Research on vacuum drying process and internal heat conduction of Li-ion battery core
2019-05-28ZhoJingFnghuZhoYumingGunZizhenQiu
Zho Jing, Fnghu Zho, Yuming Gun,*, Zizhen Qiu
a School of Mechanical Engineering, Hebei University of Technology, Tianjin 300130, China
b China Information Center for Lithium Energy Battery Equipment, Hebei University of Technology, Tianjin 300130, China
Keywords:Heat and mass transfer Vacuum drying Li-ion battery CFD
A B S T R A C T In this research, an innovative cylindrical automatic battery core oven was designed to avoid the structural deformation that frequently occurs in traditional ovens. The oven could be automatically connected with the electrolyte injection process after baking, achieving improvement in a battery's baking consistency. This contributed to the feasibility of studying the internal heat conduction process of batch battery cores during actual baking processes. A mathematical model of a certain plate battery cell during the baking process was established. The simulation results of the temperature change inside the battery core during the baking process were consistent with the calculation results of the mathematical model. The temperature distribution at each point inside the battery core could be fitted through the thermal conductivity at different temperatures and the temperature distribution between the layers of the battery core.Finally, based on the thermodynamic balance energy conservation method, the relationship between the temperature change inside the battery core and the entire baking process was established. A feasible algorithm for studying the thermal conduction of complex material and internal structure objects in the baking process was obtained.
Currently, lithium and lithium energy devices play an increasingly important role in people's lives, which has led to a rising demand for Li-ion batteries. In the Li-ion battery production process, after the positive and negative electrodes are rollwrapped into the lithium core shell, the Li-ion battery core groups are baked and dried. Moisture is widely accepted to have the largest impact on the performance of Li-ion batteries; hence,it is necessary to remove the moisture inside the Li-ion battery cores before electrolyte injection, or the performance of the Liion battery will be adversely impacted.
Some scholars studied the moisture drying process of wheat kernels and grapes by establishing mathematical models and using magnetic resonance imaging (MRI) [1-3]. The requirements for moisture content detection in this type of food are generally low. Based on the change and trend of food mass before and after baking, the roasting effect can be determined [4]. However,there is a difference in the detection of the baking effect between the Li-ion battery core and the rest of the materials. The volume of objects with more moisture content will be reduced due to the evaporation of internal water [5, 6]. In addition, the internal moisture content of the battery core is much lower at the beginning, which is commonly expressed by the dew point temperature for the detection of moisture content.
Although there are a wide variety of drying ovens for battery cores at present, they have not been designed to address problems such as the drying characteristics of the battery core and the detection of moisture removal. There is little research on the mechanism of moisture drying of the battery core. In the baking process of the battery core, the volume remains the same, and the mass change is minimal. The evaluation of the baking effect cannot be determined by the mass change in the battery core before and after baking. Although the mass can be obtained, the measurement of the mass after baking is highly susceptible to errors caused by the secondary pollution by the surrounding water and impurities to the battery core. At present, there is no re-search on the vacuum drying system for Li-ion battery cores.Most studies focus on the development and preparation of positive and negative electrode materials [7-9] as well as the analysis of electrolyte performance [10]. As far as manufacturing is concerned, these studies are mainly concentrated in the manufacturing process and optimization of positive and negative electrodes in various types. In terms of baking effects [11], only the impacts of different temperatures and times on the baking effect and the impacts of temperature on the chemical properties of the Li-ion battery core have been studied [12].
Square battery core vacuum ovens are used in most cases at present, which often lead to rigid deformation of the oven walls due to the extremely low vacuum environment required for the drying of the battery core and the large pressure difference with the outside [13], as shown in Fig. 1. This deformation directly impacts the trays inside the oven so that they deform as well. This may not only affect the oven baking effect but also cause the centre of gravity of the moisture inside the battery core to tilt.These conditions are not favourable to the moisture removal effect of the battery core.
Based on requirements for battery performance and production, it is necessary to create a high-vacuum, low-dew-point and high-uniformity environment for the drying of battery cores.This endeavour will help to improve the battery power density,internal resistance, high-frequency characteristics, service life and other technical indicators, thus ensuring the safety and consistency of Li-ion batteries. For this reason, a cylindrical baking oven was designed in this study [14, 15].

Fig. 1. Internal deformation of a square baking oven for the battery core
The circular oven could reduce the structural deformation of the oven to a large extent. Grouped battery cores were placed in a handcart and equipped with a travel mechanism to automatically move the handcart into and out of the oven. The baking production line of the battery core is shown in Fig. 2, which consisted of two cylindrical ovens.
The handcart travel mechanism transported the battery cores before and after the baking process and carried out the baking work through the separate vacuum pipeline and hot nitrogen gas flow pipeline in the oven. The cost is less than microwave heating and far-infrared heating [16, 17]. After the baking was completed, the process moved to directly filling the battery core with the electrolyte. This production line was connected with the process before and after drying the battery core. It avoided the re-pollution of the battery core during transport by external water and impurities, saved the manual work of moving the battery core and improved the production efficiency.
