CVD碳粉含量对铜基粉末冶金离合器材料性能的影响
2019-05-08王秀飞李丙菊张翔易旭王斌谭周建
王秀飞,李丙菊,张翔,易旭,王斌,谭周建
CVD碳粉含量对铜基粉末冶金离合器材料性能的影响
王秀飞1,李丙菊2,张翔2,易旭2,王斌2,谭周建2
(1. 华南理工大学 佛山研究院,佛山 528051;2. 中南大学 粉末冶金国家重点实验室,长沙 410083)
以化学气相沉积(CVD)法制备的C/C复合材料切削碎屑作为碳粉来源,采用粉末冶金方法制备不同碳粉质量分数的铜基粉末冶金摩擦材料,利用扫描电镜(SEM)和能谱分析仪(EDS)分析材料摩擦表面的微观结构和成分, 并研究该材料的力学性能和摩擦磨损性能。研究结果表明:CVD碳粉−铜基粉末冶金材料的布氏硬度、密度、抗压强度均随化学气相沉积碳粉含量的增大而减小,开孔隙率随碳粉含量的增加而增大;CVD碳粉为光滑层热解炭,CVD碳粉质量分数为1%~2%的CVD碳粉−铜基粉末冶金样品的主要磨损机理为磨粒磨损,质量分数为3%~5%的CVD碳粉−铜基粉末冶金样品的磨损机理为磨粒磨损和剥层磨损共同作用。
粉末冶金;铜基摩擦材料;CVD碳粉;切削碎屑
离合器摩擦材料的种类主要有铜基摩擦材料、纸基摩擦材料和炭/炭复合材料(carbon/carbon composite, C/C)或炭/陶复合材料。粉末冶金摩擦材料,又称烧结金属摩擦材料,是以金属及其合金为基体,添加摩擦组元及润滑组元,以粉末冶金技术制成的复合材料,具有摩擦因数稳定、耐磨性好、制动平稳、力学性能优良和导热性能好等优点[1]。铜具有高的热导性、稳定耐磨、耐腐蚀、耐高温特性,易于压制成形,故在粉末冶金材料中铜大都以基体形式出现。炭材料是铜基摩擦材料中重要的润滑组分,其结构和性能影响着铜基摩擦材料的摩擦因数、摩擦稳定性和磨损率。铜基摩擦材料中常用的炭材料有鳞片石墨[2−4]、土状石墨[5−6]、炭纤维[7−8]、中间相炭微球[9]、碳纳米管[10−12]、石墨烯[13]等。中南大学的严深浪等[14−15]研究了炭纤维含量对湿式摩擦材料的摩擦磨损性能和力学性能的影响,发现1%的炭纤维材料具有最高的摩擦因数和最小的磨损率,而材料的配方中包括了短切炭纤维和天然鳞片石墨。谭慧强[16]的研究表明石墨与铜基体的结合强度较低,影响了材料的硬度和抗压强度,但高石墨含量使得摩擦副表面容易形成摩擦膜,提高了材料的耐磨性。RAJA等[17−18]将多壁碳纳米管加入铜基粉末冶金材料中制备摩擦材料,使复合摩擦材料的摩擦因数显著降低。化学气相沉积(chemical vapor deposition,CVD)制备的C/C复合材料是一种炭纤维为基体的炭基复合材料,广泛应用于航空航天、医疗器具、机械制动等领域,具有摩擦因数稳定、高温性能优良、高比强度和高比模量等优异的特性。CVD法制备的C/C复合材料的切削碎屑是机械加工过程中产生的废弃物,目前还没有相应的二次利用途径,考虑到C/C复合材料性能优异以及环保政策的要求,本研究将化学气相沉积法制备的C/C复合材料的切削碎屑作为研究对象,通过添加不同含量的CVD碳粉制备CVD碳粉−铜基粉末冶金材料,测试其力学性能和摩擦磨损性能,并探讨其摩擦磨损机理。
