钢轨打磨机理研究进展及展望
2019-02-27王文健刘启跃
周 坤 王文健 刘启跃 郭 俊
西南交通大学牵引动力国家重点实验室,成都,610031
0 引言
钢轨是铁路系统中重要的承力部件,随着我国铁路“高速”、“重载”战略的实施,轮轨间载荷也大幅增加,波磨、疲劳裂纹、剥落等钢轨损伤也日趋严重[1-2]。这些损伤会加剧列车运行时的振动与噪声,甚至对列车运行安全造成威胁[3-4],因此当钢轨损伤达到一定限度时,或者在这些损伤出现之初,就需要对钢轨进行维护。钢轨打磨是世界各国铁路工务部门最常用的线路维护技术之一,是对钢轨进行修复最有效的措施[5-8]。通过打磨作业可修复或减轻轨面损伤,预防接触疲劳等钢轨损伤的产生,有效改善轮轨匹配关系,延长钢轨使用寿命,提高列车运行的安全性与稳定性。当前,随着我国高速铁路的快速发展,钢轨打磨技术也逐渐成熟,我国钢轨打磨技术已经从最开始借鉴国外打磨经验到目前形成自己的打磨模式[9-10],但对钢轨打磨机理的理解,特别是钢轨材料去除行为以及打磨参数的选取策略方面的研究还不够充分。在钢轨打磨过程中,钢轨与磨石的相互作用行为复杂,打磨效率与打磨质量受多个因素的影响,且我国铁路分布范围广泛,钢轨服役环境复杂多样,钢轨表面经常存在水、油等第三介质,这也会对钢轨打磨效果产生很大影响[11]。因此,现今钢轨打磨技术的关键在于加深对钢轨打磨机理的研究,不断优化打磨参数,研发更加优良的打磨磨石,将钢轨打磨与其他钢轨维护技术相结合,进一步完善我国高速铁路钢轨打磨技术理论体系与作业标准。
本文综述了钢轨打磨过程中材料的去除机理,结合打磨参数、打磨磨石特性与打磨工况对材料去除行为进行了分析,根据钢轨打磨模拟实验提出了钢轨打磨效率与打磨质量相互作用的机制,阐明了钢轨打磨对轮轨滚动接触疲劳的影响,并对钢轨打磨机理研究的发展趋势作了展望。
1 钢轨打磨材料去除机理
1.1 钢轨打磨方式
钢轨打磨是使用磨具对钢轨进行材料去除的过程,按照磨具的类型、磨具与钢轨的接触形式,钢轨打磨可分为主动打磨、砂带打磨和被动打磨。钢轨主动打磨方式如图1a所示。在打磨过程中,安装在打磨列车下的磨石以一定速度旋转,在打磨列车液压系统的推动下与钢轨顶部接触,与此同时,打磨列车在钢轨上移动,对整条线路进行打磨作业。另外还可以调整磨石相对于钢轨的角度,对钢轨轨面进行“包络打磨”,以修复钢轨廓形[12-13]。主动打磨属于端面磨削方式,打磨钢轨材料去除量大,磨削效率高,但打磨产生的温度高,容易烧伤钢轨。
另一种钢轨打磨方式为砂带打磨[14-15]。近年来,砂带打磨技术因其具有柔性接触的特点且不易损伤钢轨、磨屑易于回收、作业安全,逐渐受到广泛关注,并开始逐步应用于实际钢轨维护中,如瑞士公铁两用钢轨砂带打磨车。如图1b所示,接触轮由刚性轮毂外包一层弹性橡胶构成,砂带安装在接触轮上,以一定压力与钢轨相接触,对钢轨进行打磨作业,与此同时,砂带打磨车在钢轨上移动,对整条线路进行打磨[16-17]。与主动打磨过程一样,砂带打磨头以一定角度在轨头上分散布置,以实现“包络打磨”。另外,可将接触轮圆周设计成内凹形,以增加接触长度,提高打磨作业效率。
