基于成纱条干的粗纱工艺优化
2014-03-30郭呵呵李惠军
郭呵呵, 李惠军
( 新疆大学,新疆乌鲁木齐830046)
在纺纱加工过程中,评价纱线质量好坏的一个重要指标是成纱条干。同一支数纱线的粗细,在理论上应该是一致的,但在纺纱过程中,由于工艺和设备方面的缺陷,会使成纱条干不匀。然而,影响成纱条干的因素是多方面的。粗纱作为纱线加捻完成前的最后一道工序,对成纱条干的控制起着关键性作用[1]。
本文针对粗纱工艺,结合实际情况找出粗纱工序中影响成纱条干的主要因素,设计出合理的代表性试验,选出最优工艺参数。与原来的粗纱工艺进行比较,成纱条干得到明显改善[2-3]。
1 试验
1.1 试验条件
纱线类型: CJ50 s 纯棉纱线
粗纱机: F33 粗纱机
1.2 工艺参数
熟条定量: 4.21 g/m;
粗纱定量: 5.4 g/10 m;
隔距块: 绿色;
定长: 800 m;
锭速: 1 000 r/min
1.3 正交试验
根据纺织企业的实际情况,挑选出4 个因子: 罗拉后区牵伸倍数、罗拉后区隔距、罗拉加压量和粗纱捻度,每个因子有4 个水平,得出L16(44)正交表,如表1 所示。
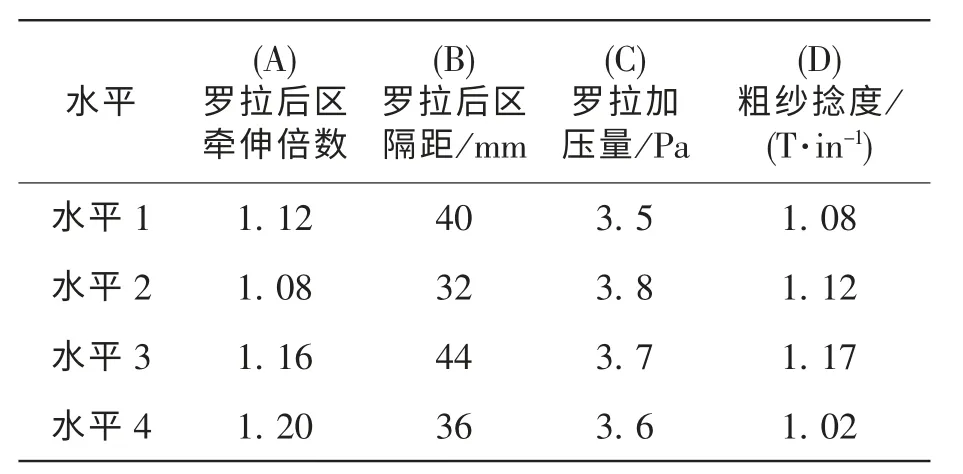
表1 四因子四水平正交试验
1.4 小样实验
根据四因素四水平表设计16 个小样试验,如表2 所示。
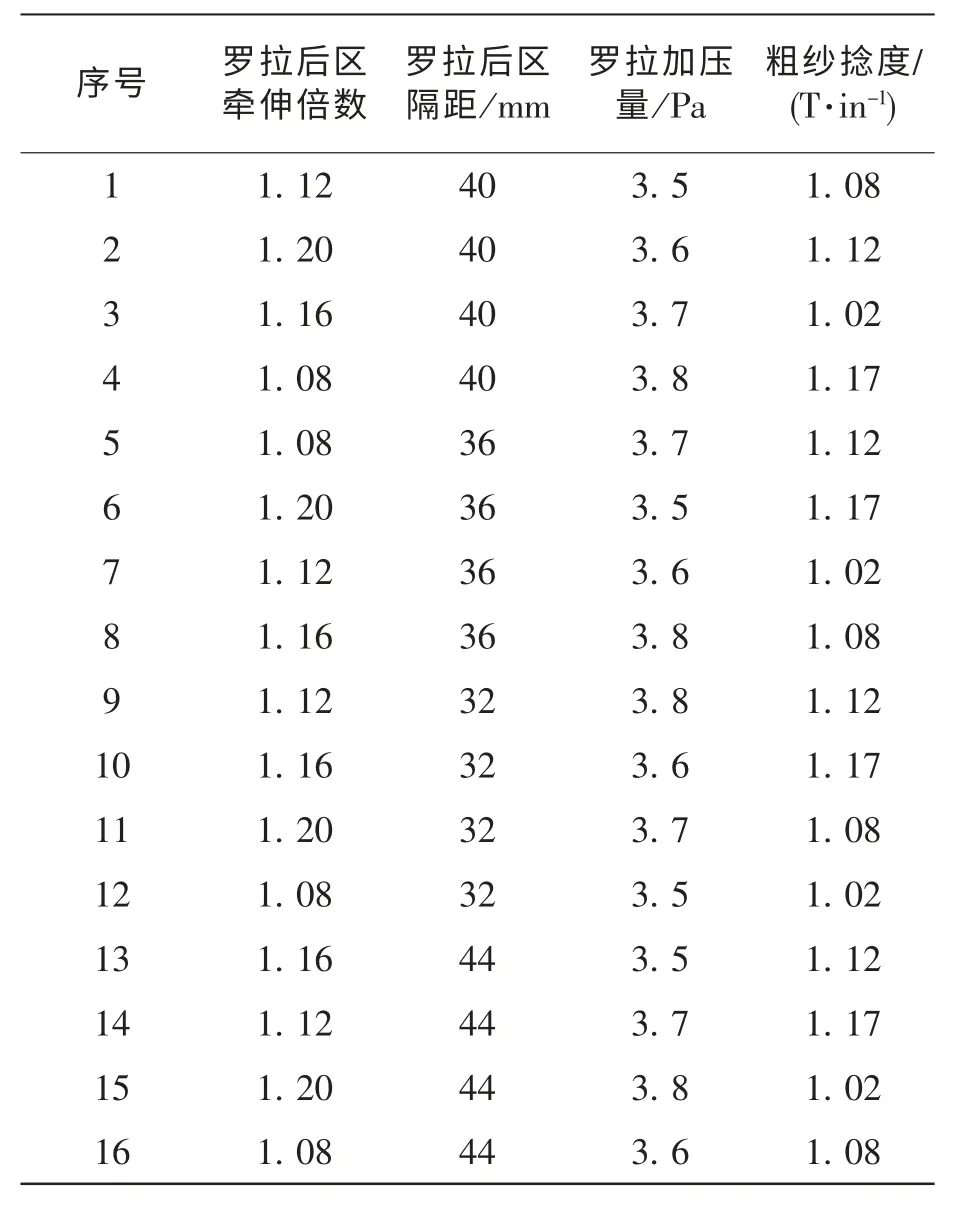
表2 16 个小样试验
2 实验数据的分析
2.1 试验结果
根据表2 的数据,上车进行试验。试验的结果均由USTER TESTER 4 测得,如表3 所示。