1 实验
1.1 原材料
实验用的主要原材料包括:电解铜粉:10~35 µm,纯度99.0%(质量分数,下同)、铁粉:20~45 µm,纯度99.5%、锡粉:20~45 µm,纯度99.0%、铬粉:15~25 µm,纯度99.0%、二硫化钼:≤44 µm、三氧化二铝:≤124 µm、鳞片石墨:≤420 µm、化学气相沉积(CVD)碳粉:≤20 µm,碳纯度 99.0%,热解炭:炭纤维=1:4。铜基粉末冶金摩擦材料的配方设计如表1所列。
1.2 制备工艺
按照表1中的配方,称取粉末配置混合粉料,添加少量机油后,放入V型混料机VH-1.0(南京飞宇生产)中混合8 h,混合均匀后的粉料放入模具中,在四柱液压机YHD32-100(江苏铭格生产)上,经480 MPa的单位压制压力压成初坯,然后将其置于钟罩式烧结炉中烧结成形,以氮气作为保护气氛,烧结压力为2.5 MPa,烧结温度为930 ℃,烧结时间为3 h。具体制备工艺如表2所列。
1.3 性能测试
根据《烧结金属摩擦材料表观硬度的测定》(GB/T10425—2002 )[19]要求,用布氏硬度计HB3000 -B(莱州德川生产)测量摩擦材料的布氏硬度。根据《烧结金属材料(不包括硬质合金)可渗透烧结金属材料密度、含油率和开孔率的测定》(GB/T5163—2006)[20]测试摩擦材料的密度。根据《烧结金属摩擦材料抗压强度的测定》(GB/T10424—2002)[21]测试摩擦材料的抗压强度,样品尺寸为200 mm×200 mm。用ZEISS EVO−18型扫描电子显微镜(德国卡尔蔡司生产)分析样品摩擦表面和亚表面的显微形貌以及摩擦表面的元素组成。
采用摩擦磨损试验机MM-1000Ⅲ型(西安顺通生产)测试摩擦材料的摩擦磨损性能,摩擦试验试样尺寸为25 mm×25 mm×10 mm,结果取3个试样测试结果的平均值。对偶材料为 GrC15钢,硬度为HRC40~45。试验过程固定转动惯量为 0.8 kg·m2,制动转速分别为2 000,3 000和 4 000 r/min。每个条件下测试 5 条制动曲线,取其平均值作为材料的摩擦因数。
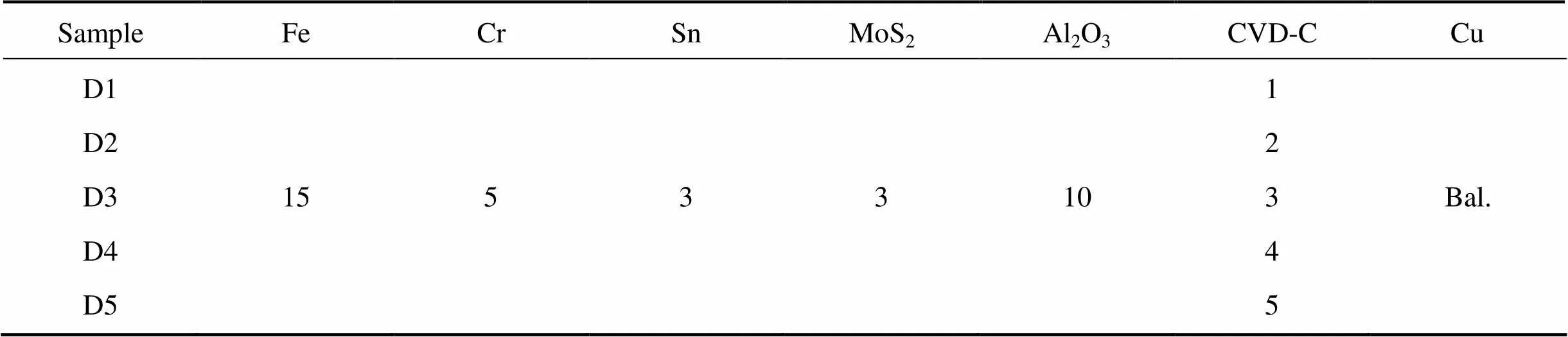
表1 实验配方设计

表2 制备工艺参数
2 结果与讨论
2.1 CVD碳粉−铜基粉末冶金材料的力学性能
图1(a)所示为CVD碳粉含量对铜基粉末冶金材料硬度的影响。由图可知,随碳粉含量增加,材料样品的布氏硬度呈下降趋势。基体相和增强相共同决定了铜基粉末冶金材料的硬度,CVD碳粉与基体结合较差,在结合界面间形成许多孔隙,减弱了基体强度,并且CVD碳粉中存在大量的炭纤维碎屑,这些碎屑呈长条状团聚在基体之中,割裂了基体相和增强相之间的连续性,致使铜基粉末冶金材料的布氏硬度值下降[22−23]。