In the designed battery core baking process, the battery cores were contained in handcarts and isolated by blocks on the handcart board, with little contact between the battery core and the handcart. All the battery cores were on the central axis of the nitrogen circulation pipeline, avoiding the absolute difference in drying effect caused by different spatial positions of the traditional oven battery cores relative to the oven. Meanwhile, there was a certain distance from the handcart to the oven wall in case of secondary moisture adhering to the interior of the adjacent battery core. The moisture was removed from the battery core during the traditional baking process. Moreover, the separation between the battery cores and the trays in the conventional oven enabled the internal heat conduction of the battery core when heated to be conveniently calculated. Hydraulic and electrical systems may become damaged by the environment inside the oven, and their external circuits also impact the tightness of the oven. Therefore, unlike conventional mobile devices, the handcart was installed with rotary hooks and fixed hooks at the bottom, which connected the handcarts inside the oven. The handcarts were pulled out of the outlet port by the handcart travel mechanism and then separated from each other with stoppers.The handcart structure is shown in Fig. 3.
During the baking process, the air inside the oven was discharged through the vacuum pipeline to create a vacuum environment inside the oven. Then, hot nitrogen was sprayed through the nitrogen circulation pipeline to bake the battery cores. During this period, the side port and the glove box could be used for manual inspection of the battery core and the monitoring of the working process in the oven at any time.
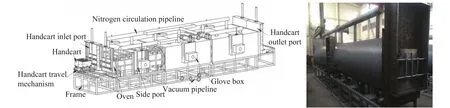
Fig. 2. Schematic of the battery baking production line structure and physical features
The drying process of the Li-ion battery core is different from that of its internal positive and negative electrodes. The positive and negative electrodes are dried separately; the material properties are consistent when the electrodes are dried in groups. In addition, because the electrode is extremely thin, its heat conduction effect in the process of moisture removal can be ignored.This is not the case for the drying of the battery core, in which the battery core is wrapped by the core shell, and the positive and negative electrodes inside are wound around each other with a filled separator between them. The thicknesses of the positive and negative electrodes are different from that of the separator. Therefore, it is meaningful to study the heat conduction inside the battery core.
The principle of removing moisture from the battery core is depicted as follows: high-temperature air drying is performed in a clean environment; the reduction of moisture evaporation temperature is realized in a low-pressure vacuum environment.Nitrogen is an inert gas that does not produce any chemical reaction but only serves as a carrier for temperature propagation.On the one hand, hot nitrogen gas carries water vapor through the opening at the upper end of the battery core; on the other hand, heat conduction is carried out on the remaining five surfaces of the battery core, from the core shell to the interior. Since the positive and negative electrodes, as well as the separator inside the battery core, are compacted by composite materials, the compaction density, specific heat capacity, initial thermal conductivity and other parameters of each material need to be measured. According to the one-dimensional Fourier heat conduction law, the steady-state method was used to measure the coefficients. The test method is shown in Fig. 4.
