民用核安全设备监督中的焊接典型问题评析
2019-05-22李显枫
□王 勇 李显枫
一、国核安发[2010]28号文为焊接质保管理提供了很好的范例
核安全设备交工文件中往往焊接方面的资料占设备完工资料相当重的比例。焊接质量保证是民用核安全设备监督管理体系中的重要一环。焊接作为特殊工艺过程,其一大显著特征就是产品不能仅通过最终成品检查来确定质量,而是需要在过程中严控,这就需要控制整个焊接过程的影响因素使其最终质量接近或达到生产的要求。
中国核安全局、核电厂业主以及工程公司对于焊接生产给予相当的重视,经常组织对重点供应商进行焊接质保的专项检查,以验证生产企业焊接质保程序是否正常有效运转。作为《民用核安全设备监督管理条例》的重要支持部分,HAF系列中所颁布的核安全法规都大量涉及了焊接和无损检测,其中焊接相关的法规有:《民用核安全设备设计制造安装和无损检验监督管理规定(HAF601)》《民用核安全设备无损检验人员资格管理规定(HAF602)》《民用核安全设备焊工焊接操作工资格管理规定(HAF603)》《进口民用核安全设备监督管理规定(HAF604)》。
2010年国家核安全局下发国核安发[2010]28号文《关于加强民用核安全设备焊工焊接操作工资格管理的通知》,对HAF603进行进一步的补充要求。虽然只是针对焊工焊接操作工的规定,但这个文件的执行过程对于整个焊接生产管理给出了一个可以参考执行的范例。
二、完整的焊接质保程序要求
(一)核设备生产厂家应具备完整的焊接质量保证体系。焊接生产过程中的焊接材料采购、焊接工艺评定、焊工考试、施焊前检查、生产过程、焊后处理、无损检测等应具备完整的质保体系,各种记录完整、可追溯,焊接所有活动均做到有法可依,有章可循,有据可查。只有这些程序的执行彻底,焊接产品质量才有保证。
HAF601中规定民用核安全设备制造(安装)许可证申请单位应当提交的申请文件有:质量保证大纲和物项采购和分包控制程序;设计修改与变更控制程序;工艺试验与评定控制程序;特种工艺人员管理程序;产品试验(功能性试验)控制程序;不符合项控制程序。在检查活动中发现,部分厂家为了快速取证,只编写了上述这些程序,而没有专门的焊接管理程序。应该注意到取证时的程序清单只是核设备生产质保体系中的基本要求,而对于焊接这一重要的特种工艺的控制,厂家应该有更为专业的焊接管理程序。
