新型藤椒酱加工工艺的研究
2019-03-18陈艳李美凤饶朝龙林梦娴
陈艳,李美凤,饶朝龙,林梦娴
(成都中医药大学 公共卫生学院,成都 611137)
藤椒学名竹叶花椒(ZanthoxylumarmatumDC.),简称竹叶椒,属芸香科,为青花椒的一种。藤椒全株有花椒气味,麻舌,苦味及辣味均较花椒浓,皮的麻辣味最浓,与常用花椒相比,藤椒香气独特,麻味更绵长幽香[1],不刺激咽喉、胃,不哽气、不上火,与青花椒相比,麻得更纯正,且没有青花椒的苦涩味。作为传统花椒属中的一个重要品种,目前已经从藤椒中分离鉴定出60多种化学成分[2],藤椒主要含酰胺、黄酮、生物碱、甾体、三萜和木脂素等成分[3,4]。通过现代药理研究证明藤椒具有驱蚊虫、解热、解痉、保肝、抗氧化、抗炎镇痛、抗血小板活化因子等多种作用。在民间,藤椒主要应用在治疗牙痛、胃腑冷痛、风湿性关节炎、跌打肿痛、感冒头痛、活血止痛等方面[5]。
近年来,藤椒的开发利用逐渐兴起,市场上已有将鲜藤椒入油炼制得到香味浓郁的藤椒油[6],且在川菜中已崭露头角;另外,藤椒鸡、藤椒凤爪、藤椒鱼等藤椒风味菜品深受食客喜爱[7]。根据对藤椒的开发现状分析,本试验首次利用藤椒作为主要材料进行调味酱的研制,所得产品颜色翠绿,麻香浓郁悠长,麻度适中,质地均一,组织细腻,符合我国调味酱的发展方向,市场前景广阔;同时为鲜藤椒的开发利用提供了新途径。
1 材料与方法
1.1 材料与设备
1.1.1 原辅材料
鲜藤椒:食品级,洪雅县和鑫农业科技发展有限公司;植物油、食盐、白酒、白砂糖、白醋:食品级,市售;D-异抗坏血酸钠:食品级,江西省德兴市百勤异VC钠有限公司;羧甲基纤维素钠:食品级。
1.1.2 试剂
无水乙醇:食品级,成都市科隆化学品有限公司;氢氧化钠:分析纯AR,成都市临江化工厂;硫酸、甲醛、活性炭(粒状):分析纯AR,成都市科龙化工试剂厂;甲基红、酚酞:成都市科龙化工试剂厂。
