接装纸透气度及烟丝结构对细支卷烟逐口吸阻波动的影响
2019-01-25喻赛波王诗太范红梅谭海风
喻赛波,王诗太,金 勇,范红梅,陈 潜,谭海风,刘 琦,李 克,谭 超
湖南中烟工业有限责任公司技术研发中心,长沙市劳动中路386号 410007
细支卷烟由于烟支直径小,烟丝易卷曲成团,混合均匀度低从而导致其品质稳定性不高,卷烟吸阻及感官质量波动较大[1]。现有文献对烟支吸阻稳定性的研究大多是在烟支未点燃的静态条件下进行的[2-5]。而烟支被点燃后抽吸过程中的逐口吸阻会带给消费者更加直观的感受。关于卷烟燃吸过程中的吸阻研究,国内外都有文献报道。早在1975年Baker[6]对恒流抽吸过程中点燃的烟支吸阻变化、不含燃烧锥部分的烟支吸阻、熄灭前后的烟支吸阻等进行了研究。Colard[7]研发了一种能够测定卷烟抽吸过程中吸阻的装置,并考察了死体积、剑桥滤片等对吸阻带来的影响。朱怀远等[8]设计了一套实时测定卷烟抽吸期间压降连续变化行为的系统,研究了逐口区带压降的变化规律与区带温度、逐口烟气常规成分释放量之间的关系。刘欢等[9]自行研制出卷烟燃烧动态吸阻装置,测试了肯塔基参比卷烟3R4F在不同抽吸模式下的动态吸阻,并探讨了动态吸阻与烟支密度之间的关系。
烟支吸阻的文献中关于逐口吸阻波动的报道较少。逐口吸阻变化的幅度决定了烟支抽吸过程中感官体验上的前后一致程度,波动小则抽吸平稳流畅,感官上更舒适。因此探寻细支卷烟逐口吸阻波动的影响因素以及如何减少逐口吸阻波动将有利于提升产品内在品质。基于此,研究了接装纸透气度、烟丝结构对细支卷烟燃吸期间逐口吸阻波动的影响,旨在寻找降低细支卷烟逐口吸阻波动、改善抽吸体验的途径。
1 材料与方法
1.1 材料、设备与仪器
实验对象为试制的细支卷烟,包括:5个不同透气度(0、100、300、500、1 000 CU)接装纸样品烟,编号依次为A~E;2个不同平准器(六槽平准器和全平平准器)样品烟;15个烟丝结构样品烟,编号为1#~15#。所有卷烟样品均在湖南中烟工业有限责任公司细支卷烟生产车间现有生产设备上进行卷制,生产工艺参数和卷烟原辅材料均与“天天向上”牌号细支卷烟相同(特别指出除外)。
XP404S电子分析天平(感量:0.000 1 g,瑞士Mettler Toledo公司);QUANTUM卷烟/滤棒物理综合测试台(英国Cerulean公司);YQ-2型烟丝结构振动分选筛(中国烟草总公司郑州烟草研究院);SM450直线型吸烟机(英国Cerulean公司);逐口吸阻检测装置(自行研发);MW3220型微波密度水分分析仪(德国TEWS公司);烟丝尺寸检测仪(深圳市鹰眼在线电子科技有限公司)。
逐口吸阻检测装置参照文献[7]中描述的原理搭建,图1为装置核心部分(微压差传感器、数据采集及信号转换器)实物图以及整套系统示意图,数据采集频率为5次/s。
1.2 卷烟样品制备
1.2.1 不同透气度接装纸样品制备