钢轨被动打磨又称高速打磨[18],不同于主动打磨的杯形磨石,被动打磨磨石采用带有外圆廓形的圆锥形磨石。如图1c所示,磨石没有驱动系统,打磨过程中,磨石在钢轨高速打磨列车运动下被动地与钢轨接触,打磨磨石与钢轨纵向存在一定的夹角(磨石冲角)。打磨过程中磨石与钢轨的接触线较主动打磨的接触线长,可以更好地去除掉钢轨表面的短波长波磨。打磨作业完成后轨面粗糙度为5~10 μm,打磨后不会使得钢轨断面形成棱面,而是形成光滑的钢轨廓形。

(a)主动打磨
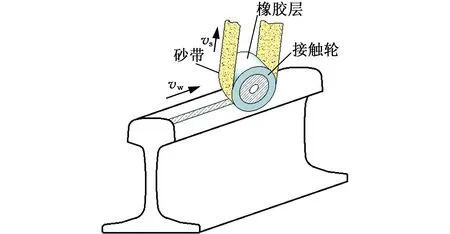
(b)砂带打磨[16]
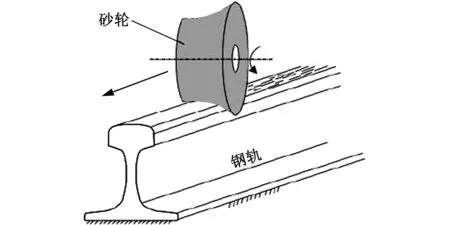
(c)被动打磨[18]图1 钢轨打磨示意图Fig.1 Diagram of rail grinding
随着近年来我国高速铁路的快速发展,高速打磨技术也被广泛应用到高速铁路的钢轨维护工作中。当前最先进的高速铁路打磨方法是德国Vossloh公司的被动式高速打磨技术,我国于2013年在京沪线上试用该公司的高速打磨列车,打磨效果良好。高速打磨技术采用的是被动打磨方式,通常用于预防性打磨策略,当钢轨表面疲劳裂纹扩展到一定程度时即予以消除,原则上钢轨通过总重为300~500 GN时打磨一次,最长间隔时间不宜超过2年,单次打磨量为0.005~0.1 mm,一条高速铁路每年通常需要进行2~3次打磨作业。采用此种打磨方式能有效减少高速铁路钢轨的滚动接触疲劳。与主动打磨相比,高速打磨单次打磨量小,打磨作业更加频繁,比较适合在行车密集的线路作业,更有利于控制钢轨波磨。高速打磨列车作业速度一般为60~80 km/h,单条线路的打磨作业时间通常在1 h以内,打磨作业时不需要专门封闭轨道,其工作效率为主动打磨的3~5倍,对钢轨造成的损伤也比较小[19]。如图2所示,高速打磨后钢轨表面磨痕为交叉网状,而主动打磨后钢轨表面为平行磨痕,这两种类型的磨痕对轮轨滚动接触疲劳的影响区别目前还未知。
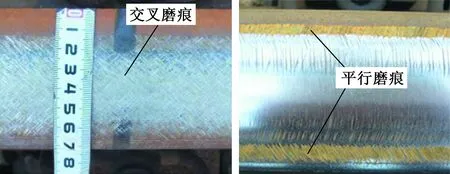
(a)被动打磨磨痕 (b)主动打磨磨痕图2 打磨钢轨磨痕Fig.2 Grinding marks on the ground rail
三种打磨方式各有特点,打磨效果和针对的线路也有所不同,表1列出了这三种打磨方式各自的特点。不论采用何种方式进行打磨作业,钢轨与磨具界面存在复杂的材料去除行为和摩擦学行为,且打磨受多个参数的影响,同时钢轨与磨石处于开放环境中,受外部条件影响较大,因此,对钢轨打磨材料去除机理的研究将有助于进一步优化钢轨打磨技术。

表1 三种打磨方式作业特点比较
1.2 钢轨打磨材料去除模型
钢轨打磨过程中,处于磨石端面的磨粒对钢轨进行切削,因此从单颗磨粒切削入手,分析单颗磨粒对钢轨材料的去除作用,然后扩展到整个磨石的磨削过程,就可以对钢轨打磨过程中钢轨材料的去除过程进行全面而深入的研究。