表3 16 个小样试验的结果
2.2 试验数据分析
2.2.1 方差分析
成纱条干CV 方差分析,如表4 所示。

表4 成纱条干CV 方差分析
由表4 可以看出,四工艺参数影响成纱条干的主次顺序为: 粗纱捻度>后区罗拉隔距>罗拉后区牵伸倍数>罗拉加压量。罗拉后区牵伸倍数、后区罗拉隔距、粗纱捻度对成纱条干影响特别显著,罗拉加压量对成纱条干影响不显著。
2.2.2 回归分析
设罗拉后区牵伸倍数为X1,后区罗拉隔距为X2,罗拉加压量为X3,粗纱捻度为X4,成纱条干CV 为Y。综合考虑四因子及其相互作用,假设回归方程为:
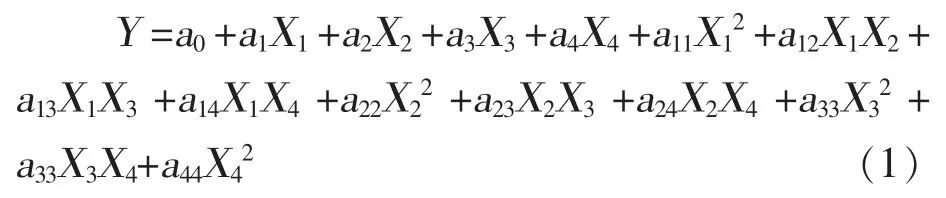
因方程中未知量过多,采用逐步回归法进行回归分析。分析结果如表5、表6 和表7 所示。