图1 逐口吸阻检测装置实物与示意图Fig.1 Picture and schematic diagram of puff-by-puff draw resistance measuring system
采用长沙鹤祥包装材料有限公司提供的接装纸样品,透气度分别为:0、100、300、500、1 000 CU(0 CU未打孔,其余4种为预打孔),按湖南中烟的“天天向上”牌号细支卷烟工艺参数试制。
1.2.2 平准器样品的制备
不同平准器样品通过更换不同型号的平准器试制。六槽平准器有6个均匀分布的相同的槽,每个槽的宽度为16 mm,深度为2.5 mm。全平平准器上没有槽,试制出的烟支烟丝分布相对均匀。
1.2.3 烟丝结构样品的制备
采用 YC/T 178—2003[10]规定的方法,从筛网出口收集箱收集分离后的“天天向上”牌号细支卷烟配方烟丝。将3.35、2.50、1.00 mm筛网上的烟丝分别作为长丝、中丝、短丝。将长中短丝按照预设的15种比例混合均匀后卷接成烟支,得到不同烟丝结构的15个样品。由于卷接过程中烟丝造碎不可避免,实际比例已不再是预设比例,需要重新测定。剖开烟支收集烟丝,按YC/T 178—2003[10]测定,结果见表1。
1.3 烟丝尺寸测定
每个细支烟样品取3支,将3支卷烟的烟丝同时置入烟丝尺寸检测仪中进行检测。在压缩空气的作用力下,烟丝分散悬浮于水中并从高速相机镜头下的透明管道通过。每个样品拍摄1 000帧图片,由机器视觉系统识别计算每一根捕捉到的烟丝影像的长度、平均宽度。
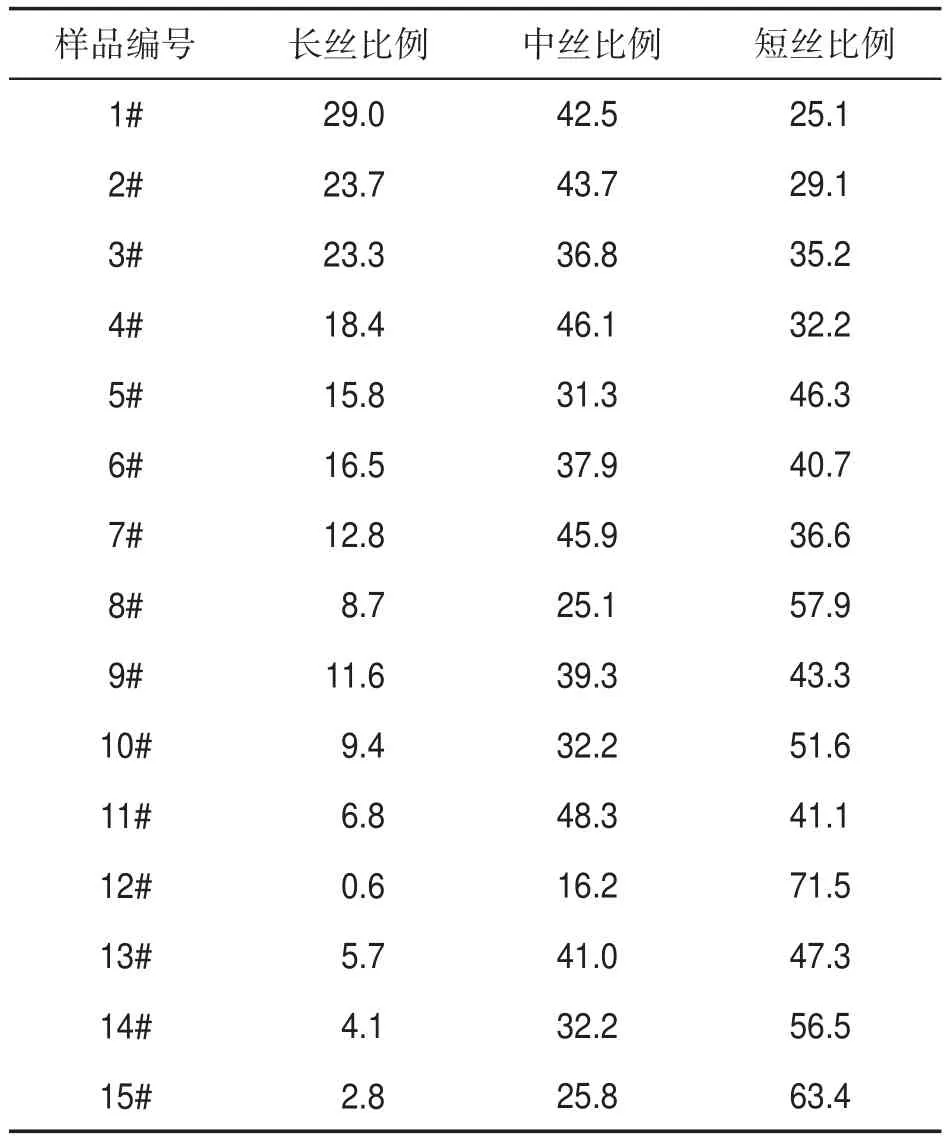
表1 不同烟丝结构样品的长中短丝实际比例①Tab.1 Proportions of long,medium and short strands in samples with different cut tobacco structure(%)
1.4 逐口吸阻检测
所有烟支样品均按照 GB/T 16447—2004[11]规定的温湿度条件进行平衡、检测。实验过程中吸烟机选择ISO标准抽吸模式。用4种烟草专用吸阻标准棒考察逐口吸阻检测装置的重复性,标称值分别为 495、974、3 893、3 909 Pa。采用逐口吸阻检测装置自动连续采集烟支静燃以及抽吸过程中的吸阻。
2 结果与讨论
2.1 逐口吸阻检测装置的重复性
4种烟草专用吸阻标准滤棒各测出20组ISO吸阻峰值,计算出平均值及变异系数,结果如表2所示。从表2可以看出,ISO抽吸模式下吸阻峰值的变异系数均小于1%,说明自行研发的逐口吸阻检测装置重复性好。
2.2 接装纸透气度对逐口吸阻的影响
2.2.1 不同透气度接装纸样品的逐口吸阻
0、100、300、500、1 000 CU透气度接装纸所制卷烟样品(编号依次为A~E)的逐口吸阻测量结果见图2。由图2可以看出,在保证最后一口燃烧线距离接装纸不小于3 mm的前提下,A、B最大抽吸口数为5口,C、D、E最大抽吸口数为6口。5个样品均表现出前两口吸阻大,第3、4口有所变小,最后1口吸阻又增大的趋势。这可能由于试制烟所用的六槽平准器使烟丝分布呈松紧头(即中间松两头紧)导致[12]。样品A、B、C吸阻均值最低的是第4口,样品D、E的是第5口,这是由于燃吸速率随接装纸透气度上升而降低造成的。接装纸透气度小的样品,抽吸到第3、4口时,燃烧线移到了烟丝填充量最少的烟支中部,而接装纸透气度大的样品则需要抽吸4、5口时燃烧线才能移到相同位置。