The electrodes or separator to be tested were heat-compensated between the heat insulating plates. To prevent the test accuracy from being impacted by the edge heat leaks, the temperature value collected at the centre of the measured material was used. The property calculation processes of the tested materials are shown in Fig. 5.
The heat absorption Q and the temperature changeof the test material were measured. Based on the following formula
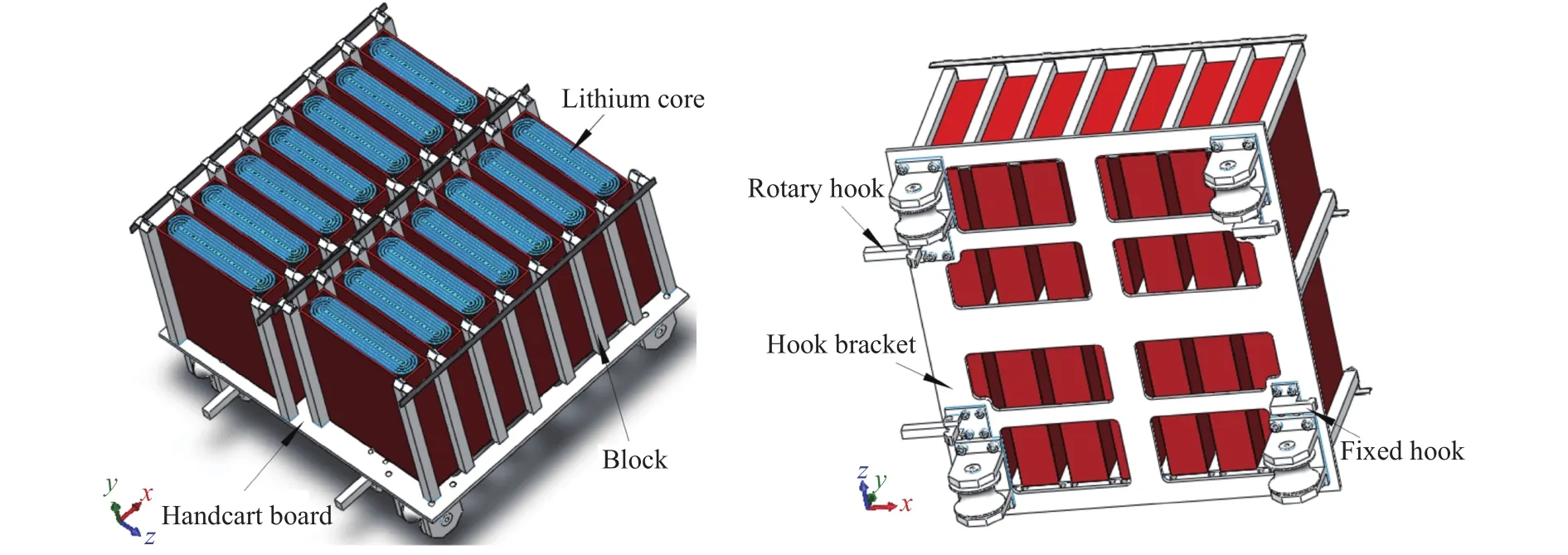
Fig. 3. Schematic of handcart structure and battery core loading position
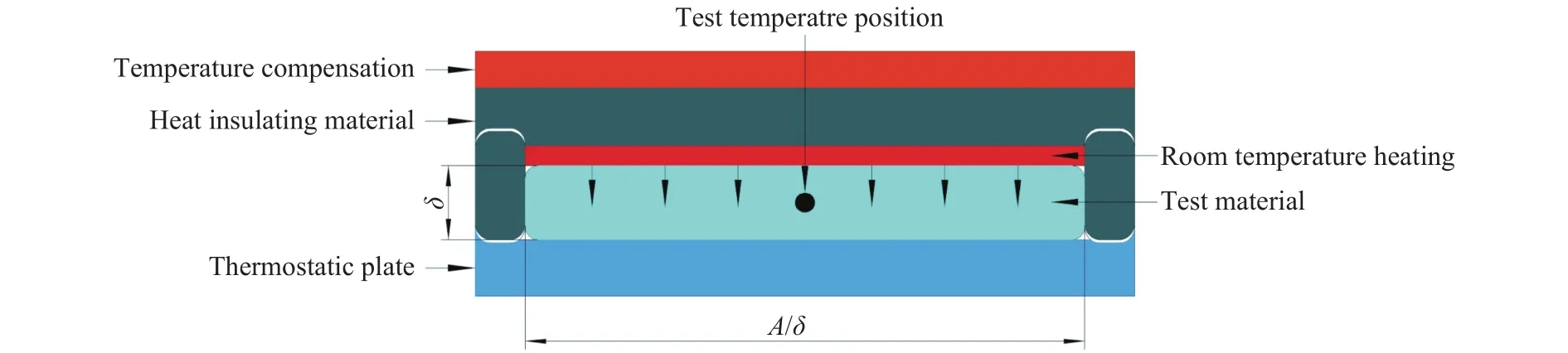
Fig. 4. Schematic test method

Fig. 5. Flow chart for calculation of various properties of materials

The initial thermal conductivity of each material could be obtained. The material properties and nomenclatures are shown in Table 1.
According to the winding relationship of the materials inside the battery core, the positive and negative electrodes and the separator were laminated in a crossed manner and placed into the battery core shell. Taking a square Li-ion battery core as an example, a cross-sectional diagram of the battery core is shown in Fig. 6.
To facilitate the study, according to the winding relationship,the contact relationship of each material was divided into two categories: horizontal contact and circular contact. The former existed in the place between the materials; the latter was in the left and right positions. At the four corners, cavities formed between the battery core shell and the circular contact with the materials. The heat conduction relationship between batterycore temperature and time was performed in 5 directions shown as a, b, c, d and e. The number of positions analysed by each party was determined by the number of laminations, all of which were 29.
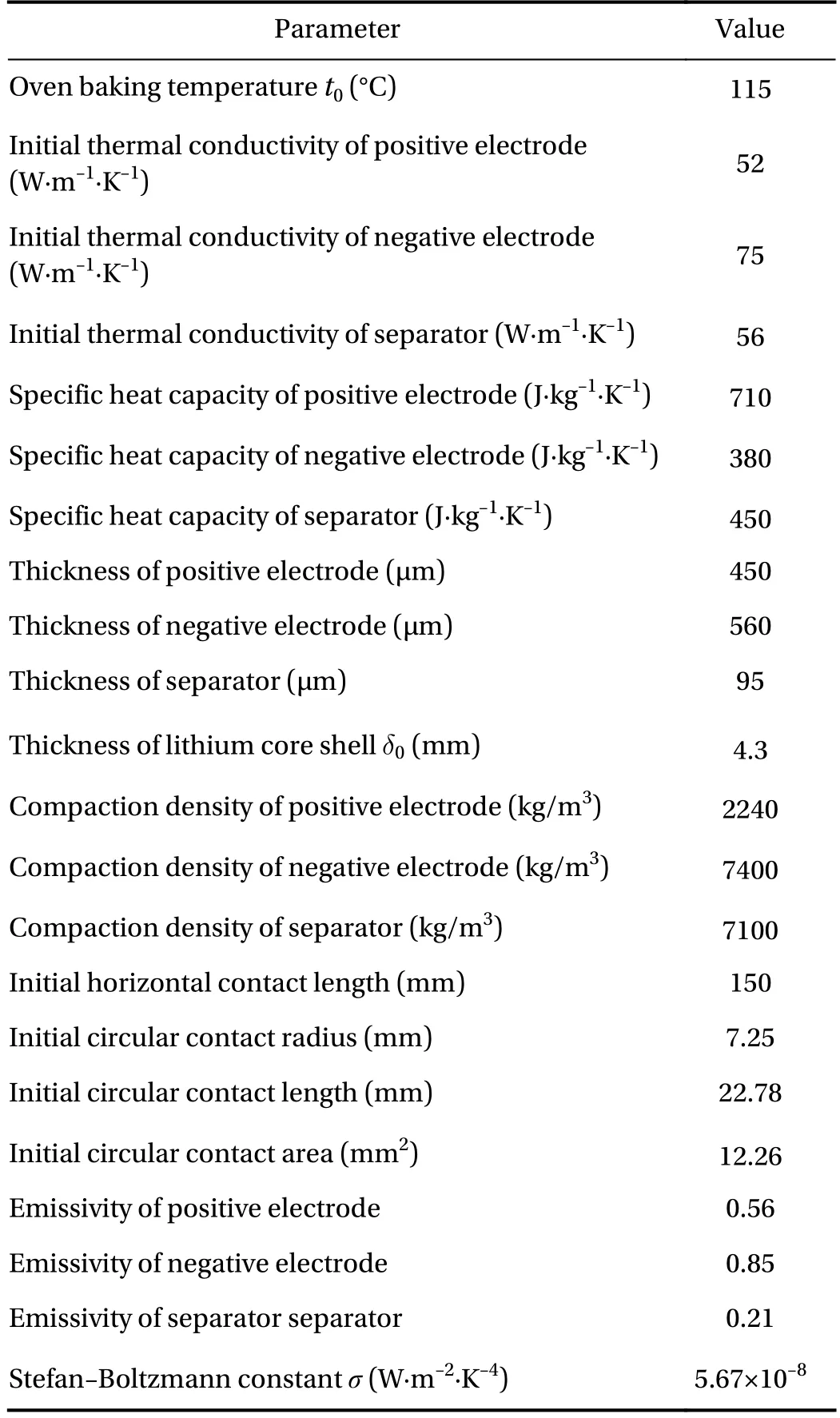
Table 1 Parameters used in the the study
In terms of the horizontal contact between the materials, the external high temperature was directly conducted to the inside of the battery core through the core shell [18, 19]. The heat transfer process is described as follows: the thermal fluid, the battery core shell, the horizontal contact with the high temperature section, the horizontal contact with the low temperature section.The initial heat flux q0of hot nitrogen on the battery cores shell was 81.9 W/(m2·K4), and the wall thicknessof the battery core shell was 4.3 mm.
Caused by horizontal contact, the temperature of the first layer in the battery core closest to the core shell was represented by t1; that of the second layer was t2, and so on. The heat flux density from the first layer to the second layer was q1; that from the second layer to the third layer was q2, and so on. From the boundary conditions and the governing equation [20], the temperature relationship and the heat flux of the contact positions between the layers caused by the horizontal contact could be calculated [21]
