有了极大的提高。20世纪50年代形成了目前广泛使用的带“预煮、冷却”工艺过程的生产工艺[1]。20世纪90年代以后,亚洲也形成了马铃薯的新兴市场[2]。
由于长期以来对马铃薯的认识不足,国内菜肴消费习惯及加工技术落后,我国对马铃薯的加工利用远远低于世界先进水平。我国在该领域的研究始于20世纪80年代[3]。1989年,我国首家马铃薯雪花全粉生产企业创立,其技术及设备从欧洲引进。我国马铃薯颗粒全粉生产企业从2000年左右起步。2002年,我国自主完成了技术先进的马铃薯颗粒全粉回填加工工艺及成套设备的研发及制造。2004年以后,我国的马铃薯加工行业进入迅速发展时期。借助复合薯片行业的发展,马铃薯全粉得到广泛应用,有力地促进了这一行业的发展[1]。2015年,农业部提出马铃薯主粮化战略,更是推动整个马铃薯产业的快速发展[4]。
1 马铃薯全粉概述
1.1 马铃薯全粉的营养
世界五大作物的营养成分对比见表1。
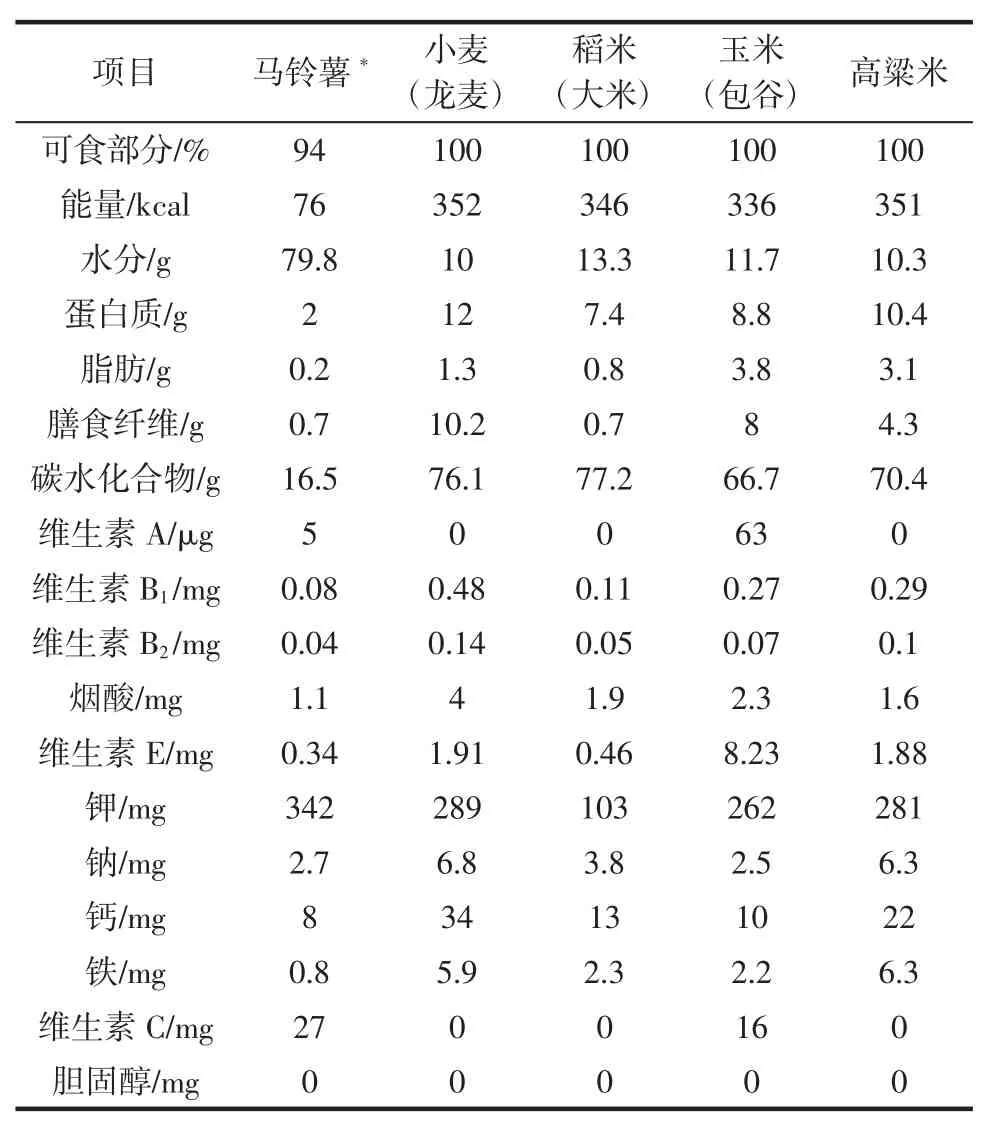
表1世界五大作物营养成分对比表Table 1 Comparison of nutrients in the world's five largest crops
从表1可以看出,马铃薯除具有与谷物相同水平的营养外,还富含维生素C 和大量的钾。此外,马铃薯中含有大量的膳食纤维,且脂肪含量极低,不含饱和脂肪酸和胆固醇,作为食品易于消化吸收,特别适宜儿童和老人食用。王春香等对小麦粉、马铃薯全粉以及混合粉的理化特性进行了测定[5],结果表明:马铃薯全粉水分含量很低,淀粉含量较高。
马铃薯全粉是脱水马铃薯制品中的一种。以新鲜马铃薯为原料,经清洗、去皮、挑选、切片、漂洗、预煮、冷却、蒸煮、制泥等工艺流程,脱水干燥而得的细颗粒状、片屑状或粉末状产品统称之为马铃薯全粉[6]。它涵盖了新鲜马铃薯块茎中除薯皮以外的全部干物质(淀粉、糖、蛋白质、脂肪、维生素、纤维、灰分、矿物质等)。由于在加工过程中采取了回填、调质、新型烘干等先进的生产工艺,保证了马铃薯块茎的组织细胞最大限度地不被破坏。因而马铃薯全粉在复水后可以呈现新鲜马铃薯块茎熟后捣成的泥状,并最大限度的保留了马铃薯的营养、风味和口感。