1.1.3 主要仪器和设备
JJ-2组织捣碎机 江苏正基仪器有限公司;C21-SDHCB39电磁炉 浙江绍兴苏泊尔生活电器有限公司;DZXW-S-4电热恒温水浴锅、FL-1电炉 北京市永光明医疗仪器有限公司;GZX-GF101-2-BS-Ⅱ/H电热恒温鼓风干燥箱 上海跃进医疗器械有限公司;NDJ-5S数字粘度计、HJ-6A磁力搅拌器 昆山国晶电子有限公司;SCIENTZ-11L无菌均质机 宁波新芝生物科技股份有限公司;ESJ200-4分析天平(万分之一) 赛多利斯科学仪器(北京)有限公司;RE-52A旋转蒸发仪 上海亚荣生化仪器厂;SHZ-D(Ⅲ)循环水式真空泵 巩义市予华仪器有限责任公司;BCD-226TX冰箱 青岛海尔股份有限公司。
1.2 试验方法
1.2.1 工艺流程
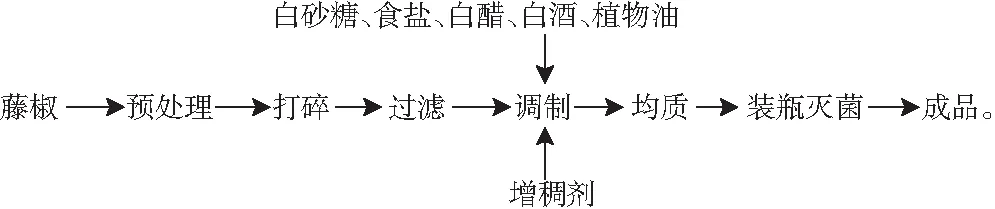
1.2.2 操作步骤
1.2.2.1 原料预处理
选择颗粒饱满、颜色鲜亮有光泽的洪雅优质藤椒,经逆流水冲洗,去掉藤椒籽,避免影响成品的颜色。
1.2.2.2 称量
将配方所需的白砂糖、盐等材料使用分析天平精确至万分之一称好后,备用。
1.2.2.3 捣碎
以15 g藤椒果皮为基准,将水与藤椒果皮以2∶1的比例,加入护色剂D-异抗坏血酸钠用组织捣碎机捣碎2 min,使其充分捣碎。
1.2.2.4 过滤
用1层纱布将打碎后的藤椒液进行过滤,使其口感更加细腻。
1.2.2.5 调制
将白砂糖、食盐、白醋、白酒、植物油混合均匀后,再与过滤好的藤椒汁混合,加入增稠剂,用电磁炉水浴加热30 s,搅拌均匀。
1.2.2.6 均质
为了成品的稳定性和均一,使用无菌均质机在39 ℃对调配后的藤椒酱以280 r/min均质30 min。
1.2.2.7 装瓶杀菌