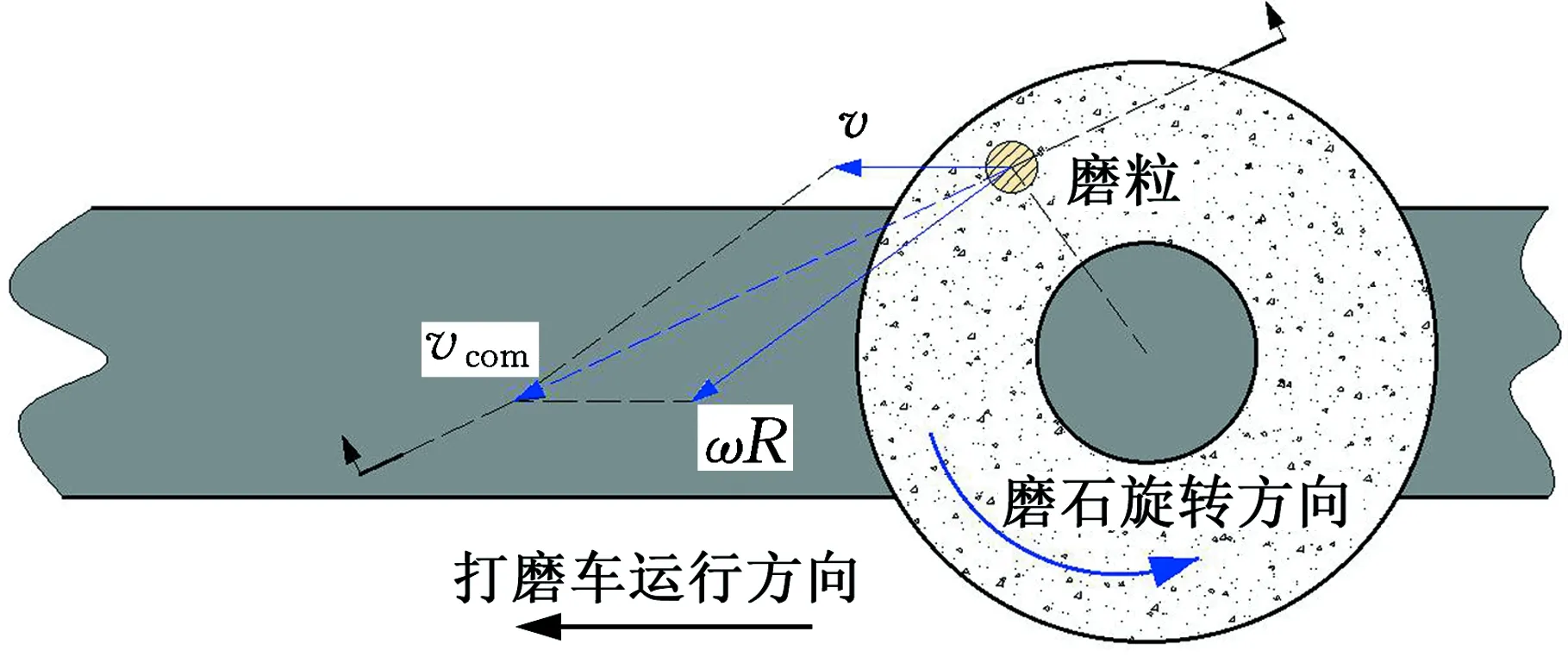
打磨作业过程中,钢轨表面波磨会使得打磨压力产生波动,这种压力波动会对钢轨打磨质量产生很大影响。通过数值仿真可以直观地分析这种情况下的打磨压力波动行为,研究表明[20]随着轨道不平顺幅值和波长的增大,打磨压力波动有增大的趋势;随着打磨列车运行速度增大,打磨压力波动变小,适当提高打磨小车垂向刚度、减小打磨单元质量,有利于减小压力波动、提高钢轨打磨的稳定性。如图3所示,打磨过程中,磨粒与钢轨的接触弧长是评价磨石磨削能力的重要参数,随着磨石转速的增大,接触弧长度先减小后增大;随着打磨列车运行速度提高,接触弧长度减小[21]。接触弧长增大意味着磨粒切削过程加长,打磨效率有所提高。如图4所示,钢轨打磨过程中,磨粒的运动由两部分组成,即随着磨石的转动而转动和随着打磨列车在钢轨上的移动而移动,磨粒的运动为两部分的矢量和,在磨粒运动分析的基础上可以计算得到整个磨石消耗的功率[22]。
利用有限元仿真可以更加直观地表达磨粒切削过程中钢轨材料的去除过程,即先仿真打磨过程中单颗磨粒的切削过程[23],并分析切削过程中单颗磨粒几何形状、切削深度、负前角对钢轨材料去除行为的影响,然后再由此推展到整个磨石打磨的材料去除过程。如图5所示,在磨粒切削过程中,钢轨材料被挤压形成毛刺和切屑,切削力随着磨削深度的增加而增大;随着磨粒负前角增大,切削力增大。在分析单颗磨粒切削的基础上,建立单个磨石打磨时的三维仿真模型[24]。首先测量钢轨打磨磨石表面形貌,获得磨粒面密度和突出高度等表面特征,然后采用虚拟格子法建立磨石模型,并对虚拟磨石进行打磨仿真。结果表明,随着磨石转速的增大,打磨磨削力缓慢减小,同时钢轨材料去除量增加,打磨后钢轨表面粗糙度减小。通过有限元仿真也可分析打磨磨石的磨损情况[25],随着打磨距离增大,磨石磨损量呈线性增长趋势,随着打磨转速与打磨深度增大,磨石磨损量也相应增大,而随着进给速度增大,磨石磨损量减小。

图3 考虑打磨列车动态性能的磨粒接触弧长模型[21]Fig.3 Contact length model considering the dynamic performance of grinding train[21]
(a)磨粒运动分析
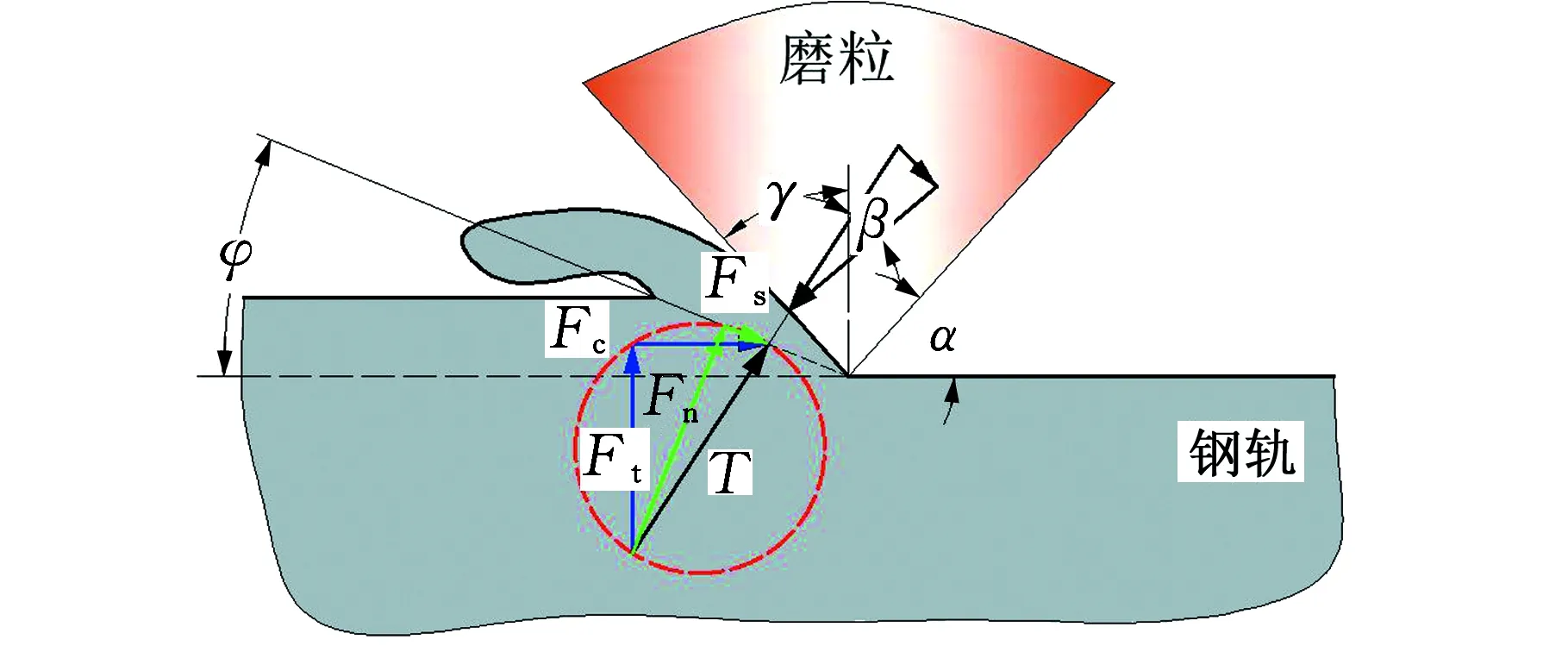
(b)磨粒受力分析图4 磨粒受力与运动分析示意图[22]Fig.4 Diagram of force and motion of abrasive grain

(a)单颗磨粒切削[23]

(b)打磨后钢轨[24]图5 钢轨打磨材料去除过程Fig.5 Material removal during rail grinding
1.3 钢轨打磨温度场
钢轨打磨过程中钢轨与磨石界面会产生很高的温度,过高的温度会烧伤钢轨甚至产生马氏体白层,白层的产生会使钢轨表面硬度增大。通过分析打磨产生的磨屑发现,打磨过程中的高温使得钢轨产生剧烈的氧化反应[26],因此,对钢轨打磨温度场进行研究是提升钢轨打磨质量最重要的环节。