马铃薯全粉加工并未破坏植物细胞,营养全面,虽然干燥脱水,但经适当比例复水,即可重新获得新鲜的马铃薯泥,制品仍然保持了马铃薯天然的风味及固有的营养价值。正是由于这一点,从20世纪50年代起,欧美各国致力于研究马铃薯加工方式,积极开发马铃薯全粉产品,并迅速推广。马铃薯与马铃薯全粉成分对比见表2。
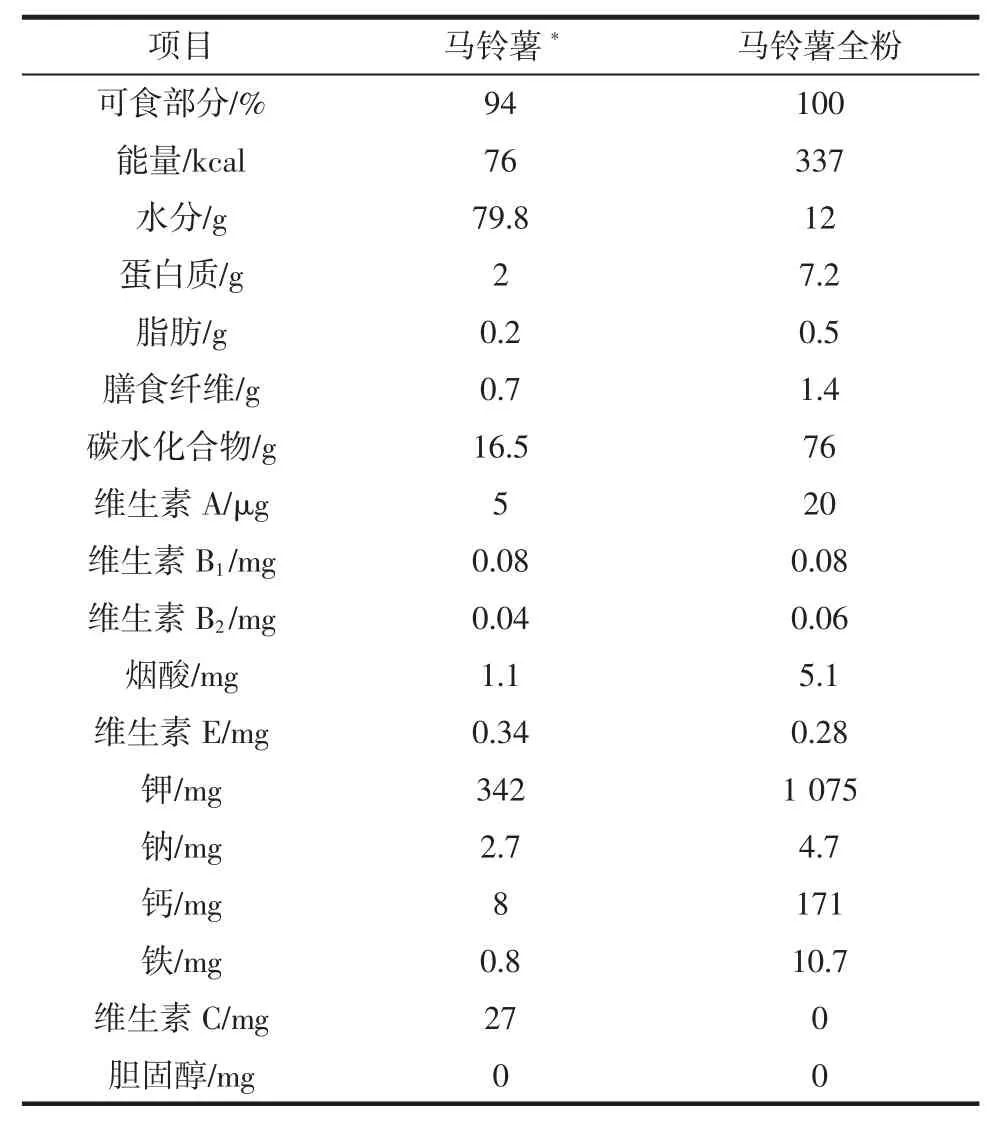
表2 马铃薯与马铃薯全粉营养成分对比表Table 2 Comparison of nutrient components between potato and dehydrated potato granules and flakes powder
1.2 马铃薯全粉的种类
由于脱水干燥的工艺不同,马铃薯全粉在名称、性质、使用方法上存在较大差异。以滚筒干燥工艺生产,厚度为 0.1 mm~0.25 mm、片径 3 mm~10 mm 大小的不规则片屑状马铃薯全粉,因其外观如雪花状,称为马铃薯雪花全粉(potato flakes),简称“雪花全粉”。以热气流干燥工艺生产,产品主要以马铃薯细胞单体颗粒或数个细胞的聚合体形态存在的粉末状马铃薯全粉,称为马铃薯颗粒全粉(potato granules),简称“颗粒全粉”。采用脱水马铃薯制品经粉碎而得的粉末状马铃薯全粉称之为马铃薯细粉(fine potato flour/powder),简称“细粉”。其中以雪花全粉和颗粒全粉的生产量最大,应用范围也最为广泛[6]。马铃薯雪花全粉和颗粒全粉的主要区别见表3。
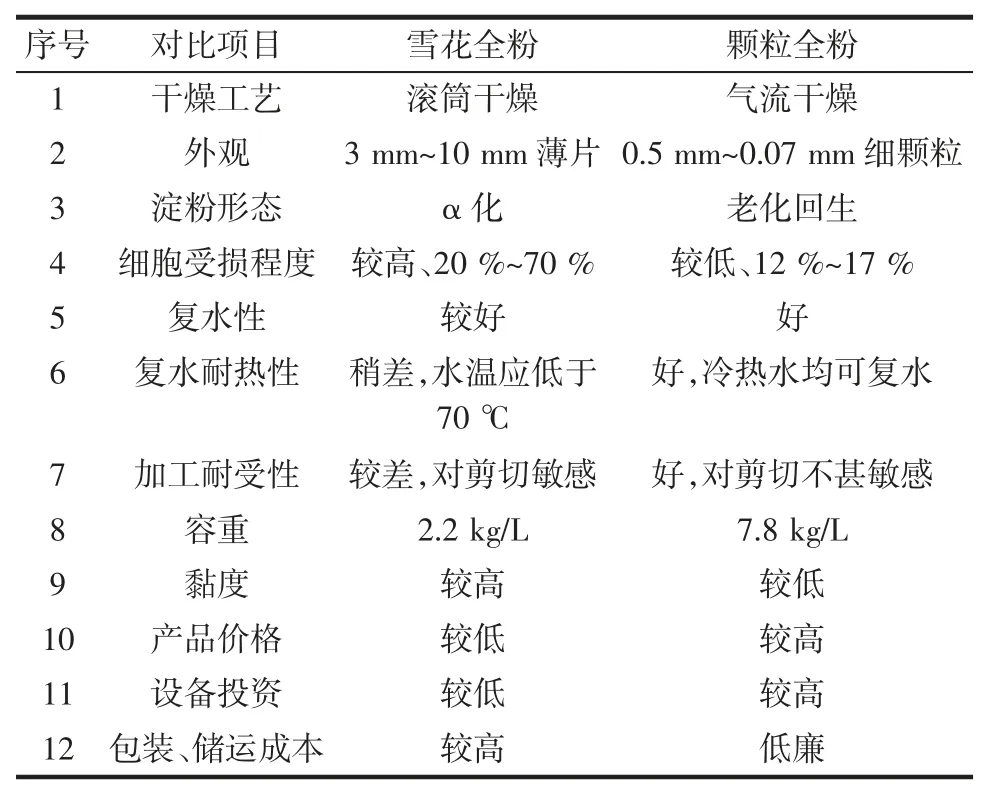
表3 马铃薯雪花全粉和马铃薯颗粒雪花全粉的对比表Table 3 Comparison of dehydrated potato granules power and dehydrated potato flakes powder
1.3 马铃薯全粉的用途
马铃薯全粉是重要的马铃薯深加工产品,主要是作为原辅材料加工制作马铃薯食品,是其他食品深加工的基础。马铃薯全粉的增稠性、成壳性、填充增量性、持油持水性等特性在速冻食品、方便食品、调理食品等的加工制造过程中有着广泛的应用。
