涂装机器人仿形规划与车身外观工艺调试
2019-03-22李欣邬波易炜
李欣,邬波,易炜
涂装机器人仿形规划与车身外观工艺调试
李欣,邬波,易炜
(浙江吉智新能源汽车科技有限公司,浙江 杭州 311228)
喷涂机器人已经在汽车工业中得到广泛应用,而喷涂轨迹是保证喷涂质量的重要因素。文章对机器人喷涂轨迹做详细阐述,并对该轨迹的编制流程进行全面分析,对每个环节进行重点论述,并结合整车外观调试工艺流程,对影响外观质量的因素加以说明。
涂装;仿形;轨迹;机器人;外观
引言
随着汽车工业的不断发展,工业机器人代替传统的人工操作已经得到广泛应用,尤其在涂装喷涂方面优势极为明显。传统的人工喷涂完全依靠操作人员的技术、经验及责任心来保障喷涂效果,过程难以控制,喷涂质量稳定性差,而采用机器人喷涂,不仅可以降低人工成本,更能有效的对喷涂参数加以管控,且漆面装饰性好,外观质量稳定,油漆利用率高。目前,机器人喷涂已经成为汽车涂装的关键技术,尽管前期投入相对较大,但从长远效益来看,经济效益非常可观[1]。
喷涂机器人就是通过编程利用计算机辅助路径规划来进行复杂喷涂作业。采用机器人喷涂,可以对喷涂轨迹和过程进行数字化描述,做到精确控制,有利于控制喷涂质量,控制喷涂稳定性。
1 仿形

图1 某车形仿形轨迹图
仿形即机器人运动轨迹,全部轨迹路线近似于车型外轮廓的放大曲线如图1所示,该曲线与车身轮廓的法向距离即为喷杯到车身的喷涂距离。机器人将涂料喷涂到车身表面,烘干后的诸如膜厚、色差、橘皮、光泽等漆膜参数在稳定的公差范围内,且没有明显的表面缺陷,如流挂、少漆、色差、条纹等[2]。
因此我们会针对不同的车型设置不同的喷涂参数以及特定的喷涂轨迹,其中喷涂参数如吐漆量、旋杯转数、成形空气、电压可以随着天气因素灵活调整,但是喷涂轨迹的调整只能在停线时进行优化,且需要实车喷涂验证,因此喷涂轨迹是获得良好喷涂质量的关键因素,也是需要首先固化的一项参数。
2 仿形前期规划
2.1 确定漆雾重叠率
漆雾重叠率即为机器人在工件表面由上至下往返喷涂时,相邻两枪喷涂重叠比率。
其中,重叠率=(喷幅-往返间距)/喷幅;喷幅由机器人旋杯型号来确定。机器人运行轨迹的间距设置涉及到很多因素,设备因素如链速,枪速,喷枪的喷幅等,涂料因素如粘度,上漆率,固体份等[3]。
例如,当产能一定的前提下,链速保持不变,在导入新车型时,主要关注车身是否超宽超大,是否需要提高枪速来满足正常喷涂,当枪速提高,势必降低单次喷涂膜厚,为了保持膜厚一定,首先可以通过缩小间距增加重叠率来保证总膜厚,但是重叠率增加又会增加净喷涂时间从而影响效率,最终影响链速及总产能。其次也可以提高涂料固体份、增加粘度来保障上漆率,这样会增加涂料成本,满足当下调试车型的同时,无形中增加了其他在产车型的油漆成本。
综上诸多因素息息相关,建线之初为面漆线产能预留足够的提升空间。在调试新车型仿形轨迹时,经验判断,涂料成膜一般为喷涂2~3遍,轨迹重叠率一般在50%~70%之间,可满足工艺需求。
2.2 计算喷涂时间
确定机器人喷涂时间能否满足生产节拍,喷涂时间计算公式如下:
机器人喷涂时间=清洗时间+换色时间+跟踪传送等待时间+走空枪时间+实际喷涂时间[4]。