将调配均质好的藤椒酱,装入清洗干净的玻璃瓶内,经80~85 ℃、20 min巴氏灭菌,冷却后即为成品。
1.2.3 藤椒最佳加工方式的确定
称取15 g藤椒鲜果2份,分别将其去籽与不去籽,用组织捣碎机打碎、过滤后按照试验方法制作出藤椒酱,试验中以最终成品的色泽、酱体细腻度的感官评定为指标,确定藤椒的最佳加工方法。
1.2.4 藤椒酱配方优化正交试验研究
在藤椒酱单因素试验的基础上,采用正交试验对影响藤椒酱品质的因素进行条件优化。水与藤椒果皮的比例(A)、白砂糖添加量(B)、白醋添加量(C)、羧甲基纤维素钠添加量(D)4个因素各选取3个具有代表性的水平,进行L9(34)正交试验,以感官评价的综合得分作为评价指标,最终确定藤椒酱的最佳配方。正交试验设计因素水平见表1。

表1 正交试验设计因素水平表
1.2.5 藤椒酱最佳灭菌工艺的研究
通过对藤椒酱成品进行封罐杀菌可以使藤椒酱具有较长的保存期,而且在较长时间内不出现色变及析水、析糖现象。本试验在80,85,90,95,100 ℃下分别灭菌20,30 min,采用感官评定方式对藤椒酱的析水、析糖情况,颜色和气味的变化进行评价,并用NDJ-5S数字粘度计,统一张角为55%的前提下对藤椒酱的粘度进行3次测定并取平均值,以该测定数值作为参考指标来确定藤椒酱的最佳灭菌工艺。
1.2.6 藤椒酱稳定性的研究
沿用《沙拉酱生产工艺的研究》[8]的方法,将藤椒酱分别用冰箱冷藏或冷冻以及连续水浴加热一段时间的方式,观察藤椒酱的稳定性。
1.2.7 藤椒酱中酰胺类物质含量的测定[9]
参照《花椒麻味素(酰胺类)含量的常规检测》中的有机溶剂提取法和甲醛滴定法,结合可行性进行改良,对藤椒酱与藤椒鲜果中的酰胺类物质进行测定。
1.2.8 藤椒酱感官评定方法
藤椒酱感官评定总分为100分,每次参与评定人数为10人,从口感、色泽、香味及组织形态4个方面进行评分,评分标准见表2。