马铃薯全粉在食品方面主要应用于两个方面:一是用作冲调马铃薯泥、马铃薯脆片等各种风味和各种营养强化的食品原料;二是作为食品添加剂在面包、蛋糕和月饼中使用,可改善其品质。用马铃薯全粉可加工出许多方便食品,它的可加工性远远优于鲜马铃薯原料,可制成各种形状,可添加各种调味和营养成分,制成各种休闲食品,故马铃薯全粉也可作为马铃薯食品的一种。李远恒等以马铃薯全粉、面粉、糖、植物黄油等为原料,添加绿茶粉,通过焙烤方式得到绿茶薯片,确定了产品的配方和加工工艺条件[7],产品评价为:结构有层次,外形平整,外观呈绿茶色泽,口感松脆,具有鲜明马铃薯产品风味和绿茶风味。
新鲜马铃薯块茎的长期保存已经成为世界难题,而马铃薯全粉不但储运安全,保质期较长,且贮藏储运成本远远低于新鲜马铃薯块茎。以马铃薯全粉代替新鲜马铃薯可以大大简化生产过程,提高作为原料的相对于新鲜马铃薯的标准化程度。马铃薯全粉被公认为是大规模转化、保存马铃薯块茎的有效途径。
2 马铃薯全粉加工技术
我国的马铃薯资源十分丰富,但由于长久以来人们对其营养价值、经济价值认识不足,以及加工方法单调等原因造成马铃薯加工技术的落后。据统计,全国每年大约有15%的马铃薯白白烂掉,造成巨大的经济损失。使马铃薯从廉价蔬菜地位提高到经济作物,从丰富的原材料转化为附加价值高的商品,关键在于对马铃薯进行科学合理的深加工,实现多次增值。
国外一些主要的马铃薯加工企业都是将马铃薯全粉加工与薯条加工结合起来进行。因为马铃薯薯条品质标准最重要的指标之一就是要求薯条有一定的长度(一般应≥50 mm),达不到该长度的薯条即为不合格产品,而生产过程中这类不合格薯条可达到20%~30%。为解决这一问题,国外马铃薯加工企业采取另建雪花全粉生产线的方案,将不合格薯条作为原料进行全粉生产,生产全粉带来的收益高于低价出售或处理不合格薯条。一般来说,加工马铃薯薯片和马铃薯薯条的原料是完全可以进行全粉生产的,而且全粉加工对块茎形态与大小的要求没有加工薯片和薯条严格。
2.1 马铃薯全粉加工工艺技术
马铃薯颗粒全粉的生产,特别强调保持薯体细胞的完整,采用气流/流化床干燥以及大量回填的工艺路线,让薯块在筛分过程中可以自然破碎成粉状。该工艺的特点是最大限度地保持马铃薯细胞组织的完整性,使细胞破碎率最小,游离淀粉释放量最少,颗粒全粉的成品黏度较低,保持马铃薯原有的风味和营养价值,颇受消费者欢迎。