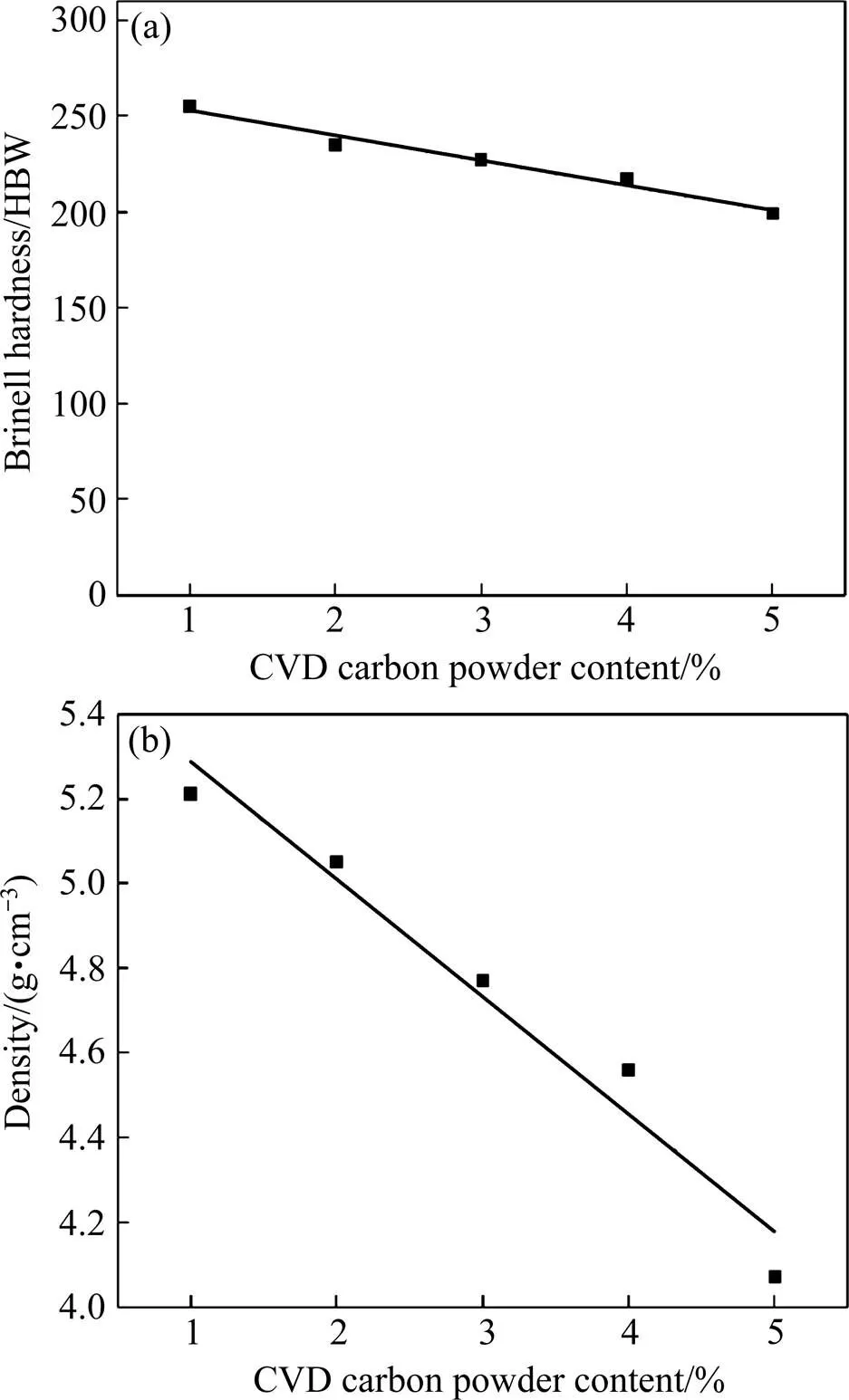
图1 CVD碳粉含量对铜基粉末冶金材料硬度(a)和密度(b) 的影响(一次回归分析)
其中,1%CVD碳粉−铜基粉末冶金材料的硬度最高,为255 HBW;5%CVD碳粉−铜基粉末冶金材料的硬度最低,为199 HBW,随着CVD碳粉的质量分数从1%增加到5%,材料的布氏硬度降低了21.96%。
图1(b)为CVD碳粉对铜基粉末冶金材料密度的影响。如图所示,随CVD碳粉含量增加,样品密度出现明显的下降趋势。CVD碳粉自身密度较小,当铜基粉末冶金材料体积几乎不变的情况下,CVD碳粉质量分数逐渐增加,铜基体的质量分数相应下降,使得铜基粉末冶金材料的密度随之下降。其中,1%CVD化碳粉−铜基粉末冶金材料的密度最高,为5.21 g/cm3;5%CVD碳粉−铜基粉末冶金材料的硬度最低,为4.07 g/cm3,随CVD碳粉质量分数从1%增加到5%,其密度降低了21.88%。
图2为CVD碳粉对铜基粉末冶金材料开口孔隙率的影响。如图所示,随CVD碳粉含量增加,样品的开孔隙率逐渐增大。原因主要有三方面:一是铜基粉末冶金材料内部的各组元之间存在很多孔隙;二是由于CVD碳粉与基体结合很差,结合界面中存在着许多的孔隙;三是CVD碳粉中包含许多炭纤维碎屑,这些长条状的碎片团聚在一起,它们之间也存在许多的孔隙。在三者共同作用下,当CVD碳粉质量分数增大时,产生的孔隙越来越多,因此样品材料的开孔隙率增大。其中,5%CVD碳粉−铜基粉末冶金材料的开孔隙率最大,为20%;1%CVD碳粉−铜基粉末冶金材料的开口孔隙率最小,为4%,随着CVD碳粉的质量分数从1%增加到5%,其开口孔隙率增加了4倍。
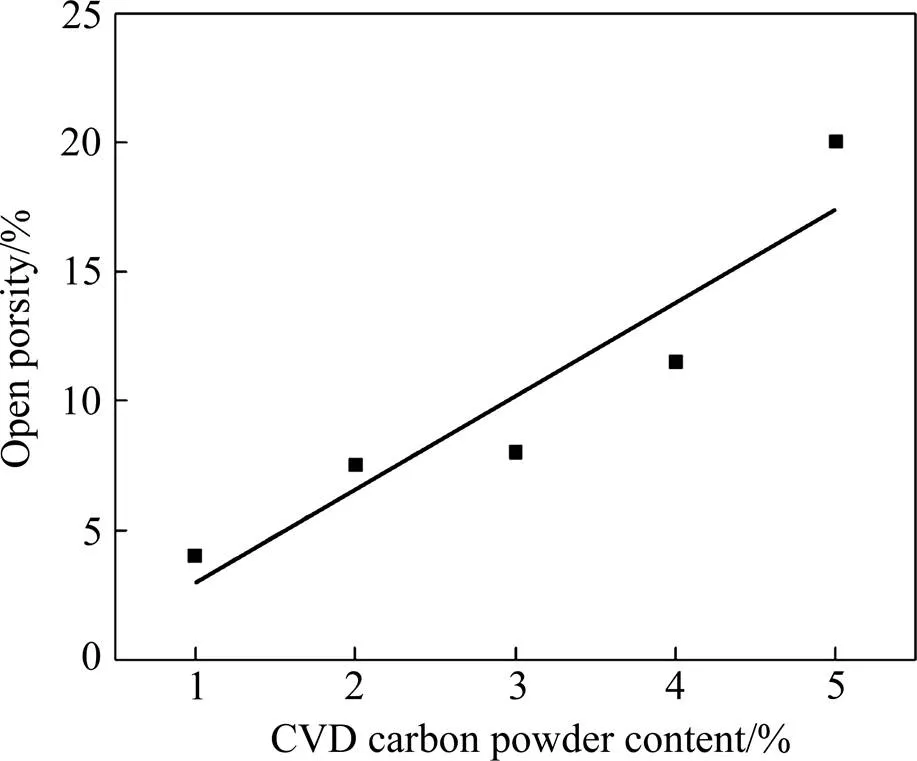
图2 CVD碳粉含量对铜基粉末冶金材料开口孔隙率的影响(一次回归分析)
图3为CVD碳粉对铜基粉末冶金材料抗压强度的影响。如图所示,随碳粉含量增加,复合材料的抗压强度总体上出现下降的趋势。CVD碳粉与基体结合较差,在结合界面间存在许多孔隙,减弱了基体强度,同时CVD碳粉中包含的大量的长条状的炭纤维碎屑,这些碎片团聚在基体之中,割裂了基体相和增强相之间的连续性,进一步减弱了基体强度,从而导致铜基粉末冶金材料的抗压强度随CVD碳粉含量增加而降低。其中,1%CVD碳粉−铜基粉末冶金材料的抗压强度最大,为318.8 MPa;5% CVD碳粉−铜基粉末冶金材料的抗压强度最低,为255.4 MPa。其抗压强度降低了19.89%。

图3 CVD碳粉含量对铜基粉末冶金材料压缩强度的影响(一次回归分析)
2.2 CVD碳粉−铜基粉末冶金材料的摩擦磨损性能