我们要根据机器人的排布,合理分配机器人的喷涂工作量,使得每个机器人的喷涂工作既要有特殊性,又要有均衡性,使得每个机器人的工作时间相当。
2.3 区域划分
车身轮廓凹凸不平,且存在锐边棱线等特征部位,在相同喷涂参数下,喷枪扫过的各个部位,存在膜厚不均,外观质量千差万别,若针对质量差的部位进行修改参数,势必会影响喷涂质量好的区域,因此独立修改,各个击破的方式会起到很好的效果。
我们习惯将车身表面程度近似的部位归纳为一个分区,例如翼子板,前门板,后门板,侧围,大顶,门框,裙边单独划分区域,不同分区维持不同的设备参数,各分区相互独立相互配合,使整车膜厚均匀一致[5]。
注意事项,虽然建立分区会使车身各个部位相对独立,分区并不是越多越好,像地球一样,大陆板块搭接处为地震高发区,同理分区搭接处的外观问题很难处理,经常出现斑马条纹,发花,流挂等缺陷。我们规划分区要坚持一个原则,平滑面与曲率大的特征线、转角不要划分同一分区,分区搭界尽量划在车身分缝线处。
3 示教
3.1 现场示教
仿形轨迹的设定可以通过在线示教完成,也称现场描点,旨在车身外表面用不同颜色的胶带手工规划机器人喷涂轨迹,如图2所示,然后通过控制操作盘让机器人沿着预先画好的轨迹运动,利用设备的记忆功能,完成每个机器人的轨迹动作,最后将所有动作储存为一个独立文件,便形成一套完整的仿形程序。
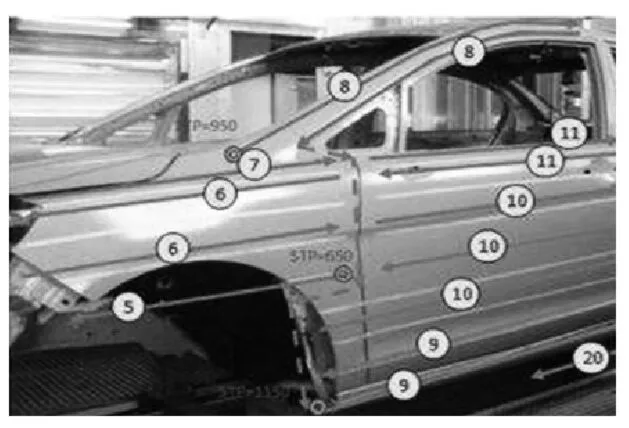
图2 某车型仿形轨迹现场示教图
首先在进行现场描点前,需要在喷枪口捆绑标尺,以便保持喷枪与车身之间的枪距固定。其次在完成每一个分区轨迹后,要进行空机运转,验证每一组动作平滑顺畅且无机械报警[6]。
3.2 离线编程
在数字化高度发达的今天,计算机仿真模拟无处不在,在编制仿形轨迹工作中同样可以用到。目前行业上有多款编程软件可实现离线编程。
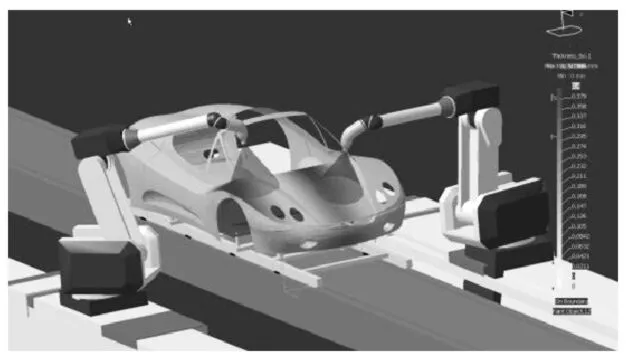
图3 某车型仿形仿真模拟
离线编程即为使用编程软件对现场进行模拟,实现生产线数字化管理及验证。首先需要模拟生产线建立模型,然后将车身数模(包括开闭件的开启角度)、滑橇及相对位置关系导入编程软件,通过软件来对车身进行轨迹模拟,如图3所示。
采用离线首先验证机器人的喷涂是否满足生产节拍,机器人之间是否出现干涉碰撞风险,机器人动作是否出现异形动作;其次验证各机器人的喷涂面积是否相当,避免出现过饱和、过闲置情况发生。利用软件操作可以有效的提高工作效率,可以随时随地完成,不用耽误生产,不用停线,也不用等节假日或者停线休息的有限空闲时间[7]。
有了理论的基础,现场验证相对容易,将程序导入现场机器人即可进行模拟。工作简单,时间灵活。有了完美的仿形轨迹,给接下来的工艺调试奠定了坚实的基础。
4 现场调试
4.1 设置喷涂参数
前期的所有准备工作都是为了后面的喷涂调试做准备,我们需要给机器人输入不同的喷涂参数,经过反复的验证,最终获得完美的外观。
喷涂参数的设置对膜厚起关键作用,常规的喷涂参数如下:枪速,枪距,旋杯转速,空气压力,吐出量,静电电压。