在国家核安全局文件国核安发[2010]28号《关于加强民用核安全设备焊工焊接操作工资格管理的通知》中附件2对焊工考试规定了以下程序:《焊工项目考试组织机构、职责及资质管理程序》《焊工项目考试管理程序》《焊工项目考试质量计划管理程序》《焊工项目考试用焊接工艺规程控制程序》《焊工项目考试试件检验控制程序》。焊工考试只是焊接管理的一个部分,根据这样的范例,同样的,整个焊接管理也需要一整套的程序保证焊接在受控状态下进行。笔者在此提供一个较为完善的焊接相关质量保证程序架构供参考交流,一些大型核电设备生产企业的焊接质保程序可能更加复杂、更加系统。根据产品所遵循的不同标准,质保体系架构可能有所不同,某些重要主设备还有专有的焊接程序。
(二)核设备质保程序还应与法律法规、技术标准相适应。比如华龙一号依据以RCC-M《压水堆核岛机械设备和建造规则》2007版为基础的技术规格书;而AP1000堆型则是依据ASME标准为基础的技术规格书。各种焊接程序及技术文件的编制应符合这些法律法规、技术标准、技术规格书的要求,以落实焊接程序编制的规范性和严谨性。
三、质量计划
质量计划是焊接检查的一份纲领性的文件,检查时,就要看质量计划上的签字、日期与实际的各种记录的签字、日期是否一致,以此来判断质保程序是否有效运转。这里有一个比较重要的观点,就是质量计划中的焊接要有操作者的签字,很多厂家的质保人员说质量计划经过业主评审了,向国家核安全局报备了,使用时不需要操作者签字。在国核安发[2010]28号《关于加强民用核安全设备焊工焊接操作工资格管理的通知》中附件2的附表中,如表2所示,国家核安全局给出了很好的示范文本。
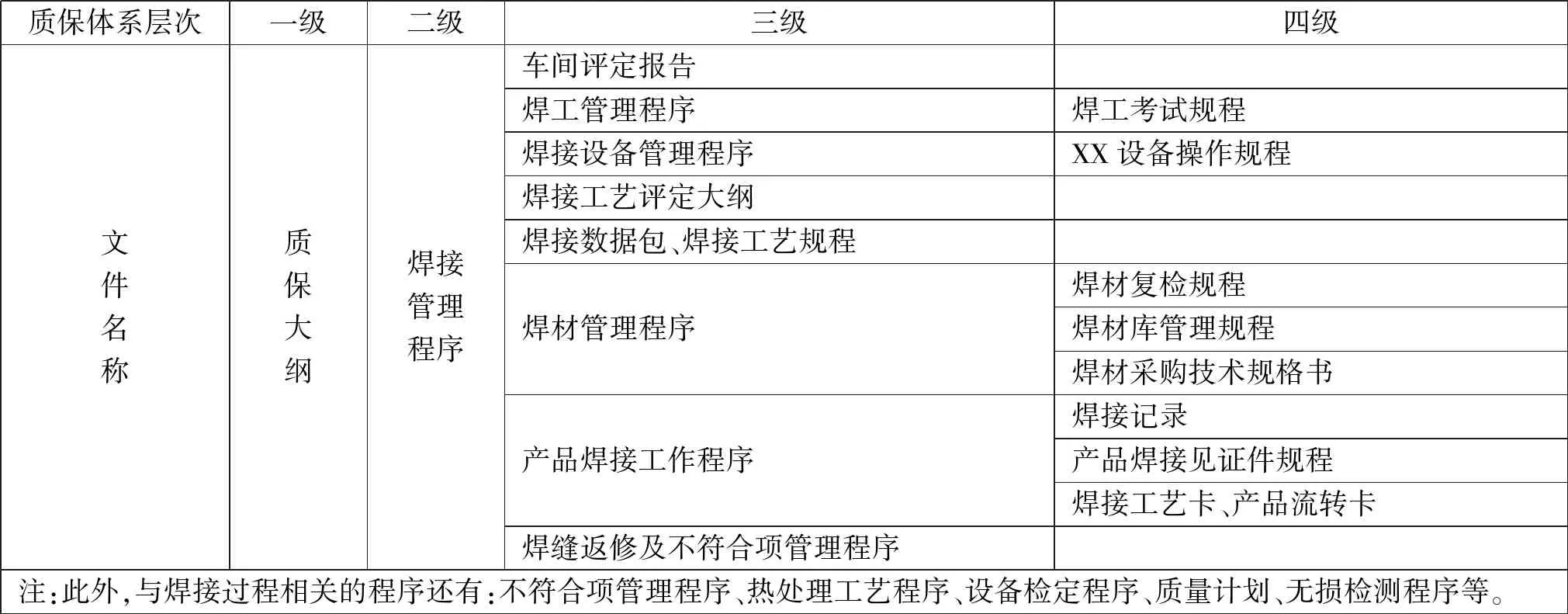
表1 焊接相关质保程序
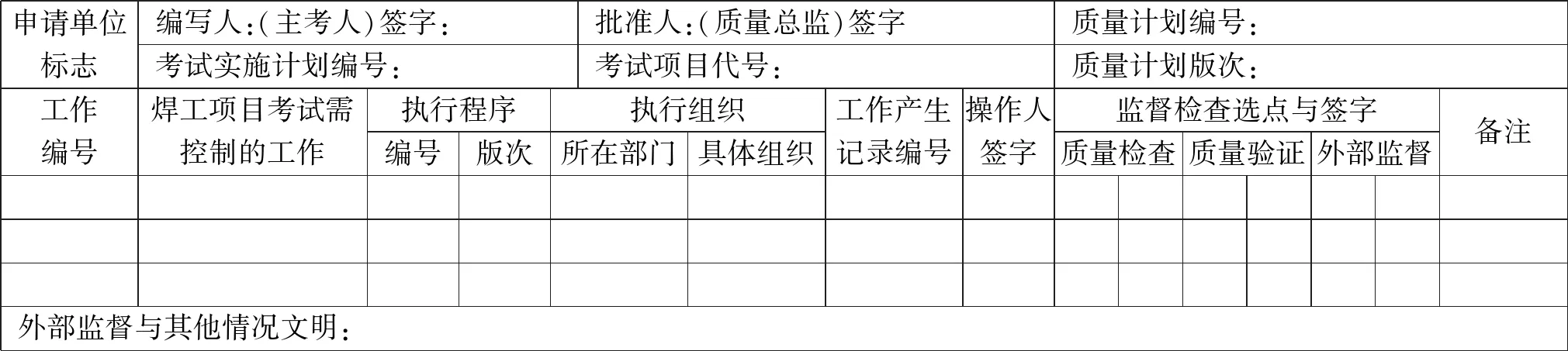
表2 焊工项目考试质量计划推荐格式