图4为不同质量分数CVD碳粉−铜基粉末冶金材料摩擦因数的二次回归方程拟合曲线。由图可知,D1到D5所有样品均出现随初始制动转速提高,摩擦因数下降的现象。其主要原因为,从受力角度,在摩擦过程中,随初始制动转速提高,摩擦剪切力增大,铜基粉末冶金材料的塑性形变也增大,使得真实接触面积变大,从而降低了摩擦因数;从能量角度,在摩擦过程中,随初始制动转速提高,其初始动能增大,摩擦过程实际上是动能转化成热能的一个过程,当初始动能越来越大,转化的热能也越来越多,宏观表现为摩擦对偶的温度升高,温度的升高进一步降低了材料的强度,使硬度降低,所以导致材料摩擦因数降低。1%CVD碳粉−铜基粉末冶金材料的摩擦因数下降趋势最为平缓;同时,对于各个初始制动速度段,5%CVD碳粉−铜基粉末冶金材料的摩擦因数均为最高。
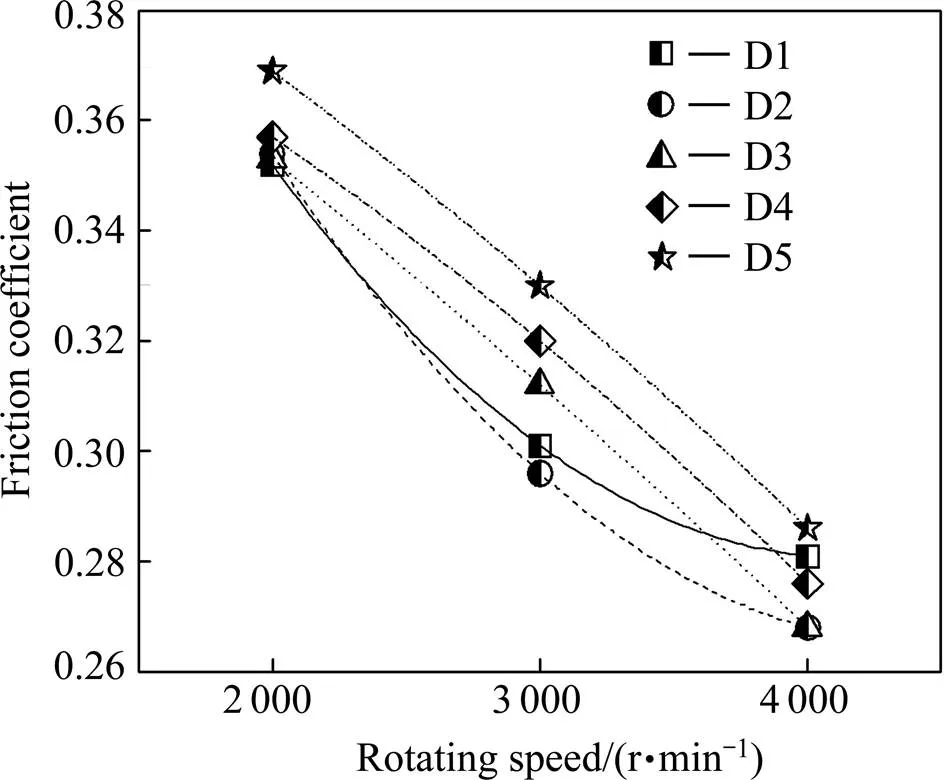
图4 D组粉末冶金样品的摩擦性能(二次回归分析)
图5为不同质量分数CVD碳粉−铜基粉末冶金材料体积磨损率的二次回归方程拟合曲线图。由图可知,由于摩擦热的急剧增加,交变应力的反复作用以及材料自身强度不足的原因,随初始制动转速提高,D1到D5样品均出现体积磨损率上升的趋势。
对于D1到D5样品来说,当初始制动速度为2 000 r/min时,2%CVD碳粉−铜基粉末冶金材料的体积磨损率明显低于其他4组,为1.831×10−8cm3/(N·m);当初始制动速度为3 000 r/min时,5% CVD碳粉−铜基粉末冶金材料的体积磨损率最低,为2.902×10−8cm3/ (N·m),当初始制动速度为4 000 r/min时,5%CVD碳粉−铜基粉末冶金材料的体积磨损率最低,为3.560× 10−8cm3/(N·m);同时,对于各个初始制动速度段,1%CVD碳粉−铜基粉末冶金材料的体积磨损率均为最高。
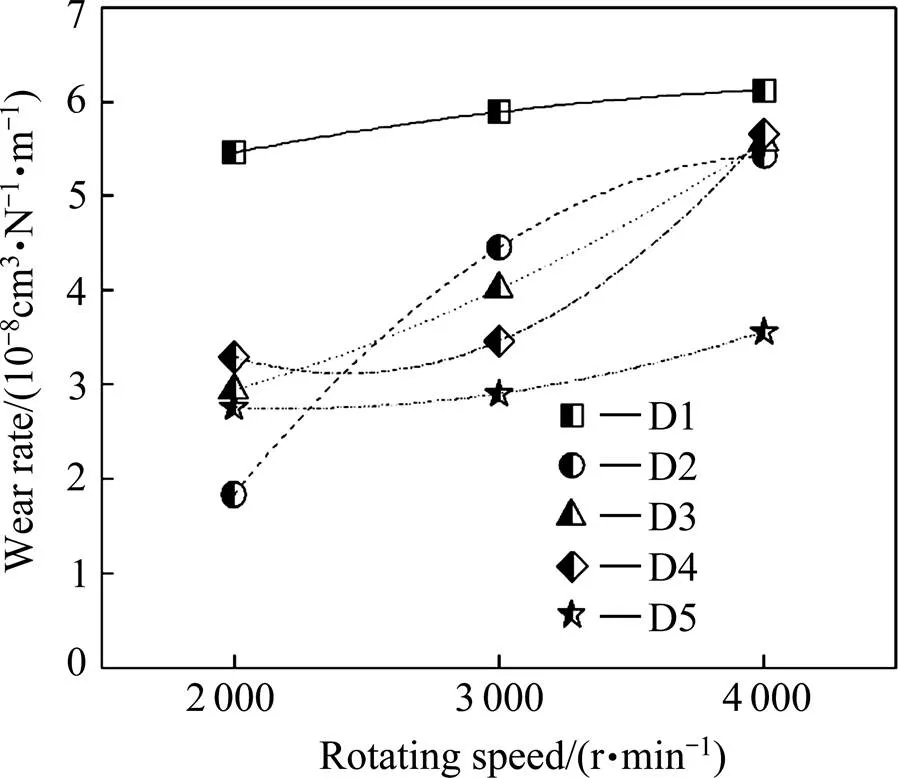
图5 CVD碳粉−铜基粉末冶金样品的磨损性能(二次回归分析)
2.3 CVD碳粉−铜基粉末冶金材料的摩擦磨损机理
图6所示为5%CVD碳粉−铜基粉末冶金样品的SEM照片及标出相的EDS能谱分析。由实验原材料配比可知,碎屑的CVD炭和炭纤维比例为1:4,碎屑的粒度分布范围为≤20 μm。如图所示,5%CVD碳粉粉末冶金样品中,各组分均匀分布。图6(b)EDS能谱结果表明,图6(a)中所标注区域为CVD碳粉。由图6(a)可以看出,碳粉呈长条状分布在基体中,并且与基体的结合性能较差,可观察到结合界面处有大量孔隙。同时,还可以观察到,图6(a)中所标的CVD碳粉实际是由许多纤维束团聚而成,这说明CVD碳粉包含有大量的炭纤维碎屑,并且它们团聚分布在铜基粉末冶金材料基体中。

图6 5%CVD碳粉−铜基粉末冶金样品显微结构及EDS分析

图7 CVD碳粉−铜基粉末冶金样品摩擦表面SEM照片