在马铃薯雪花全粉的生产过程中,蒸煮、制泥工序仍有可能造成一定数量的细胞破裂,导致少量水溶性成分的流失,最终产品中也含有一定比例的游离淀粉,因此在后续加工时黏度较大,影响其风味和营养价值。但雪花全粉的工艺流程相对较短,能耗较低,在实际生产应用中仍具有广大的市场[8]。
由于马铃薯颗粒全粉的生产流程较长、能耗较高,设备投资偏大,生产成本略高于雪花全粉,因此国内的马铃薯复合薯片生产线一般将颗粒全粉和雪花全粉按一定配比配合使用。两者在市场上具有一定的互补性,在实际生产中应相辅相成。
2.2 马铃薯全粉技术标准
国内尚无马铃薯颗粒全粉、雪花全粉质量国家标准。童军茂等讨论过全粉产品的质量标准[9]。周明东等通过流变仪对马铃薯泥力学特性的测定,找到一种用仪器测定替代感官评价的方法[10]。冷明新等通过热抽提法测量马铃薯全粉的蓝值,从而测定游离淀粉的含量[11]。吕耀昌通过对比研究发现微波法可简单快速地测定马铃薯颗粒全粉加工中的水分含量[12]。指标参考国内外同类企业标准制定见表4。

表4 马铃薯全粉质量指标Table 4 Quality index of dehydrated potato granules and flakes powder
2.3 马铃薯全粉加工技术进展
近年来,国内外研究者对影响马铃薯全粉品质的因素进行了大量的研究。更多新兴的科研技术和手段投入到实际应用中,极大地加快了马铃薯全粉科学研究的步伐。
张岩等研究了单甘脂添加量对马铃薯全粉品质的影响[13],结果表明:添加单甘脂可以改善马铃薯全粉的品质,添加量应控制在0.5%左右。孟庆琰应用近红外光谱分析技术分别提取了马铃薯全粉的淀粉、还原糖、干物质和蛋白质的特征波长,为马铃薯全粉品质实现在线检测提供了参考[14]。何秋云研究了浸渍处理、厌-好氧交替处理、发芽处理以及冷冻处理对马铃薯中 γ-氨基丁酸(γ-aminobutyric acid,GABA)含量的影响,为富含GABA 的马铃薯制品的开发与研究提供了理论基础[15]。吴卫国等比较了在相同马铃薯品种的情况下,制片、制泥和微波工艺对马铃薯颗粒全粉品质的影响[16],结果表明:不同加工工艺与颗粒全粉品质指标存在密切的关联性。在马铃薯品种相同的情况下,马铃薯颗粒全粉碘蓝值大小顺序为:制片工艺〉微波工艺〉制泥工艺。
2.3.1 还原糖含量测定技术进展