表5 模型概要

表6 方差分析
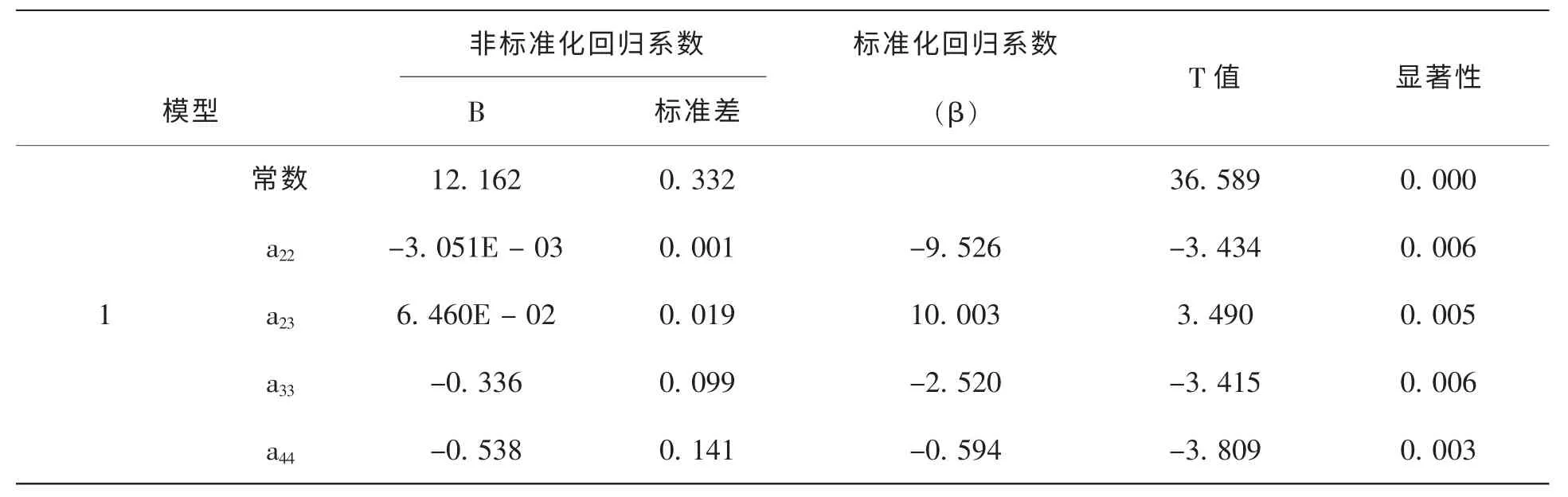
表7 回归系数
由以上结果可知在显著性水平α=0.05 时,回归方程与回归系数均通过了显著性检验。复相关系数R=0.858,复决定系数R2=0.736,拟合效果较好。回归方程为:

回归方程中四个变量的作用由大到小排列为X2X3,X22,X32,X42。后区罗拉隔距X2与罗拉加压量X3的交互作用对条干CV 影响最大;不能为了改善条干CV 而简单的减小或加大后区罗拉格局X2与罗拉加压量X3,只有当0.003051X22+0.336X32-0.0646X2X3>0 时,才能降低条干CV有利;粗纱捻度X4适当加大对降低条干CV 有利。
2.3 试验结论
根据以上方差的定性分析和回归的定量分析,针对成纱条干得出最优工艺: 罗拉后区牵伸倍数为1.16,后区罗拉隔距为32 mm,罗拉加压量为3.5 Pa,粗纱捻度为1.17 T/in。
2.4 工艺参数优化后的试验
根据上述优化后的工艺参数,进行第二次试验。对试验结果进行比较,优化前条干CV值为12.10%,优化后条干CV 值为11.99%。优化后的工艺相比原来的工艺,成纱条干改善0.91%。
3 结论
成纱条干对纱线质量的影响至关重要,粗纱工序又对成纱条干的改善有很大的帮助。本文针对粗纱工序得出成纱条干的优化结果: 选定罗拉后区牵伸倍数1.16、后区罗拉隔距32 mm、罗拉加压量3.5 Pa、粗纱捻度1.17 T/in为最优工艺,优化后的成纱条干较优化前改善了0.91%。
[1]徐少范.棉纺质量控制[M].北京: 中国纺织出版社,2002.
[2]袁景山.试论新型棉纺粗纱机纺纱工艺[J].棉纺织技术,2005(3):12-16.
[3]缪定蜀.新型粗纱机应用技术探讨[J].棉纺织技术,2005(3):7-11.