(a) Sample D1; (b) Sample D2; (c) Sample D3; (d) Sample D4; (e) Sample D5
图7所示为不同质量分数CVD碳粉−铜基粉末冶金材料摩擦表面显微形貌的SEM照片。如图所示,样品D1-D5的摩擦表面均出现了完整的摩擦膜以及明显的犁沟。比较D1到D5样品,样品D3出现了明显的垂直于犁沟方向的裂纹,这是由于在摩擦过程中,交变应力和急剧上升的摩擦热共同作用使得在孔隙处产生应力集中,当其超过基体强度时,则发展为垂直应力方向的裂纹,同时裂纹在剪切力的作用下,沿孔隙扩展,生成横向大裂纹。样品D4出现了鳞片状表面,这是由于在摩擦开始,动能转化成热能,摩擦表面温度升高,随着摩擦过程的进行,摩擦对偶动能减小转速下降,摩擦表面温度有所下降,由于温度下降和低速滑动摩擦产生了剪切变形,形成了鳞片状表面。样品D5出现了最为明显的表面犁沟痕迹,增大了真实接触面积,稳定了摩擦因数。
图8所示为不同质量分数CVD碳粉−铜基粉末冶金材料的亚表面SEM照片。由图可知,D1到D5样品的亚表面均出现了完整的机械混合层和塑形紊流层,且随CVD碳粉含量提高,塑形紊流层的厚度增大。这是因为CVD碳粉与基体之间润湿性差,在结合界面产生了大量的孔隙,降低了材料的强度,同时碳粉包含有大量的炭纤维碎屑,它们团聚分布在铜基粉末冶金材料基体中,这些团聚在一起的炭纤维碎屑之间也存在大量的孔隙,进一步降低了材料的强度。随着材料强度的降低,其抗变形能力减弱,塑形变形可传递到材料更深的地方,外在表现为塑形紊流层的厚度随CVD碳粉含量的增加而增大。同时,也使得微裂纹在组元间扩展,导致硬质相脱离摩擦界面,形成了第三体摩擦,使得摩擦表面出现了明显的犁沟。综上所述,1%~2%的CVD碳粉−铜基复合材料的主要磨损机理为磨粒磨损,3%~5%的CVD碳粉−铜基粉末冶金样品的主要磨损机理为磨粒磨损和剥层磨损共同作用。
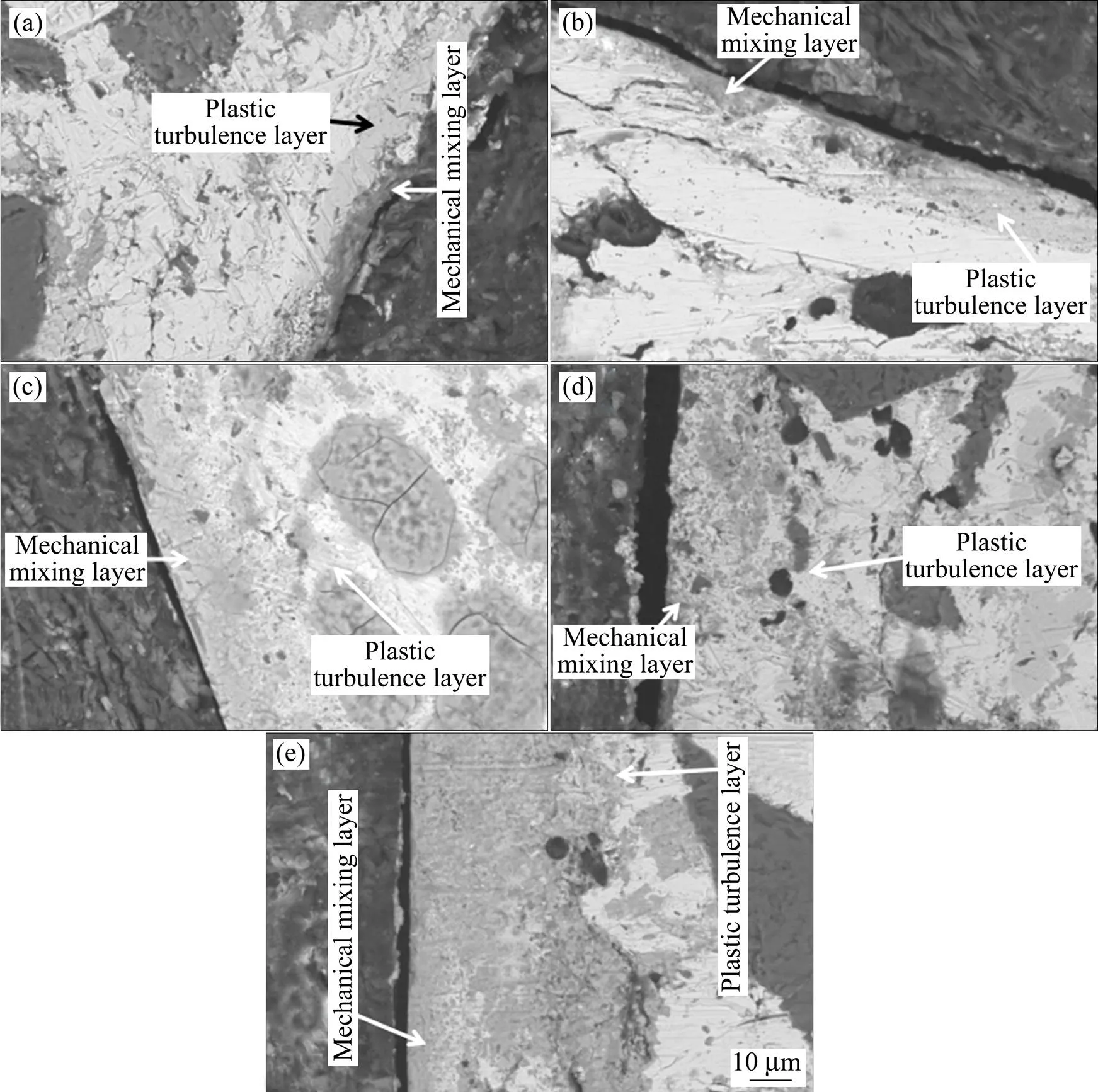
图8 CVD碳粉−铜基粉末冶金样品亚表面SEM照片
(a) Sample D1; (b) Sample D2; (c) Sample D3; (d) Sample D4; (e) Sample D5
3 结论
1) 随着CVD碳粉含量增大,CVD碳粉−铜基粉末冶金材料的布氏硬度、密度、抗压强度均减小,而开孔隙率增大。
2) CVD碳粉−铜基粉末冶金材料出现随初始制动转速提高,摩擦因数下降,体积磨损率上升的趋势。
3) 1%~5%的CVD碳粉−铜基粉末冶金材料样品的摩擦表面均出现了完整的摩擦膜,1%~5%的CVD碳粉−铜基粉末冶金材料的亚表面均出现了完整的机械混合层和塑形紊流层,且随CVD碳粉含量增加,塑形紊流层的厚度增大。
4) 1%~2%的CVD碳粉−铜基复合材料的主要磨损机理为磨粒磨损,3%~5%的CVD碳粉−铜基粉末冶金样品的主要磨损机理为磨粒磨损和剥层磨损共同 作用。