目前,我国尚无适用于加工全粉用的优质马铃薯品种,现有的品种往往在储藏后期出现还原糖含量上升较高的情况。由于高还原糖含量会造成全粉加工产品极易褐变,从而直接影响到马铃薯全粉的应用前景和市场竞争力,全粉产品中还原糖含量的测定就成为非常重要的研究热点。
王常青等研究用葡萄糖氧化酶法降低马铃薯颗粒全粉还原糖含量[17],结果表明:在控制水分在50%~60%,酸度为35,温度为39℃时,可有效降低全粉中葡萄糖和还原糖含量。董小玲等采用小波压缩算法结合近红外光谱技术,实现了马铃薯全粉还原糖含量的快速检测,并为其他农产品近红外光谱数据有效降维提供了参考依据[18]。王影影等将电化学法应用于马铃薯全粉中还原糖的测定,并与3,5-二硝基水杨酸比色法比较[19],结果表明电化学法的准确度和精密度更高,且具有简单快速、灵敏度高的优点。张小燕等以近红外光谱为基础,通过主成分分析筛选出水分、还原糖、淀粉、蛋白质4个指标,同时利用偏最小二乘回归方法建立4种成分的预测模型[20]。
2.3.2 马铃薯全粉干燥技术进展
马铃薯全粉产品中水分含量对于产品品质非常重要,直接影响产品的感官评价及后续的运输储藏。国内外学者对于马铃薯全粉的干燥技术进行了大量研究。
张岩等采用不同的干燥方法对马铃薯全粉进行了试验研究[21],结果表明:对流干燥所得的产品品质比气流干燥、烘箱干燥、滚筒干燥的效果更好。杨薇等研究热风干燥温度和切片厚度对马铃薯干燥特性及对马铃薯颗粒全粉堆积密度、水合能力的影响[3],结果表明:全粉堆积密度随干燥温度升高而增大,水合能力随干燥温度的提高而有一定的提高。姜凌燕比较了热风加热、微波加热和微波真空加热3种干燥方式[22],结果表明:微波真空干燥技术可有效改善马铃薯全粉样品感官品质和吸水、吸油能力。王常青研究了微波干燥条件对马铃薯颗粒全粉水分含量、白度、VC含量的影响[23],结果发现:微波干燥温度与产品水分、VC含量均成二元函数关系。尽管干燥温度越高,产品中VC破坏率越高,白度越低,但是微波干燥的产品品质明显优于热风干燥,全粉的VC含量和白度高于热风干燥,SO2残留量含量低于热风干燥。
2.3.3 马铃薯全粉品质控制技术进展
国内企业生产的马铃薯全粉多因品种和工艺问题而影响产品感官评价和品质及营养价值,有的工艺如增白又容易造成SO2残留量过高,影响风味和安全性。如何在保证产量和生产效率的同时确保全粉产品的外观和品质达标,引起了很多从业者的注意。