聂蒙等[27]通过建立钢轨打磨过程中单打磨头与多打磨头温度场模型,通过仿真得到了单打磨头和多打磨头作业时的温度场变化,仿真结果为现场钢轨打磨作业提供了一系列参考结论:在不影响打磨作业效率的情况下,适当提高打磨列车行车速度或者增大砂轮尺寸可以降低打磨温度;随着打磨功率增大,打磨温度会持续升高;磨头数量增多时,打磨温度不仅升得快,而且最终温度更高。张青等[28]将钢轨打磨过程中的温度简化为移动热源,运用有限元方法建立钢轨打磨过程中三维热弹性模型,得到打磨过程中温度、应力及应变,并分析了打磨参数对打磨温度场的影响,结果表明:打磨过程是快速升温、缓慢降温的过程,打磨温度总体在200~500 ℃,高温区的温度场、等效应力场均呈椭圆状;打磨温度随着打磨列车速度增大而降低,随着磨石转速增大而升高,随着磨石数量增加而升高。张子舆等[29-30]在此基础上进一步分析了打磨参数对钢轨打磨温度场的影响,结果表明,随着打磨带宽度和打磨列车行车速度增大,打磨温度降低;随着磨石粒度从12号增至30号,打磨温度先升高后降低,打磨温度场如图6所示。
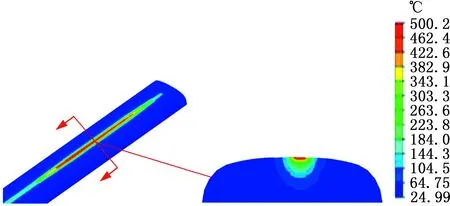
图6 钢轨打磨温度场[26]Fig.6 Temperature field of rail grinding [26]
钢轨打磨温度与钢轨表面质量之间存在着紧密的联系,通过研究打磨温度与钢轨发蓝、白层现象之间的关联可以指导现场钢轨打磨参数的选取,以避免钢轨表面发蓝现象的产生,提高钢轨打磨质量。LIN等[31]进行了钢轨打磨试验,利用半人工热电偶测量了钢轨与磨石界面的温度,并对不同温度下钢轨试样的烧伤行为进行了分析,结果发现当打磨温度超过600 ℃时,钢轨表面开始出现烧伤并且出现白层,随着温度的升高,烧伤颜色由黄色逐渐变为紫色,这些烧伤是由于打磨温度的升高导致钢轨表面材料氧化所致,当打磨温度上升到802 ℃时,在烧伤区域出现了淬火裂纹。在研究打磨温度场的基础上,今后的打磨作业应该通过不断优化打磨参数以避免打磨温度过高,在钢轨表面产生过度烧伤现象。
1.4 打磨参数对钢轨材料去除的影响
钢轨材料去除过程中,钢轨打磨质量和打磨效率受多个打磨参数的影响,如何确定合适的打磨参数对提高钢轨打磨作业水平具有重要意义,如果打磨参数设置不当,有可能会烧伤钢轨或者硬化层。近年来,利用钢轨打磨试验机来模拟钢轨与磨石间的相互作用成为最为关键的研究方向之一。
打磨作业时磨石的转速为3 600 r/min,然而打磨转速对钢轨材料去除行为存在很大的影响,研究这一影响机制对合理选择磨石转速具有指导意义。文献[32]的研究表明,随着转速的增大,钢轨-磨石界面间的摩擦力减小,摩擦因数减小,钢轨试样材料去除量增加,打磨后钢轨表面硬度和塑性变形层厚度增大,而表面粗糙度减小。磨石粒度对钢轨材料去除行为和磨削力同样存在很大影响[33],随着磨石粒度增大,磨石与钢轨界面间的摩擦力增大,这也造成打磨温度的升高。