[1] ELKADY O, ABU-OQAIL A, EWAIS E, et al. Physico- mechanical and tribological properties of Cu/h-BN nanocomposites synthesized by PM route[J]. Journal of Alloys and Compounds, 2015, 625: 309−317.
[2] WANG P, ZHANG H, YIN J, et al. Wear and friction behaviours of copper mesh and flaky graphite-modified carbon/carbon composite for sliding contact material under electric current[J]. Wear, 2017, 380: 59−65.
[3] ZHANG X, ZHANG Y, DU S, et al. Study on the tribological performance of copper-based powder metallurgical friction materials with cu-coated or uncoated graphite particles as lubricants[J]. Materials, 2018, 11(10): 201−206.
[4] SHARUDIN H, TALIB R, SELAMAT M, et al. Effect of copper on friction and wear properties on copper-based friction materials[J]. Proceedings of Asia International Conference on Tribology 2018: Malaysian Tribology Society, 2018: 469−470.
[5] XU E, HUANG J, LI Y, et al. Graphite cluster/copper-based powder metallurgy composite for pantograph slider with well-behaved mechanical and wear performance[ ]. Powder Technology, 2019, 334(15): 551−560.
[6] SU L, GAO F, HAN X, et al. Tribological behavior of copper-graphite powder third body on copper-based friction materials[J]. Tribology Letters, 2015, 60(2): 30−39.