The heat transfer effect of the circular contact of the layers was complicated. The heat transfer process is presented as follows: the thermal fluid, the battery shell, the battery core cavity,the circular contact with the high temperature section, the circular contact with the low temperature section. In this case, the heat flow acting on the core shell was conducted to the inside of the battery core through heat radiation. The transfer process of thermal radiation required no intermediate medium, and the radiation energy transfer was most effective in the vacuum environment. As a result, its radiation heat could not be ignored.
Fig. 6. Cross-sectional diagram of battery core structure and temperature detection position
The conversion of the radiative heat was implemented with the heat absorption by the battery core until the temperature of the battery core was in dynamic equilibrium with the external heat of radiant heat. First, the initial temperature of heat conduction through the battery core to the circular contact part through the cavities was calculated. That was the positional temperature T1of the first layer closest to the battery core shell. The core winding radius in the first layer closest to the core shell was represented as r1. When only the radiant heat flow was received(no other heat source), the temperature was calculated as

The heat flux from the first layer to the second layer was represented as Q1, and so on. The temperature relationship and the heat flux of the contact positions between the layers caused by the circular contact could be calculated based on the boundary conditions and the governing equation
With the constant updating of Li-ion battery technology and products, the parameters of the battery cores produced by different suppliers are subject to a wide range. Past research data provide no relevant high value. The accuracy of the working time and process mechanism in the actual battery core drying process is increasingly low. The mechanism of drying the battery core cannot be separated from the simulation analysis, which may effectively save the time of system thermal analysis, reduce design risk, and visualize the mechanism process to a larger degree.
Based on past experience, some fluctuations may occur in the three-dimensional (3D) simulation results [22], indicating the impact of the cell structure. The complex physical property parameters or the irregular geometric characteristics may lead to poor adaptability and cumbersome work flow. The process is prone to errors and omissions. Compared to the three-dimensional field, under the two-dimensional conditions, the slope theories are relatively mature, simple and practical in engineering.
According to the structure of the battery core and the actual baking work, under the two-dimensional condition, the temperature change of the battery core caused by the heat conduction from the heating of the hot nitrogen gas could be studied. The assumption was made as follows: the drop in temperature caused by evaporation of the moisture of the internal battery core was ignored; the hot nitrogen gas continued to act on the outer surface of the battery core shell. In other words, the heat source inside the oven was stable, and the temperature of the heat source did not change with time. The temperature distributions of battery cores at three time periods in the simulation were selected, as shown in Fig. 7.