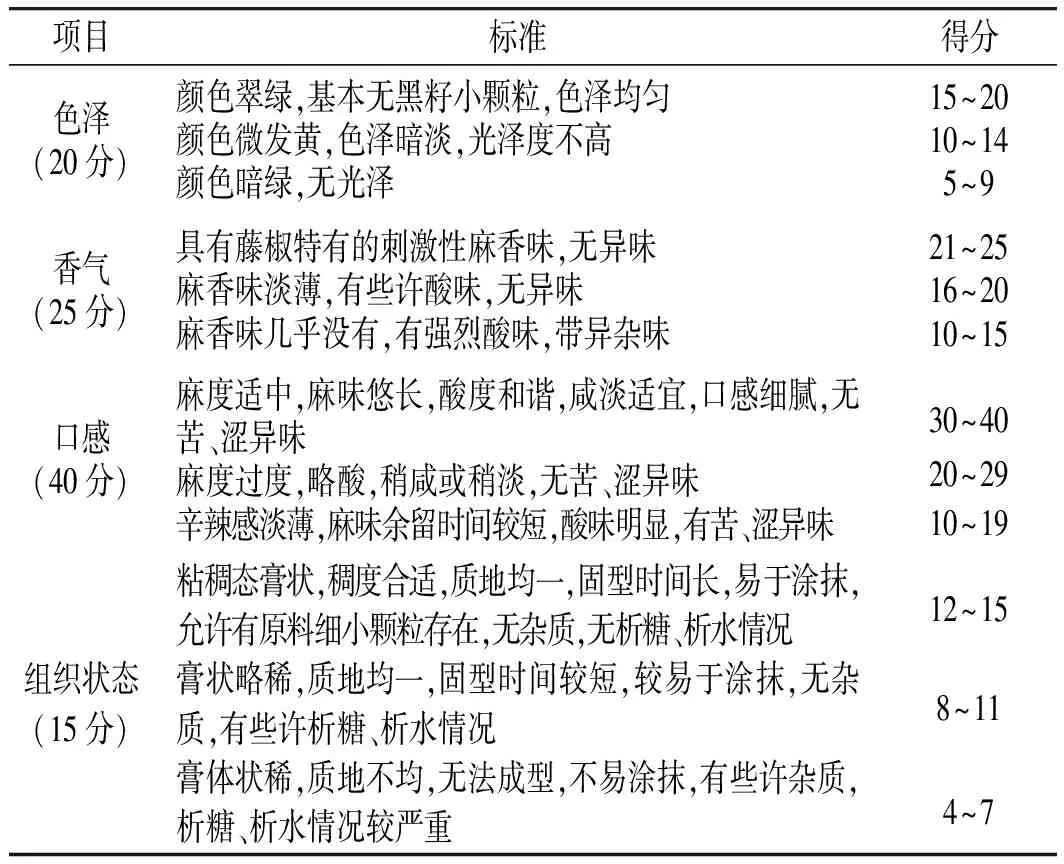
表2 藤椒酱的感官评定标准
1.2.9 数据处理
采用Excel软件和SPSS 20.0软件进行数据的处理和分析。
2 结果与分析
2.1 藤椒最佳加工方式的确定

表3 藤椒加工方式对藤椒酱品质的影响
由表3可知,藤椒去籽后制作的藤椒酱颜色翠绿,基本无黑色颗粒,而未去籽的藤椒酱颜色暗绿,残留有黑籽打碎后的黑色颗粒;未去籽的藤椒酱麻味稍过度,而去籽的藤椒酱麻味较前者淡,麻度适宜。因此,选用藤椒果皮进行藤椒酱的制作。
2.2 藤椒酱配方正交试验结果
采用水与藤椒果皮的比例、白砂糖、白醋、羧甲基纤维素钠的添加量作为研究对象,每个因素拟定3个水平(见表1),根据风味、口感、色泽及组织形态等进行综合评分,采用正交试验进行配方优选,正交试验结果见表4,方差分析结果见表5。

表4 正交试验结果表
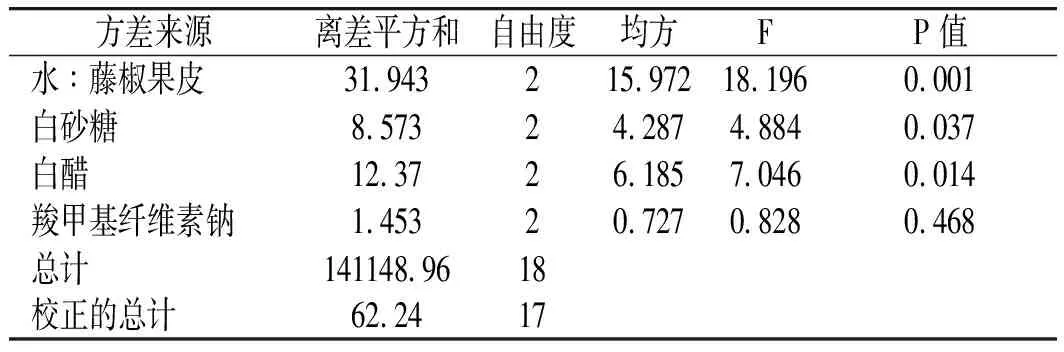
表5 方差分析

由表4可知,影响藤椒酱风味各因素的主次关系依次为水与藤椒果皮的比例(A)>白醋添加量(C)>白砂糖添加量(B)>羧甲基纤维素钠添加量(D),且由表5可知,水与藤椒果皮的比例、白砂糖和白醋的添加量对藤椒酱的品质影响显著。当水与藤椒果皮的最佳比例为2∶1,白砂糖为2.4 g,白醋为0.45 g,羧甲基纤维素钠为2 g时,感官评分最高,为92.10。对其最优组合A2B2C2D1进行验证,感官得分为93.6,因此,藤椒酱的最优配方为:以15 g藤椒果皮为基准,水与藤椒果皮的最佳比例为2∶1,白砂糖为2.4 g,白醋为0.3 g,羧甲基纤维素钠为2 g。在此条件下研制出的藤椒酱组织形态均匀,呈浓稠状,口感细腻,具有较好的口融性和涂沫性,无析糖、析水现象,酱体整体色泽呈翠绿色,均匀一致,具有浓郁的麻香味。