另外,增大打磨列车作业速度有助于减轻钢轨表层损伤[34]。现场钢轨打磨过程中施加在磨石上的压力是由电机功率决定的,增大打磨压力会提高钢轨材料的去除效率,但打磨压力的增大会使打磨后钢轨表面质量变差,主要表现为钢轨表面粗糙度、硬度增大,塑性变形层和白层厚度增加[35]。通过钢轨打磨模拟实验分析打磨参数是研究钢轨打磨的基础,在探明钢轨打磨机理的同时还能为现场钢轨打磨参数选取提供一定的理论依据。
1.5 打磨磨石对钢轨材料去除影响
打磨磨石作为磨削钢轨的磨具,直接关系到钢轨打磨效率和打磨质量以及磨石的使用寿命。在选择磨石类型时,要同时考虑磨石特性,如:磨料成分、结合剂、磨石粒度、磨粒硬度、气孔[36]。磨粒的主要性能应包括:①金属切削能力强;②抗磨损能力高;③中高硬度水平(避免磨粒磨钝)。目前打磨磨石最常用的磨粒为刚玉(棕刚玉和锆刚玉)。
如果采用硬度较大的打磨磨石,磨石的使用寿命会延长,但是因为磨粒很难破碎,长时间的磨削会使得磨粒变钝,导致钢轨材料去除量小;如果选用硬度较小的磨石,钢轨材料去除量大,但磨石使用寿命短,这会增加作业成本,而且作业过程中(天窗时间内)频繁更换磨石会影响打磨作业效率。因此要在保证钢轨材料去除量的基础上尽量延长磨石使用寿命,另外,打磨磨石对钢轨打磨质量的影响也是必须考虑的方面。
日本铁道技术研究院研发了一种新型打磨磨石,该磨石与当前常见的磨石相比具有更好的磨削性能[37]。目前我国对打磨磨石的研究还处于起步阶段。张国文等[38]利用4种酚醛树脂结合剂制得了打磨磨石,经过打磨试验测试了磨石的使用寿命以及磨削性能,主要测试了磨石的热稳定性以及磨损情况。今后科研工作者还需针对我国钢轨特点对打磨磨石进行全面而系统的研究。
当前我国打磨磨石主要从国外引进,而各国铁路钢轨的硬度存在差异,钢轨的硬度对打磨效率和质量会产生直接影响,如果钢轨打磨列车所设定的作业技术参数不变,当轨道上所铺设的是硬度相对较低的普通碳素钢钢轨时,打磨过程中钢轨材料去除量要大于硬度较高的轨头淬火钢轨的去除量[39]。根据目前掌握的观测结果和作业经验,一般情况下只要打磨列车所安装的打磨磨石质量可靠、无严重磨损、硬度范围正常(布氏硬度值为240~380)的钢轨,则硬度差异对打磨车的作业效率不会产生很大的影响,但其具体影响还需进一步研究。
1.6 不同打磨工况下钢轨材料去除行为
钢轨打磨过程中,钢轨和磨石处于开放的环境中,外部环境对钢轨打磨作业影响比较大,我国常用PGM-48钢轨打磨列车,其作业条件见表2。可以看到钢轨打磨列车可在雨天和灰尘严重的条件下作业,但是目前对于雨天打磨作业还没有比较全面的研究,水介质的存在会降低磨石波动幅度,但打磨量较干态条件下打磨量减小12.3%,同时打磨后钢轨表面粗糙度更小[40]。由于打磨会产生很高的温度,在有水介质存在的条件下可能会使得钢轨发生淬火反应,这会进一步使得钢轨表面产生硬化层,因此今后应该对水介质作用下的钢轨打磨进行深入的研究。
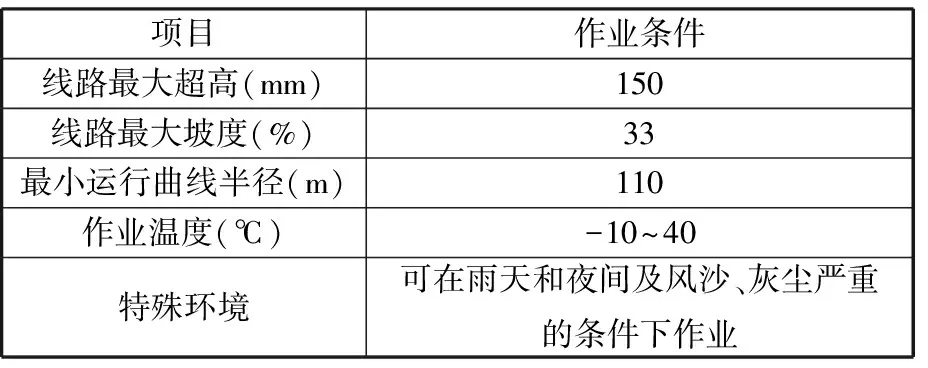