The results showed that at the beginning of baking, heat began to be conducted in the outermost layer of the battery core,with uniform conduction heat. The internal temperature gradually increased during the gradual heat transfer to the inside, and the outermost temperature was always maintained at the initial baking temperature t0. The thermal diffusion effect at the position where the horizontal contact and the circular contact were combined was stronger than that of the horizontal contact position. This was because the battery core in the former position was affected not only by the heat radiation but also by the heat transfer from the adjacent horizontal contacts.
The thermal conductivity of the materials changed linearly with temperature [2, 23]. The temperature change rate kiof each material at different temperatures could be obtained from the temperature change rate of each layer in the simulation results.Through the integration of the boundary conditions and the control equations of each layer in the battery core, the temperature distribution f (K) of the battery cores at any point in the baking process was obtained
where Ki= ti+Tiis the total temperature of the i-th layer.
The analysis of the heat balance caused by the baking process of the internal battery core is of great significance to the heat transfer process between materials and the control of baking time [24]. The calculation of the thermal radiation received by the battery core in the circular contact part obeyed the Stefan–Boltzmann law. As the blackness of battery core materials must be less than 1, the emissivitywas introduced. The solution to the thermal problem was equal to the sum of heat conduction and the internal heat conduction solution at the part of the contact with the circular contact of the battery core.
The increased heat flows from the horizontal contact section of the battery core during the baking process and the circular contact section are
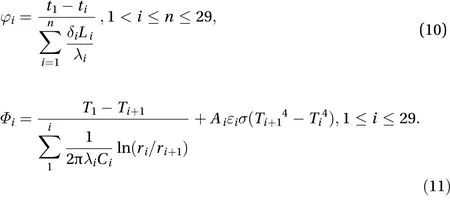
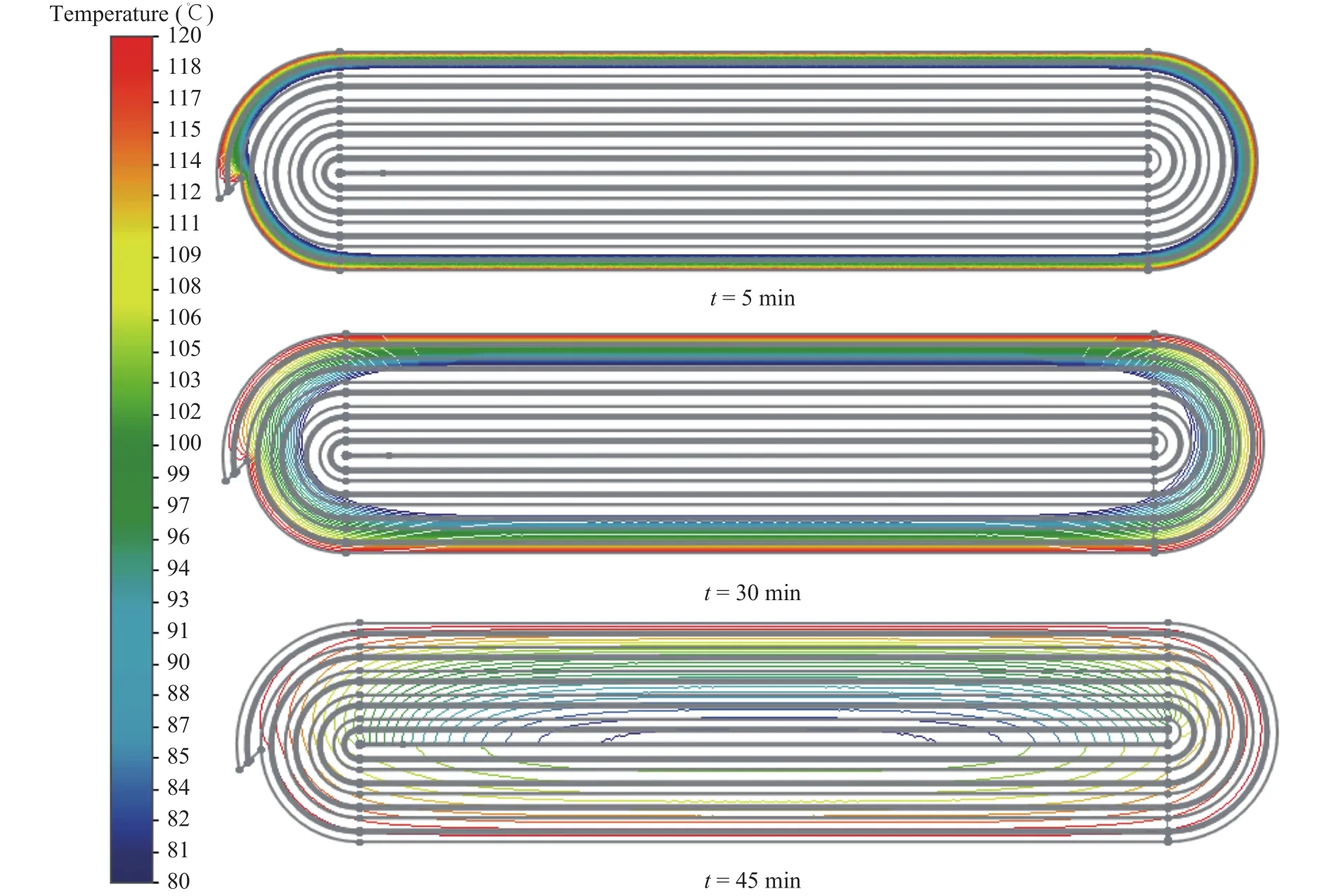
Fig. 7. Simulation results of the battery core temperature distribution
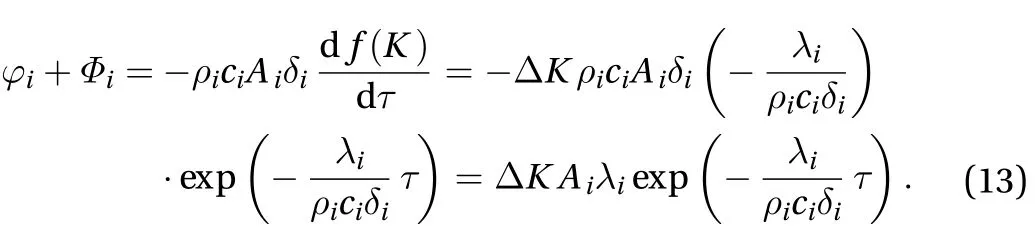
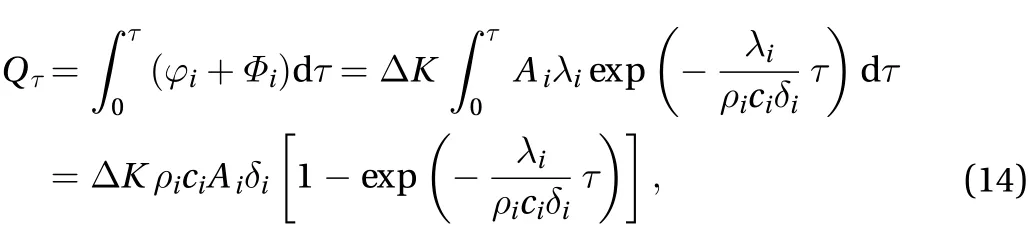