王常青研究分析与SO2残留量有关的生产工艺条件,以减少生产过程中残留的SO2[24],结果表明:通过控制亚硫酸盐护色液浓度、护色时间、蒸煮时间和蒸煮温度等工艺条件,可以有效的控制马铃薯全粉中的SO2残留量,为全粉的品质控制提供依据。在相关生产试验中,在护色液浓度0.12%、护色5 min,104℃蒸煮45 min 的工艺条件下,得到了SO2残留量0.002 6%的马铃薯全粉,且白度与进口产品相近。潘锋等研究生产马铃薯颗粒全粉的生产工艺和质量指标[25],试验发现在90℃下蒸煮时间20 min 产品品质较好,马铃薯全粉中指标要求营养成分破坏小,游离淀粉率低。而且干燥方式对产品品质有重要的影响,采用电恒温鼓风干燥箱在60℃干燥12 h,得到的产品品质最好。何贤用等研究了马铃薯全粉产品的品质与生产控制的关系[26],证明采用回填、调质等工序处理,能更好地保全马铃薯的风味物质和营养成分。徐坤等探讨了马铃薯全粉的生产工艺、质量指标及质量控制措施[27],结果表明:要防止采用发芽、变绿的马铃薯作加工原料,新鲜的马铃薯应堆放在阴凉、干燥、通风的室内。为了防止全粉制作的薯片变色和焦化,应控制干制机逆流隧道的温度,不宜过高。孙平等对马铃薯全粉加工过程中的护色条件和护色剂用量进行了分析研究[28],结果表明:最佳护色条件为,热烫时间2 min,护色温度70℃,护色时间20 min;以0.10 %VC、0.30 %植酸、0.40 %柠檬酸、0.35%L-半胱氨酸作为复合护色剂可有效地抑制马铃薯全粉加工过程中的褐变。潘锋等考察了物理和化学方法对褐变的抑制情况[29],结果表明:去皮后的护色效果要优于未去皮的马铃薯;马铃薯切片在5 mm~8 mm 时,浸泡于浓度为0.8%的VC液中10 min 护色效果最好。
3 我国马铃薯全粉加工行业分析
在国家战略的推动下,马铃薯深加工行业尤其是马铃薯全粉加工行业发展较快,各地新建了一大批全粉生产线和设备。但在实际生产中,产业发展也遇到了一些困难和问题,值得引起业界各方的关注。
3.1 发展加工专用薯