[7] XIAO X, YIN Y, BAO J, et al. Review on the friction and wear of brake materials[J]. Advances in Mechanical Engineering. 2016, 8(5): 1−10.
[8] AHMAD T, RAZA S, KAMRAN M, et al. Studying the effect of variation in volume fractions of carbon fibres on mechanical and electrical properties of copper based composites[J]. Journal of Fundamental and Applied Sciences, 2018, 10(2): 23−35.
[9] NOMURA S, AKIZUKI M, KANEMITSU H. Swash plate of swash-plate type compressor[S]. Google Patents, 2016.
[10] MOGHADAM A, OMRANI E, MENEZES P, et al. Mechanical and tribological properties of self-lubricating metal matrix nanocomposites reinforced by carbon nanotubes (CNTs) and grapheme-a review[J]. Composites Part B: Engineering. 2015, 77: 402−420.
[11] KOTI V, GEORGE R, KOPPAD P G, et al. Friction and wear characteristics of copper nanocomposites reinforced with uncoated and nickel coated carbon nanotubes[J]. Materials Research Express, 2018, 5(9): 590−607.
[12] MALLIKARJUNA H, RAMESH C, KOPPAD P, et al. Nanoindentation and wear behaviour of copper based hybrid composites reinforced with SiC and MWCNTs synthesized by spark plasma sintering[J]. Vacuum, 2017, 145: 320−333.