Based on the energy conservation relationship, a certain element of the battery core possessed the following thermal equilibrium relationship in a certain period of time: the heat generated by the heat source in the element plus the total heat introduced into the element equal the total heat of the derived element plus the increased thermodynamic energy of the element.Bringing this result into the thermodynamic equilibrium energy conservation equation, after simplification, we can obtain the relationship between the internal battery core temperature change and heat conduction

When the thermal conduction coefficient changed linearly with temperature, the temperature between the various layers of the battery core actually presented a quadratic curve. After curve fitting, the heat distribution in the five directions of the battery core and the increase in the heat flux at each point by the circular contact and the horizontal contact were obtained as shown in Fig. 8.
The internal temperature at different times of the baking process was detected, and the battery was removed from the handcart to the inside of the glove box. The thermal imager was used to measure the temperature distribution of the cross section in the battery core. Although the thermal imager has fixed specifications and electrical parameters, it cannot guarantee that the electro-motive force (EMF) output from the thermal imager matches the real temperature. To make the temperature measured by the thermal imager accord with the real temperature and reduce the error of the entire temperature measuring system, it is necessary to use the standard temperature to correct the measured temperature. The thermal imager is used to detect the temperature at 115 °C. The entire process is recorded by the thermal imager, and the slope of the heating process curve is measured. The detection sensitivity of the thermal imager is 3.1°C/ms, as shown in Fig. 9. For different temperature points in the process of core drying, the temperature measurement accuracy of the positive plate, negative plate and diaphragm was tested. At different temperatures, the error range between the detection temperature and the real temperature of each material is shown in Table 2.