2.3 藤椒酱最佳灭菌工艺的研究
本试验对藤椒酱成品进行了灭菌效果试验,并与不进行灭菌的藤椒酱进行对照,得出其最佳灭菌条件,灭菌试验效果见表6。
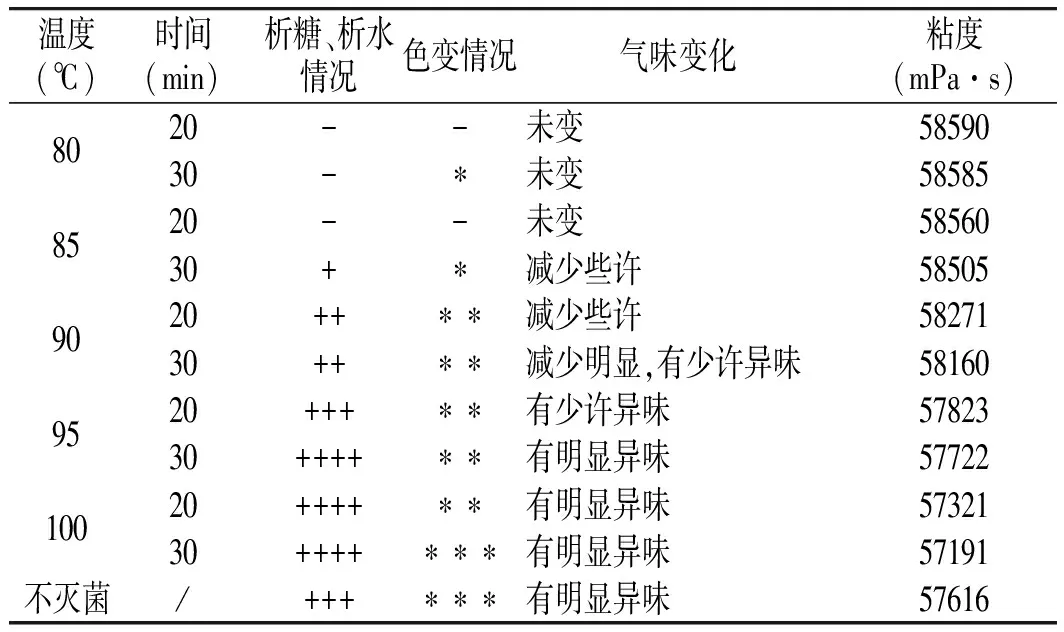
表6 灭菌试验效果(室温保存7天)
注: “+”越多表示析糖、析水越严重; “*”越多表示色变越严重; “- ”表示未发现色变。
由表6可知,在相同温度下,灭菌时间越长,对产品稳定性影响越大;而随着温度的升高,对产品稳定性的影响也增大,温度越高、时间越长,藤椒酱色变、析水、析糖情况越严重。综合对藤椒酱的粘度测定结果发现,在温度85 ℃,30 min的杀菌条件下,藤椒酱的粘度下降稍明显,在温度90 ℃,20 min的杀菌条件下,粘度下降突然增大,由此可得藤椒酱的最佳杀菌条件为80~85 ℃,20 min。
2.4 藤椒酱的稳定性研究
对藤椒酱的耐低温、耐高温程度进行研究来确定藤椒酱的储存方式。在冰箱的冷冻格(-10 ℃)与冷藏格(4 ℃)分别放5瓶藤椒酱,每隔4 h各取出1瓶解冻后观察酱体的变化,测定其粘度变化,来检验其耐低温程度。取成品酱200 g放入500 mL烧杯中,从30 ℃升至100 ℃的连续加热下,边搅拌边观察酱体的变化情况,记录酱体结构发生变化的临界温度,观察藤椒酱的耐高温程度,其结果见表7。
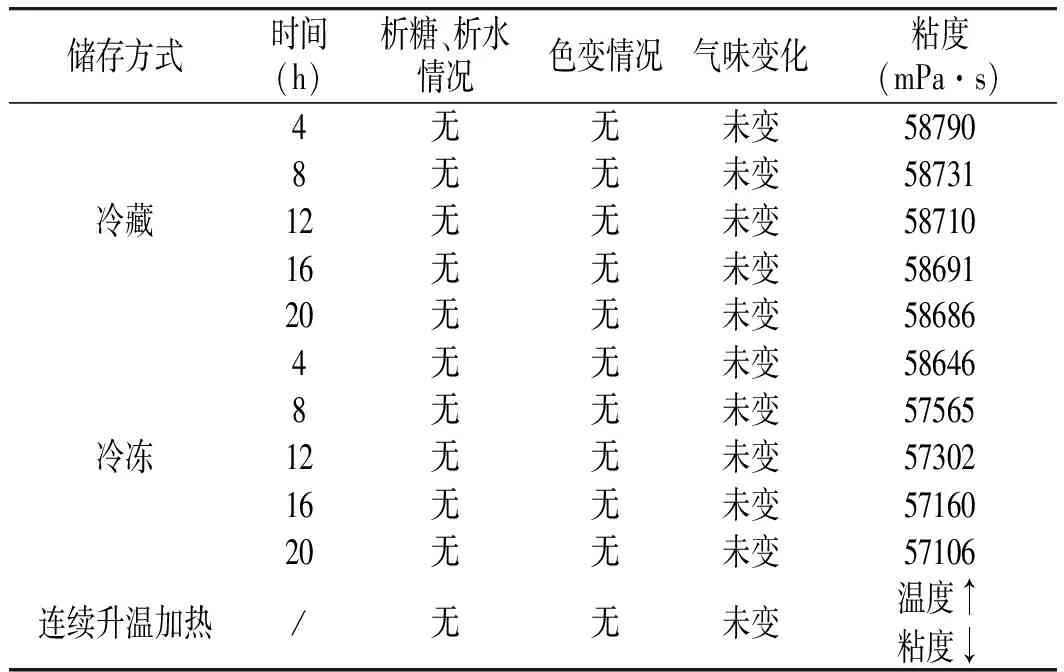
表7 藤椒酱稳定性研究
由表7可知,在低温冷藏或冷冻20 h后,酱体的颜色、气味、形态都无太大的改变,粘度有少许下降。另外,在经过从30 ℃升至100 ℃的连续加热下,随着温度升高,粘度降低,但未发生破乳现象。由此可知,藤椒酱的稳定性好,常温、冷藏或冷冻条件下均可储存。
2.5 藤椒酱中酰胺类物质的测定