[13] LI J, ZHANG L, XIAO J, ZHOU K. Sliding wear behavior of copper-based composites reinforced with graphene nanosheets and graphite[J]. Transactions of Nonferrous Metals Society of China, 2015, 25(10): 3354−3362.
[14] 严深浪, 张兆森, 宋招权, 等. 含炭纤维湿式铜基摩擦材料的性能[J]. 粉末冶金材料科学与工程. 2010, 15(2): 186−190. YAN lianglang, ZHANG zhaosen, SONG zhaoquan, et al. Properties of carbon-containing fiber wet copper-based friction materials[J]. Powder Metallurgy Materials Science and Engineering, 2010, 15(2): 186−190.
[15] 蒋世文, 张兆森, 严深浪, 等. 孔隙度对湿式铜基摩擦材料摩擦磨损性能的影响[J]. 粉末冶金材料科学与工程, 2012, 17(1): 109−114. JIANG Shiwen, ZHANG Zhaosen, YAN Shenlang, et al. Effect of porosity on friction and wear properties of wet copper-based friction materials[J]. Powder Metallurgy Materials Science and Engineering, 2012, 17(1): 109−114.
[16] 谭慧强, 姚萍屏, 赵林, 等. 湿式铜基摩擦材料的磨损图研究[J]. 粉末冶金材料科学与工程, 2013, 18(6): 796−800. TAN Huiqiang, YAO Pingping, ZHAO Lin, et al. Wear pattern study of wet copper-based friction materials[J]. Powder Metallurgy Materials Science and Engineering, 2013, 18(6): 796−800.
[17] RAJA P, RAMKUMAR P. Tribological effects of multiwall carbon nanotube (MWCNT) on Cu Based Hybrid Composite Brake Friction Material for Medium Duty Automotive Applications[J]. SAE Technical Paper, 2018. Report No. 0148−7191.
[18] LA FOREST M L, BEHNKE M E, MURDIE N, et al. High density carbon-carbon friction materials[J]. Google Patents, 2017.
[19] GB/T10425—2002, 烧结金属摩擦材料表观硬度的测定[S].北京: 中国标准出版社, 2002. GB/T10425—2002, Determination of apparent hardness of sintered metal friction materials[S]. Beijing: China Standard Press, 2002.
[20] GB/T5163—2006, 烧结金属材料(不含硬质合金)可渗透烧结金属材料密度、含油率和开孔率的测定[S]. 北京: 中国标准出版社, 2006. GB/T5163—2006, Sintered metal materials (without hard alloys) permeable sintered metal materials Determination of density, oil content and open porosity[S]. Beijing: China Standard Press, 2006.
[21] GB/T10424—2002, 烧结金属摩擦材料压缩强度的测定[S].北京: 中国标准出版社, 2002. GB/T10424—2002. Sintered metal friction material Determination of compressive strength[S]. Beijing: China Standard Press, 2002.
[22] 崔小浩, 李生华, 宋怀河, 等. 中间相碳微球摩擦性能研究[J].摩擦学学报, 2002, 22(4): 258−262. CUI Xiaohao, LI Shenghua, SONG Huaihe, et al. Study on the friction properties of mesophase carbon microspheres[J]. Tribology, 2002, 22(4): 258−262.
[23] 温诗铸. 摩擦学原理[M]. 北京: 清华大学出版社, 2012: 228−234. WEN Shizhu. Principles of Tribology[M]. Beijing: Tsinghua University Press, 2012: 228−234.
Effect of CVD carbon content on the properties of copper-based powder metallurgy clutch material
WANG Xiufei1, LI Bingju2, ZHANG Xiang2, YI Xu2, WANG Bin2, TAN Zhoujian2
(1. Foshan Research Institute, South China University of Technology, Foshan 528051, China; 2. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
The cutting debris of C/C composites prepared by chemical vapor deposition (CVD) was used as the source of carbon powder. Chemical vapor deposition (CVD) carbon powder/copper-based powder metallurgy friction materials with different CVD carbon powder contents were prepared by powder metallurgy method. The microstructure and composition of the friction surface of the materials were analyzed by scanning electron microscope (SEM) and energy dispersive spectrometer (EDS). The mechanical properties, friction and wear properties were also studied. The results show that the brinell hardness, density and compressive strength of CVD carbon powder/copper-based powder metallurgy materials decrease and the open porosity increases respectively with increasing the content of CVD carbon powder. The CVD carbon powder is smooth layer pyrolytic carbon. The main wear mechanism of 1%−2% CVD carbon powder/ copper-based powder metallurgy materials is abrasive wear, and the main wear mechanism of 3%−5% CVD carbon powder/copper-based powder metallurgy materials samples is mixture of abrasive and delamination wear.
powder metallurgy; copper-based friction material; CVD carbon powder; cutting debris
TF125.9
A
1673-0224(2019)02-129-08
广东省科技计划项目(2008B050100003)
2018−10−11;
2018−12−05
谭周建,高级工程师,博士。电话:15292069282;E-mail:tanzhoujian@csu.edu.cn
(编辑 高海燕)