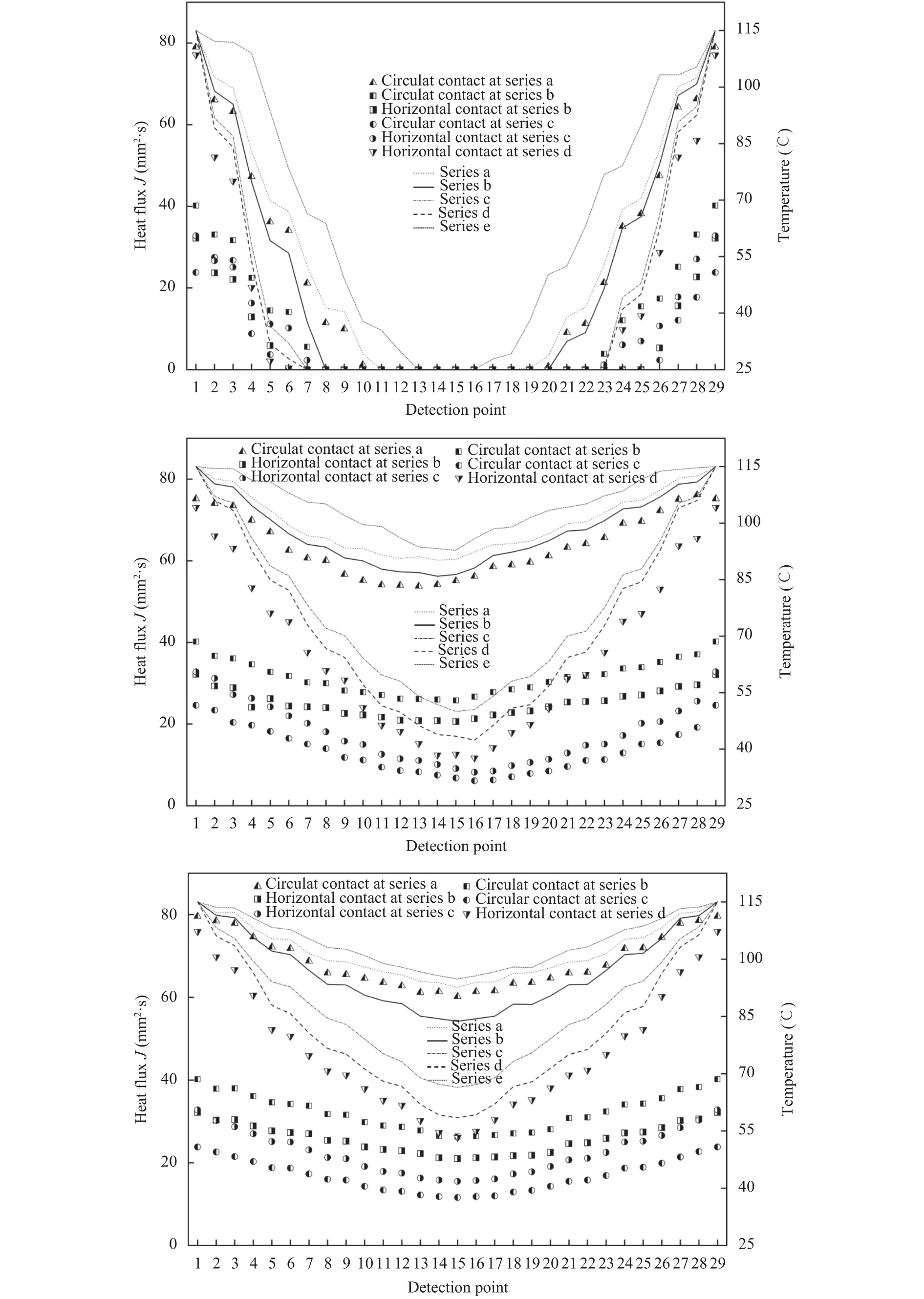
Fig. 8. Temperature distribution of the three phases in 5 directions
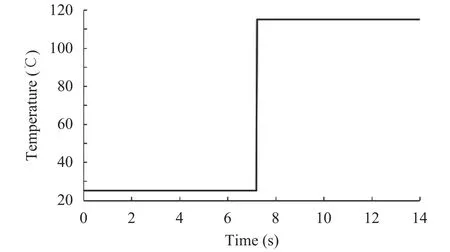
Fig. 9. Response velocity of the thermocouple to temperature
During the temperature detection process, the speed of moving the battery core to be tested should be slowed as much as possible to reduce the influence of the intrinsic flow field of the surrounding hot nitrogen on the detection result. After correcting the true temperature distribution according to Tables 2 and 3, the thermal imaging results of the cores at different times areshown in Fig. 10.
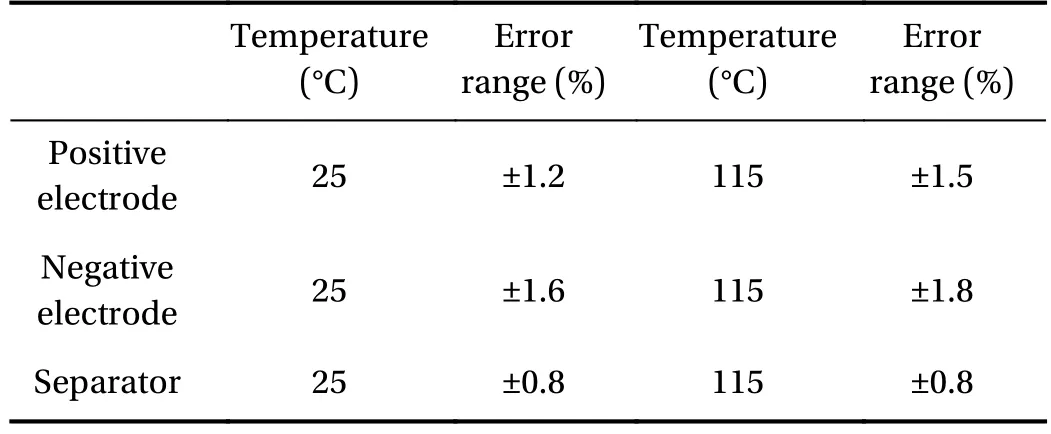
Table 2 Temperature measurement accuracy of key temperature points of core internal materials
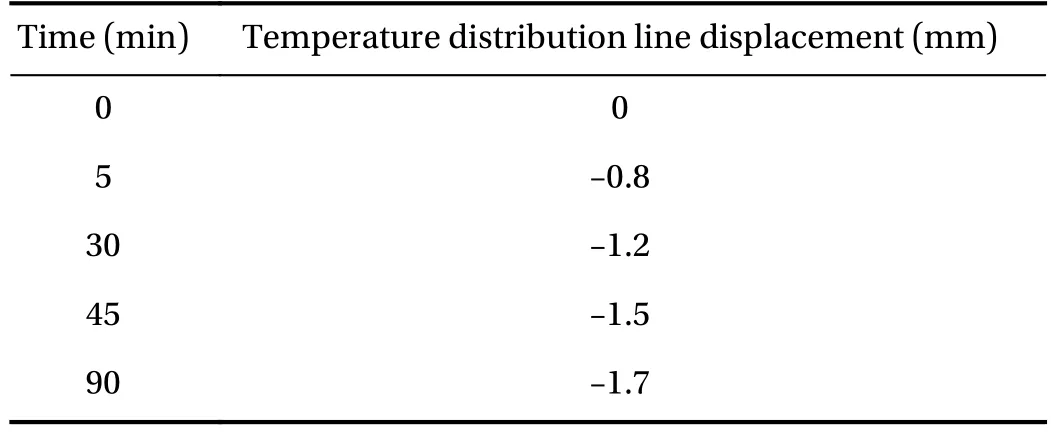
Table 3 Correction of the real temperature distribution of the core
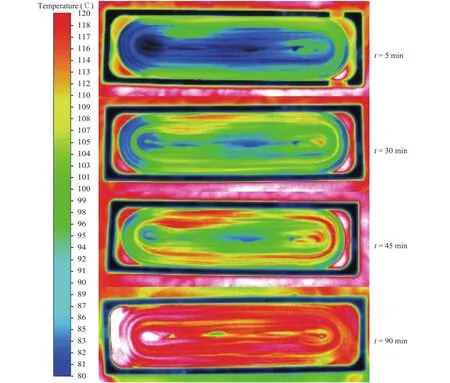
Fig. 10. Results of the thermal imaging of the battery cores at different times
The results demonstrated that the internal temperature conduction of the battery core was mainly affected by the internal structure; specifically, the heat conduction speed was impacted by the properties of each material. When the baking time reached 90 min, the internal heat transfer of the battery core was completely finished, with the temperature reaching 115 °C.
The thermal imaging of the battery cores exhibited irregular heat transfer at some locations due to the slightly different spacing of the battery cores between the layers during the manufacturing process. However, the positions were only some horizontal contact points, which had no impact on the study of heat transfer in these structures. The validity and feasibility of a temperature conduction calculation method similar to a complex internal structure was verified.
The thermal management and safety of Li-ion batteries are the core technologies of battery systems. In the heating process,the core part of the battery may be damaged by a series of issues,such as the high overall temperature of the battery core or the local temperature and the non-uniformity of the heat during the heat conduction of the battery core. Targeting the shortcomings of existing lithium-ion battery core ovens, a new type of cylindrical oven was designed. The utility model was characterized by the battery core to be baked and contained inside the handcart. The handcart could be automatically combined and decoupled when entering and leaving the oven, and no manual transportation was needed in this period, thus avoiding secondary pollution in the baking process of the battery core. In the baking process, the battery core was checked at any time through the glove box to improve the automation level. The Liion battery core was composed of different material intervals.Based on the special configurations of the battery core and the different properties of the materials, the relationship between heat flux and temperature heat conduction between the layers was calculated.