马铃薯全粉的生产需要特殊的马铃薯品种,对原料的品质和贮存时间均有一定的要求。目前我国马铃薯种植业在专用马铃薯的育种研发及收获、运输、储藏等环节还不能适应马铃薯全粉行业快速发展的步伐,部分面向高端产品的马铃薯全粉生产企业仍需依靠进口原料。在马铃薯的原料供应上,依然存在着生产水平低、质量差、效率低及品种缺乏等问题。岳静等以4种马铃薯为对象制成全粉,分别考察其基本组分及理化特性,为新产品配方的合理设计提供一定依据[30]。廖文华等对于西藏地区全粉加工型马铃薯品种“青薯9号”的引进筛选过程进行的描述[31],证明选择适用于特定地区全粉加工的马铃薯品种需要长时间的试验示范和大量的总结工作。吴卫国等以3个马铃薯主要品种(大西洋、紫花白、克新四号)为原料[16],研究不同马铃薯品种特性对于颗粒全粉品质的影响,结果表明:马铃薯的原料特性对于颗粒全粉品质有着密切的关联性。相同加工工艺条件下,马铃薯颗粒全粉碘蓝值和吸水力大小顺序为紫花白〉大西洋〉克新四号。文国宏等针对甘肃省缺乏马铃薯加工专用型品种的问题,积极开展相关育种,选育出淀粉与全粉加工兼用型马铃薯新品种陇薯6号(原代号J9408-10)[32]。该品种具有高产、抗病、低还原糖、高淀粉、适应范围广等优点,其育种和生产试验、示范过程值得借鉴推广。
3.2 改进生产管理方法
马铃薯加工普遍存在着产品增值率低、加工利用水平低及产业链条短等问题。部分地区产业化基地建设薄弱,产品安全状况堪忧。随着产业规模的不断扩大,行业竞争会愈加激烈。借助于国家智能制造工业4.0 的政策引领,企业需要把生产管理方法由粗放式向精细化转变,修炼“内功”,不断提高在产品质量、价格、成本等方面的竞争力。
3.3 指导市场应用广度
马铃薯全粉行业曾经历了供不应求的阶段,目前由于国家政策的影响,掀起了又一股蓬勃发展的热潮。但仍需避免生产过剩,供过于求。需要积极开发马铃薯全粉的新市场和新用途,并大力拓展国际市场,让国产马铃薯全粉用的好,用的广,让深加工产品“走出去”。
3.4 合理控制投资规模
投资规模的控制十分重要。我国马铃薯全粉年产能接近30 万吨,实际加工量10 万吨左右,虽然说有品种及贮期制约,每年仍需进口,但真正看行业情况,主要是全粉用途没有做到真正发挥,用其做主食,受到加工成本因素制约,短期内在未有其他成熟应用条件下,慎扩大生产规模。企业往往会选择价格昂贵的进口设备,这一点需要关注。实践证明,国产自主设备同样能够达到国外先进产品的技术水平,且具有较高的性价比,大大缩短投资回报周期,提高回报率。随着市场愈发成熟,企业应当理性地选择投资方式和规模,防止因投资过大而导致经营亏损。