本次试验对藤椒酱以及去籽的藤椒鲜果皮分别进行了3次提取,对每次提取出来的浸膏进行了3次滴定,并计算得到总酰胺含量,其结果见表8。
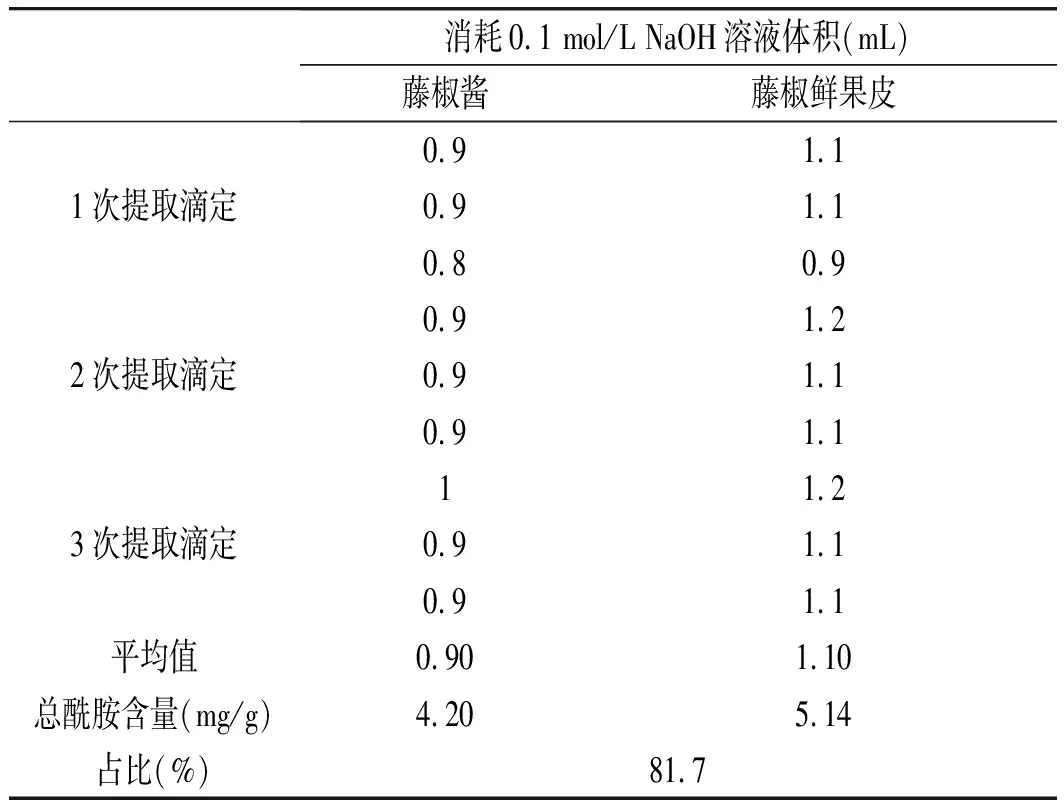
表8 藤椒酱与藤椒鲜果皮总酰胺含量滴定表
由表8可知,藤椒酱总酰胺含量为4.2 mg/g,而藤椒鲜果的总酰胺含量为5.14 mg/g,两者相差0.94 mg/g,藤椒酱总酰胺含量与藤椒鲜果皮的总酰胺含量的比例为81.7%,综上可知,在藤椒酱制作过程中对藤椒含有的麻味成分酰胺类物质有少许损失,这样制作出的藤椒酱麻味绵长且适宜,不会过分刺激。
3 结论
从材料的风味、营养价值及创新性角度出发,选择藤椒作为原料,确定藤椒的最佳加工工艺,然后对整体风味、组织形态等方面进行评价,研制出一款麻香味浓厚、风味适宜、口感新颖的新型藤椒酱。本研究主要得到了以下结论:
藤椒的最佳加工方式为去籽,采用新鲜的藤椒果皮所研制的藤椒酱颜色翠绿,光泽度好,组织状态均匀,口感细腻。
通过配方正交优选试验确定的藤椒酱的最佳配方为:以15 g藤椒果皮为基准,水与藤椒果皮的最佳比例为2∶1,白砂糖为2.4 g,食盐为1.6 g,白醋为0.3 g,白酒为0.5 g,植物油为1 g,羧甲基纤维素钠为2 g,D-异抗坏血酸钠为0.16 g。
藤椒酱最佳灭菌条件为80~85 ℃下保持20 min。在此条件下藤椒酱的析糖、析水,颜色和气味变化情况较好。藤椒酱在低温冷藏或冷冻及连续加热条件下未发生破乳现象,其稳定性好,在批量生产过程中为了减少能耗,建议常温储存。
通过对最优配方得到的藤椒酱进行酰胺类物质含量的测定,每1 g藤椒酱中总酰胺物质的含量为4.2 mg,相比去籽后的藤椒鲜果皮减少了0.94 mg,可知加工过程中藤椒的麻味物质有少量损失,但是这种损失使藤椒酱的整体风味更加融洽。