The internal model of the built-in battery core model at different time periods was simulated. Through various materials at any time and temperature thermal conductivity, the temperature of each layer in the five temperature test directions on the cross section of the battery core was quadratically fitted. This helps to obtain the temperature variation of the battery core at different times during the baking process by hot nitrogen gas.The thermal conductivity of alloy metals generally decreased with increasing temperature, which was confirmed by the simulation and experimental results. The conduction mechanism of the heat inside the battery core and the change characteristics of the internal temperature in the battery core over time were also determined.
It is important to study the thermal conduction and baking of objects with a variety of materials and internal complex structures. A suitable research algorithm on the relationship between the drying and dehumidification of the battery core and the baking time was proposed, which was no longer blind. This research provides a reference for similar studies on baking.
Nomenclature
ki: Temperature change rate in the i-th layer
qi: Heat flux density between the i-th and (i+1)-th layer of horizontal contact
Qi: Heat flux density between the i-th and (i+1)-th layer of circular contact
ti: Temperature in the i-th layer of horizontal contact
Ti: Temperature in the i-th layer of circular contact
Li: Length of the i-th layer of horizontal contact
ri: Radius of the i-th layer of circular contact
Ai: Contact area of the i-th layer of circular contact
Ci: Contact length of the i-th layer of circular contact
ci: Material specific heat of the i-th layer
i: Battery core layer numbers
x, z: Spatial coordinate
Conflicts of interest
The authors declare that there are no conflicts of interest regarding the publication of this paper.
Acknowledgments
This research was supported by Tianjin Science and Technology Support Project of China (Grant 14JCTPJC00532).
杂志排行

Theoretical & Applied Mechanics Letters的其它文章
- Particle selectivity of filtering by C. elegans
- The extractable hydrokinetic power from an oscillating membrane-based harvester
- Impact of spray droplets on momentum and heat transport in a turbulent marine atmospheric boundary layer
- A new numerical framework for large-eddy simulation of waves generated by objects piercing water surface
- Numerical solutions for point masses sliding over analytical surfaces: Part 1
- Numerical solutions for point masses sliding over analytical surfaces: Part 2