4 对马铃薯全粉行业的展望
马铃薯“主食化”国家战略的进行极大地推动了马铃薯全粉行业的发展,马铃薯全产业链的发展迎来了新的春天。可以预见的是,在不久的未来,随着资本的不断涌入,各地会上马一大批马铃薯全粉的生产线和设备。同时,我国的马铃薯主产区主要集中在老、少、边、穷和欠发达地区,这些蓬勃兴起的马铃薯加工企业,在提供优质原料的同时,也成为了这些贫困、欠发达地区的支柱性龙头企业,有效提高了农业综合经济效益,增加农民收入和地方财政收入,在扩大农村和城镇就业等方面发挥着重要作用。
但需要从业人员注意的是,马铃薯全粉的生产仍属于传统制造业的范畴。多数情况是存在着技术水平落后、市场难拓展、生产运营粗放等问题。马铃薯全粉企业需要着力在技术创新和市场应用开发方面下功夫,保持生产经营的长盛不衰。
在技术创新方面,企业应顺应全球马铃薯产业大发展的趋势,借助国家马铃薯“主食化”的东风,合理利用资本。一是要积极开展适合高品质马铃薯全粉生产所需的马铃薯品种研究,在育种、种植、收获、运输等各个环节加以技术革新。二是要对现有的马铃薯生产工艺进行再次优化设计,改良生产线和相关设备,以保障全粉质量为首要目标,在提高马铃薯利用率的同时降低生产能耗,减少废弃物的排放。三是改进企业管理模式和加强产业链延伸管理,充分发展马铃薯全粉加工产业,提高企业在市场上的竞争力。
在市场开发方面,企业须做到拓展马铃薯全粉应用领域和开拓市场同时进行。首先,受限于人们对马铃薯化学成分和营养价值的认知不足,而且时间尚短,马铃薯全粉距离像稻米、小麦、玉米那样作为主食走进千家万户仍需较长时间和努力;马铃薯全粉仍然有极大的潜力可供发掘。突破现有的食品种类,开发与三大主食相媲美甚至马铃薯全粉独有的食品,成为广大从业者提高自身竞争力的努力方向。其次,我们必须积极进入国际市场,借助于原材料丰富与劳动力成本低的优势,马铃薯全粉行业在不久的将来也会面临供过于求的局面,当然对于企业来说,走出国门意味着必须同时修炼好“内功”和“外功”,才能在竞争更加激烈的国际市场站稳脚跟,走的更远。
马铃薯相关企业应抓住马铃薯“主食化”这一战略机遇,加快企业转型升级,促进科技创新,发展全面科学的马铃薯加工产业体系,共同建立健康发展的长效机制,为保障人民食品安全,满足多样化的消费需求贡献力量。