表2 PGM-48钢轨打磨列车作业条件
当前我国高速铁路大部分都是采用无缝钢轨,无缝钢轨可以极大地提高列车运行的平稳性。打磨钢轨焊接接头可以有效降低钢轨的不平顺度[41],这也是现场钢轨打磨的重要部分,但是接头处的材料组成及物理性能与钢轨材料有很大不同,打磨更容易产生烧伤,在接头表面产生发蓝现象[42-43],今后对于焊接接头的打磨研究应该更加细致,防止在焊接接头处打磨产生热裂纹等损伤。
此外,我国铁路分布广泛,从南到北、从东到西,具有许多特殊服役环境(高寒、高温、高湿、多风沙等复杂气候条件)[44],在这些环境下打磨时,打磨作业效率和质量还不得而知,这是我国钢轨打磨技术发展必须应对的问题,今后应开展更多特殊工况下的钢轨打磨试验。
2 钢轨打磨质量与打磨效率相互作用机制
随着我国高速和重载铁路的快速发展,对线路维护的要求也比以往更高,不仅要求轨道具有较高的平顺性,还要求打磨作业不能对钢轨造成损伤[45-47]。另外,从经济角度来讲,在一定的时间内要尽量保证钢轨打磨效率(即单位时间内的钢轨材料去除量)。打磨量是衡量打磨效率的主要依据,钢轨打磨量是通过打磨前后钢轨断面廓形构成的面积来表征的。打磨参数对钢轨材料去除量的影响前文已阐述,打磨过程中,同一角度下通常有三个磨石进行打磨。试验表明[48]:第一遍打磨量最大,第二遍次之,第三遍最小。
经过多年的打磨实践,科研人员总结了针对我国铁路的钢轨打磨时机、周期、技术要求、作业要求和验收标准,初步形成了我国钢轨打磨技术标准。我国钢轨打磨作业验收项目包括:钢轨廓形、波磨形式、打磨带宽度、打磨深度、钢轨表面粗糙度、钢轨发蓝情况、打磨砂轮起落部位的砂轮磨痕。钢轨打磨廓形和波磨验收标准分别见表3和表4。在同一个打磨面上连续测量6个点,其均值应小于10 μm[47]。另外还有打磨后轨面无发蓝现象,轨面光洁,每个弧面段过渡圆顺,左右轨的轨顶光带宽为18~23 mm[40]。

表3 轨头廓形验收标准(车载检测)
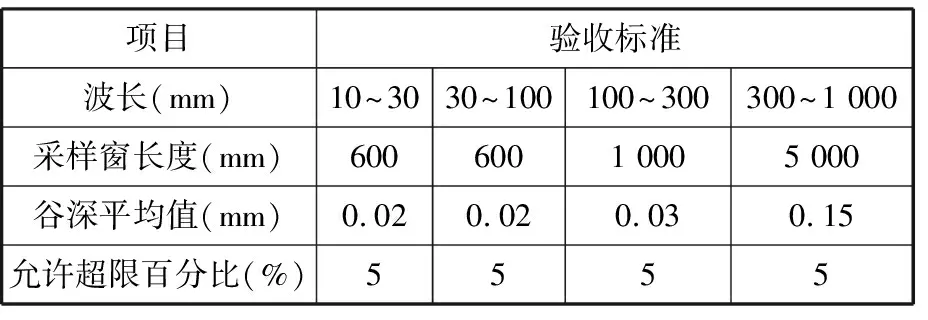
表4 波磨验收标准
打磨产生的白层对轮轨接触疲劳具有很大影响,如图7所示,在列车运行过程中,打磨产生的高硬度白层被压入珠光体基体材料中,在车轮切向力的作用下还会产生严重的塑性变形,导致钢轨萌生裂纹[49]。打磨产生的白层还有可能会带有微裂纹,这些裂纹在轮轨滚动接触过程中会逐渐扩展至钢轨基体组织,对钢轨造成严重危害[50]。因此,打磨作业时,应当避免在钢轨表面产生白层。
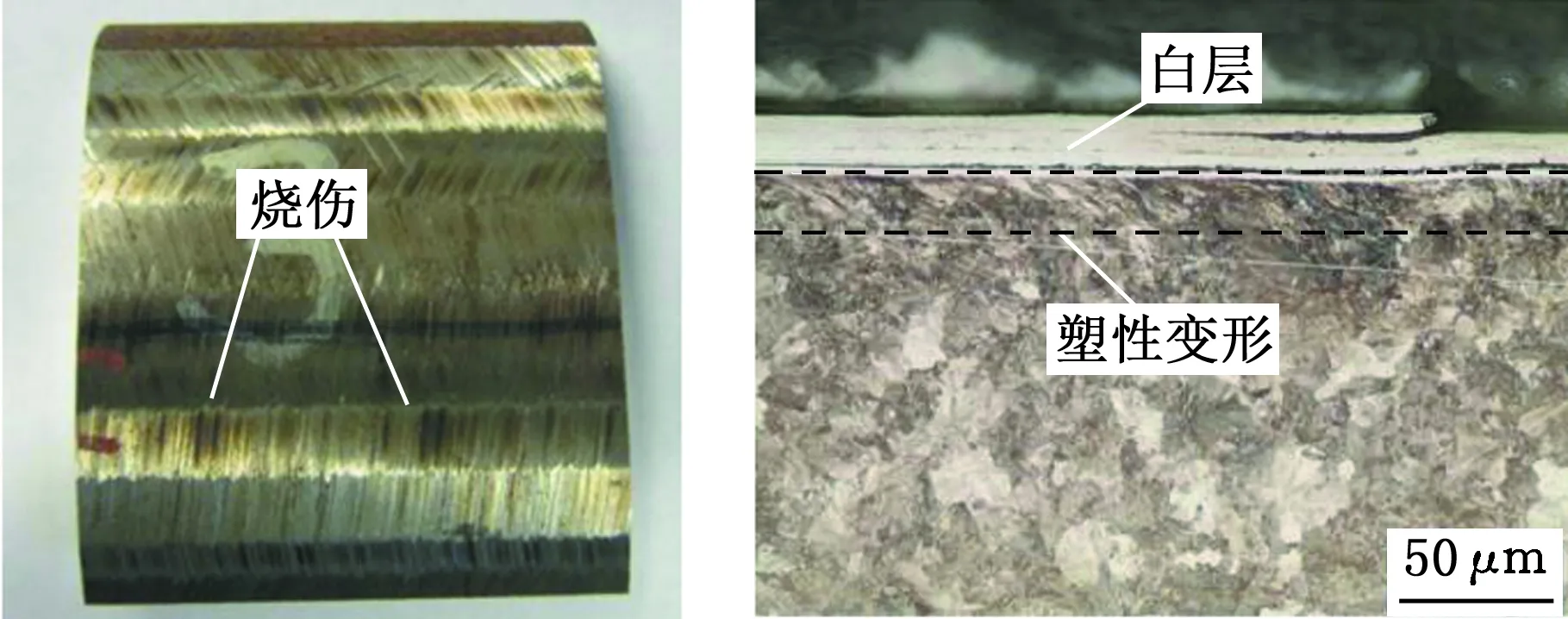
(a)钢轨烧伤[50](b)白层及塑性变形[51]
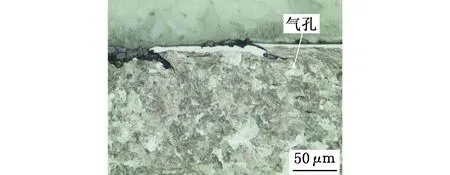
(c)疲劳裂纹[51]图7 钢轨打磨造成“预疲劳”Fig.7 “Pre-fatigue” caused by rail grinding