如果是新车型导入,相关参数可以参照现有车型进行设置。喷涂同一类油漆,喷涂不同部位,旋杯转速、电压基本一致,枪距在编制仿形程序的时候已经确定,需要调整的为吐漆量与成形空气。如果是新工厂初建,可以根据设备型号、涂料情况来设定一个经验值,对于像翼子板尖角、门边等特殊位置容易产生漆膜堆积现象,易出现肥边、流挂等漆膜缺陷,应设置较小的吐出量,常规的参数值设置如表1表2。
表1 机器人喷涂参数
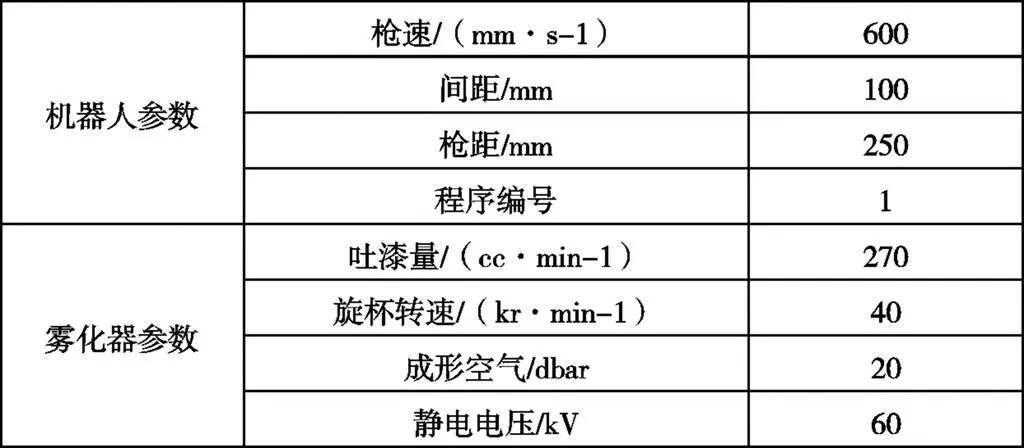
表2 车身不同部位吐漆量设置 ml·min-1
注:此表为经验值,实际操作可依据现场调整
4.2 挂板试喷
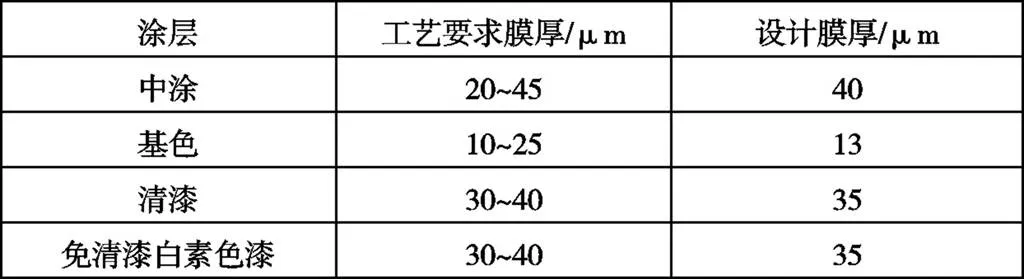
在未经过带漆喷涂调试前,以初步设定的喷涂参数及仿形轨迹喷出的车身,外观是存在严重偏差的,我们需要在喷涂后,采集中涂、基色、罩光的分层膜厚,通过调整吐漆量,使整车膜厚固定在统一的范围内,并且要求在特征部位不存在流挂、返青、发花、橘皮大等严重缺陷,同时车身外观参数满足企业标准。表3显示的是某公司3C2B喷涂工艺的相关膜厚标准:
表3 3C2B喷涂工艺膜厚标准
此部分工作是漆膜现场调试工作的重要内容,工作量相对较大,为了确保分层膜厚采集的准确性,要求每次喷涂必须在电泳车身上完成,这样下来一个车型一个颜色的调试会耗费5~7台的白车身,这样的车身外观质量差,只能用于碰撞、台架等基础实验,不可用于展销、广宣。
为了节约成本,减少白车身的使用,可以采用车身包裹铝箔,并在铝箔表面粘贴电泳板,我们通过采集电泳板的数据来代替车身数据。这样每次仅需要更换电泳板,保留唯一的电泳车身。电泳板的成本相比电泳车身廉价很多。
车身粘贴电泳板,需要根据前期的分区方式,对每个分区进行粘贴,电泳板数量根据分区面积,合理排布,仅覆盖代表性部位即可,无需整车全覆盖。
在当前的仿形程序及参数下进行带漆喷涂,首先要确保全程无高电压报警[8]。
4.3 整车验证
挂板喷涂为车身调试工作的前期工作,当各个分区的电泳板膜厚相对稳定后,需要喷涂整车加以验证。验证一:整车膜厚均匀性,膜厚数据大量采集;验证二:尖角、锐边、棱线无挂漆,凹槽无返青;验证三:整车外观参数达标。
对于各缺陷,调整机器人吐漆量是最直接最有效的办法,首先确认产生漆膜缺陷的漆层,例如流挂会出现在中涂层、清漆层,漆膜喷涂过厚导致,通过降低吐漆量来解决;返青、发花出现在色漆层,漆膜喷涂过薄导致,通过增加吐漆量来解决;橘皮出现在清漆层,漆膜喷涂过薄导致,通过增加吐漆量来解决,等等。
有些情况是通过调整吐漆量无法解决的,例如翼子板尖角流挂,但是翼子板大面总体膜厚处于标准下限,降低吐漆量会消除尖角流挂,但是会影响总体膜厚。可以通过设备及涂料两个方面来解决,一,仿形问题,尖角处走枪过多,枪距太小,可以通过设置开关枪或者调整枪距来解决;二,涂料粘度不够,流淌性太强,可以通过调整粘度、添加快干固化剂来解决。类似问题,我们首先要试喷多种颜色,全方位多角度分析,是个案还是普遍现象,因为颜色是多种多样的,油漆配方各不相同,出现漆膜问题也是正常现象,但仿形轨迹是唯一的,它对应该车型的所有颜色,仿形一旦调整,会涉及到所有颜色都会发生变化。只有普遍的缺陷发生,才会考虑调整仿形程序。
整车验证既是为了解决车身所有细节部位的缺陷,当所有缺陷都得以改善,整车喷涂工作圆满结束。
5 结语