笔者认为核设备制造中的质量计划对于关键工艺如焊接、热处理必须要有操作人的签字才是一个完整的有效的质量计划。
四、车间评定报告
车间评定报告是企业质保持续改进的重要体现。对于华龙一号的核电设备生产企业都需要车间评定,而AP1000没有此要求,在HAF601附件一对“应当提交的申请文件”中各项要求很详细,这里包含了车间评定对于人员、设备、经验的详细要求,2013年10月国家能源局发布了NB/T20002.5《压水堆核电厂核岛机械设备焊接规范第5部分:制造车间评定》,标志着车间评定报告应该为各核设备制造厂家必备的文件。
车间评定怎么编,什么时候修订是个问题,在新标准融合的过程中,有的专家提出车间评定报告没什么用,应该取消。笔者认为车间评定报告是企业质量保证持续改进的一个重要体现。
车间评定报告最重要的部分就是技能水平得到保持的说明,NB20002.5车间评定标准中“表明车间保持技术水平的焊接工艺的样例”如表3所示。
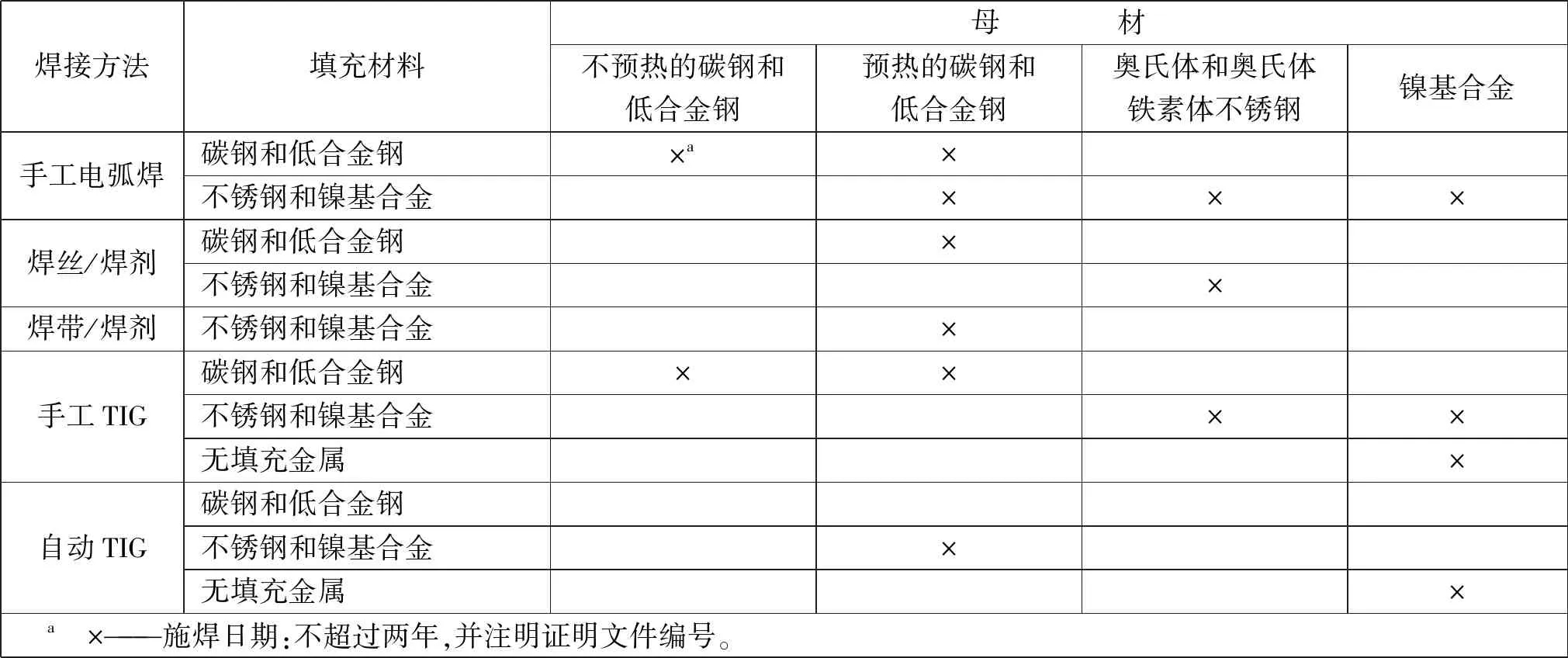
表3 表明车间保持技术水平的焊接工艺的样例
有的厂家仅仅就把这个表抄在其车间评定报告中,这是不准确的,对标准的理解不够,还应按照组别列出代表性的焊接工艺的使用情况,笔者做了一个样本仅供参考,如表4所示。

表4 车间保持技术水平的焊接工艺的样例
厂家可以根据自己的实际情况增加填写项。注意各个组别中的代表性焊接工艺距上次使用时间不得超过2年。而且在RCC M S6320中也规定“技术水平的核查可以通过文件的改版每年进行一次,或保证最后一次实施时间未超过2年。”很多厂家有车间评定报告,但多年都未变化,笔者认为现代企业变化较大,人员、设备、工艺技术等变化较大,核设备制造的车间评定报告应该至少一年一升版,这也体现了企业的质保管理在不断持续改进。
五、焊接数据包
焊接数据包是核电核级焊缝焊接生产的重要性文件,有的单位将焊接工艺规程和焊接工艺评定装订在一起上报为焊接数据包,这是错误的。完整的焊接数据包包括以下几个方面的内容:一是标记出全部焊接接头位置的设备总图或简图;二是一个包括所有接头的目录表,内容包括:焊接接头的编号,母材和焊材,焊工资格代号,对应焊接工艺评定编号,对应的焊接工艺规程的编号,对应的无损检测的方法和比例;三是产品焊接见证件清单,内容包括:焊接见证件焊缝的编号,母材和焊材,规格尺寸,数量,部位,对应的无损检测的方法和比例,需要做的试验项目;四是产品所涉及的所有的焊接工艺规程。