钢轨打磨不可避免地会在钢轨表面产生残余拉应力,且残余应力随着打磨压力的增加而增大。如图8所示,打磨带中间区域的残余应力(σ⊥center、σ‖center)较边缘区域残余应力(σ⊥edge、σ‖edge)大,且垂直于磨痕的残余应力(σ⊥center、σ⊥edge)要大于平行磨痕方向的残余应力(σ‖center、σ‖edge)。磨削产生的残余应力会加剧疲劳裂纹的萌生与扩展[51],但打磨产生的残余应力对钢轨疲劳性能的影响还未知,这也成为今后亟待研究的内容之一。
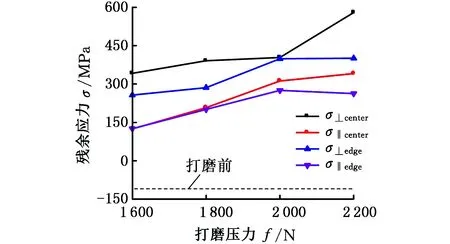
图8 钢轨打磨产生残余拉应力Fig.8 Residual tensile stress induced by rail grinding
由打磨参数对钢轨材料去除量的影响结果可知,若要增加打磨量,就要尽量增大磨石转速和打磨压力(打磨功率)或降低打磨列车行车速度,但是当打磨转速和打磨压力过大,或打磨列车行车速度过低时,会烧伤钢轨甚至在钢轨表面产生白层、塑性变形层,这反而给钢轨造成了“预疲劳”,因此,打磨量与打磨质量是相互竞争的关系,如何平衡两者的关系是今后应该深入研究的内容。研究表明,打磨压力过大或过小都达不到良好的打磨效果:打磨压力过大时打磨量虽然充足,但打磨后钢轨表面质量较差;打磨压力过小时,虽然钢轨表面质量良好,但打磨量不能满足要求。另外,钢轨的不同顶部半径下对应的最优的打磨压力也不同。今后应该继续根据打磨效率与打磨质量相互作用机制,对打磨参数进行优化,以提高钢轨打磨作业效果和经济性。
3 打磨对轮轨接触疲劳的影响
打磨除了能有效减轻钢轨侧磨[52-53],最主要的目的是控制钢轨滚动接触疲劳。高速铁路钢轨病害的整治限度见表5。打磨对控制钢轨接触疲劳的作用可以分为打磨过程中和打磨后。打磨过程中,打磨磨石可以有效地去除钢轨表面的接触疲劳,减小列车通过时的振动和噪声[54]。另外,打磨产生的磨痕也会对轮轨滚动接触疲劳产生很大影响。
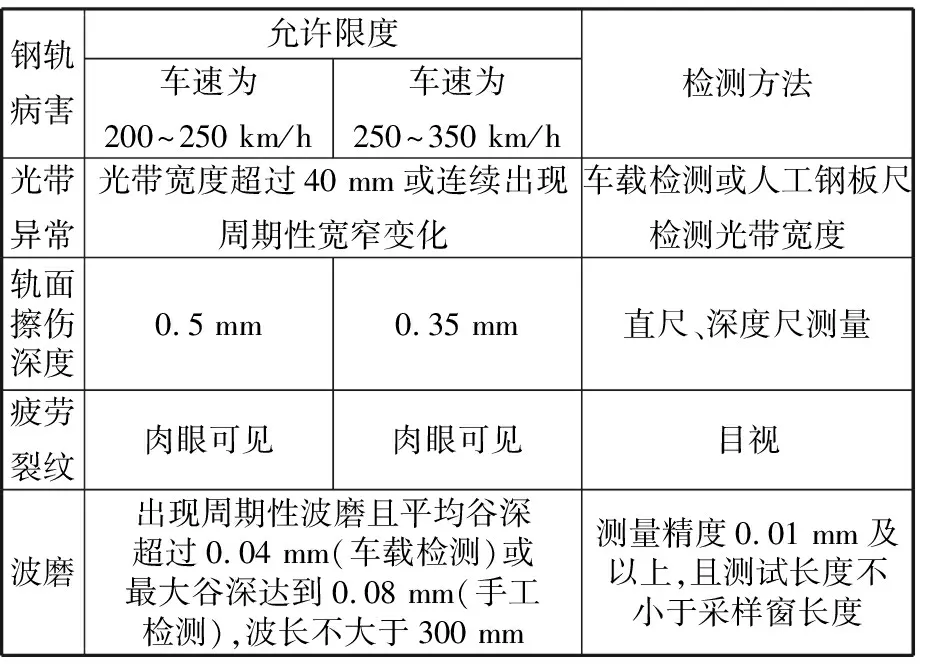
表5 钢轨病害整治限度
当前钢轨打磨分类较多,根据打磨时间和打磨目的的不同,钢轨打磨可主要分为:预打磨、修复性打磨、预防性打磨。预打磨是对铺设上道的新钢轨进行打磨,去除轨面脱碳层,消除钢轨在生产、焊接、运输和施工过程中产生的表面缺陷,优化轨头廓形,改善焊接接头平顺性[55]。钢轨打磨技术的诞生阶段,主要是对钢轨进行修复性打磨。修复性打磨是指钢轨表面产生缺陷以后,对钢轨进行打磨作业,清除钢轨疲劳裂纹、波磨、剥落、肥边等缺陷[56]。自20世纪80年代开始,预防性打磨逐渐开始应用到各国铁路工务部门。预防性打磨是指对钢轨进行周期性打磨,对钢轨廓形进行修复,使得钢轨表面疲劳裂纹在萌生阶段就予以消除,可以很好地控制钢轨滚动接触疲劳裂纹的扩展[57-58]。SATOH等[59]在日本高速线路上进行现场打磨试验并进行了数年的观察,发现打磨能直接去除钢轨表面因长期与车轮滚动接触产生的塑性流动层,此外钢轨打磨还可减少钢轨表层以下的塑性流动层的产生,虽然打磨并未直接作用到这些区域。