车身的仿形轨迹定制及车身颜色喷涂调试是涂装调试工作中一项重要工作,车身漆膜性能的提高很大程度上取决于车身的喷涂轨迹,其结果直接影响到整车的外观质量,因此前期的仿形编制尤为重要,它能充分发挥机器人的喷涂优势,也能规避油漆自身的缺陷,需要在实际调试工作中充分总结,调研,并在实际生产中加以应用。
[1] 吴小穗.涂装喷涂机器人仿形与漆膜性能调试[J].材料保护,2007.8: 66~68.
[2] 任文玲.新车型涂装机器人仿形开发过程及漆膜调试[J].重点报道, 2014.10:7~9.
[3] 王海平.机器人喷涂仿形技术及喷涂工艺的优化[J].上海涂料, 2015.4:32~35.
[4] 赵静谦.机器人喷涂仿形示教[J].上海涂料,2012.4:36~38.
[5] 韩鸿志.全仿形自动喷涂机喷涂轨迹规划与结构设计[J].机械设计,2014.7:75~80.
[6] 李祥明.喷涂机器人多遍喷涂涂层均匀度分析[J].技术交流,2014.2: 16~19.
[7] 祁文砚.喷涂机器人离线编程的应用和扩展[J].制造业自动化, 2013.10:25~27.
[8] 赵晓龙.自动热喷涂机器人喷枪轨迹研究综述[J].现代制造工程, 2014.1:131~136.
Planning of profiling of painting robots and body appearance process debugging
Li Xin, Wu Bo, Yi Wei
(Zhejiang Jizhi New energy automobile technology co., Ltd., Zhejiang Hangzhou 311228 )
Spraying robot has been widely used in the automotive industry, and spraying trajectory is an important factor to ensure the quality of spraying. In this paper, the spraying trajectory of the robot is described in detail, and the compilation process of the trajectory is comprehensively analyzed. Each link is emphatically discussed, and the factors affecting the appearance quality are explained in combination with the vehicle appearance debugging process, factors of affecting the appearance quality.
Paint;Profiling;Track;Robot;Appearance
A
1671-7988(2019)05-158-04
U466
A
1671-7988(2019)05-158-04
U466
李欣,就职于浙江吉智新能源汽车科技有限公司。
10.16638/j.cnki.1671-7988.2019.05.050