焊接数据包的完整性体现了生产者的技术水平和对产品焊接接头的整体把控。而其中焊接工艺规程中参数的选择,体现了焊接技术人员的水平,很多厂家焊接工艺规程中的参数,都是照抄焊接工艺评定的参数,这虽然没错,但焊工往往喜欢使用焊接工艺规程中的大电流,这样工作效率较高,但要注意,比如更换了焊材品牌,原来的焊接工艺评定的最大参数能否适应新的焊材评定和试验的要求,就要根据母材、焊材情况在焊接工艺评定覆盖范围内去制定相应的工艺参数,注意实际使用要求。2010年某厂装备车间焊接核级设备时更换了焊材品牌,焊工采用同样的原焊接工艺后出现了大量裂纹,裂纹扩展到母材上,查找原因,对焊材进行了相应的试验,发现引起裂纹的原因之一就是焊工使用的电流过大,热输入过大;焊接工程师按照焊接工艺评定和新的焊材试验结果修改了焊接工艺规程,让焊工使用焊接工艺评定中的较小电流,该构件没有再出现裂纹。
六、焊接记录
焊接记录是焊接专项检查的重要文件,同时文件检查往往从焊接记录去追溯其他相关文件,焊接记录、质量计划、焊接工艺规程、无损检测等文件之间要对比的看,工艺参数、签字人名、日期都要对应无误。有的厂家的焊接记录是机打的而不是手写的,焊接参数每天都是一样没有变化,不同的人的笔迹都是一样的,都说明焊接记录是后补的,而不是现场按照实际情况的记录,这与焊接程序中的焊接记录填写要求不符。
七、结语
焊接相关的质保管理是民用核安全设备监督的重要组成部分,焊接中出现不符合项往往表明了企业的质保程序没有有效运转,NCR难以关闭,处理周期较长,费用较高,代价昂贵,将对产品的质量、制造周期、交货产生不利影响;因此要在焊接生产中要有较为完整的质保管理体系,严格执行相关质保程序,焊接全过程每个环节按照认可的程序有效地执行,才能保证最终产品质量。限于篇幅,以上焊接质保管理的典型问题可能并未覆盖焊接质保检查的全部内容,仅供广大核电工程焊接从业人员和质保人员参考。