另外,打磨完成后会在钢轨表面产生磨痕,这些磨痕对后续轮轨运行会产生一定的影响。钢轨不同粗糙度的磨痕在经历相同的轮轨滚动循环次数后几乎减小至同一粗糙度水平,表面磨痕几乎消失,因此,打磨产生的磨痕不太可能使钢轨萌生疲劳裂纹或者加速疲劳裂纹扩展,打磨钢轨疲劳裂纹是在钢轨表面磨痕消失之后产生的[60]。钢轨表面磨痕对轮轨间摩擦因数有显著影响,滑动速度的增加会减小摩擦因数,在高滑动速度下,钢轨表面磨痕会显著增加车轮的磨损[61]。由此可见,在干态下磨痕对钢轨接触疲劳并没有直接影响,但是能显著增大轮轨间的摩擦因数。当轮轨间存在水、油第三介质时,磨痕的影响存在较大不同[62]。在有水或油介质存在的条件下,磨痕对钢轨接触疲劳的影响与磨痕相对于轮轨运行方向有关,在有水介质存在条件下,0~45°范围的磨痕会加速钢轨接触疲劳裂纹的扩展,而45°~90°的磨痕会在一定程度上减缓钢轨疲劳裂纹的扩展;在有油介质存在的条件下,0°和45°方向的磨痕会使钢轨表面出现严重的剥落坑和疲劳裂纹,90°方向的磨痕处钢轨损伤较轻微。因此,在轮轨界面存在水或油介质时,磨痕使得轮轨界面间的压力分布极不均匀,使得钢轨滚动接触疲劳大幅增加。
现代铁路钢轨维修工作包括:钢轨廓形修复、钢轨病害清除、选择与运输条件相匹配的钢轨等级、钢轨焊接、涂油润滑、轮轨间摩擦条件的调整等[63-64],其中钢轨打磨是修复钢轨廓形和清除钢轨病害的主要手段。但是目前如何将钢轨打磨与其他的钢轨维修工作结合起来对钢轨进行全方位的维护,既保证良好的轮轨间接触条件,又延长钢轨寿命,是亟待解决的问题。在钢轨打磨方式中,还存在着钢轨铣磨[65]的方式,钢轨铣磨是德国、奥地利采用的钢轨维修方式,经过多年的探索与研究,已经在清除钢轨病害方面取得不错效果,今后是否引进该技术并将钢轨铣磨整修运用到现有钢轨维护作业中也是值得研究的一个问题。
4 展望
本文介绍了钢轨打磨材料去除机理、钢轨打磨质量和打磨效率、高速铁路钢轨打磨技术现状,以及打磨对轮轨滚动接触疲劳的影响。根据钢轨打磨试验给出了打磨残余应力的部分数据:打磨会在钢轨表面产生残余拉应力,且残余应力值随着打磨压力的增大而增大。今后钢轨打磨技术研究应考虑以下四个方面。
(1)研发针对我国钢轨的打磨磨石。主要从磨料成分、结合剂、磨石粒度、磨粒硬度、气孔等方面入手,以提高打磨作业效率和质量,提升打磨经济性。
(2)研究特殊工况下钢轨打磨材料的去除行为。研究水介质、低温、焊接接头等条件下钢轨材料的去除行为,对比分析这些工况下打磨效率和打磨质量与常温干态下打磨的异同,为特殊工况下钢轨打磨作业提供参考。
(3)进一步分析打磨对轮轨滚动接触疲劳的影响。打磨可能会在钢轨表面产生白层、残余应力等“预疲劳”,这些由于打磨产生的损伤对轮轨滚动接触疲劳的影响还未知,今后应该对此作深入细致的研究。
(4)钢轨打磨技术与其他钢轨维护措施相结合。在钢轨维护措施中,应该同时考虑钢轨打磨、钢轨涂油、摩擦改进等技术。综合采用这些钢轨维护措施,既能保证延长钢轨使用寿命,又能保证良好的轮轨接触状况,从而大幅提升铁路部门的经济效益。