表2 4种标准滤棒的吸阻峰值和变异系数Tab.2 Peak value and coefficient of variation of draw resistance of 4 kind standard filter rods

图2 不同透气度接装纸样品烟支的逐口吸阻Fig.2 Puff-by-puff draw resistance of cigarettes with different tipping paper permeability
2.2.2 不同平准器样品的逐口吸阻
比较图3的两个样品可以发现,六槽平准器样品的第1、2口吸阻稍高于全平平准器样品,第3、4口稍低,第5口差别不大。这说明松紧头对吸阻波动的影响存在但并不明显。第3、4口吸阻比第1、2口的低的原因是烟支燃烧变短,第5口的吸阻因焦油沉积转而上升。总体来说,烟丝段的松紧头、长度变化、焦油沉积的共同作用造成了起始和末尾吸阻高,中间吸阻低。
2.2.3 接装纸透气度对吸阻波动的影响

图3 不同平准器样品的逐口吸阻(实线)及烟支密度(虚线)Fig.3 Puff-by-puff draw resistance(full line)and tobacco rod density(dotted line)of samples from different ecreteurs
烟丝段变化造成的逐口吸阻波动可以通过加大接装纸透气度来改善。由表3可知,随着打孔接装纸的透气度升高,逐口吸阻间的极差和变异系数均呈减小趋势。这是因为接装纸打孔的样品抽吸时一部分气流从打的孔进入,孔的总面积越大则流经烟丝段的气流越少,烟丝段气流在17.5 mL/s的总抽吸容量中的占比就越小,逐口吸阻波动也越小。实际生产中如考虑提高接装纸透气度以减小逐口吸阻波动,一般不会大幅调整以免吸味改变过大。而小幅调整时应注意预打孔接装纸自身透气度的稳定性,若稳定性不好则可能削减接装纸透气度对逐口吸阻波动的减小作用。

表3 不同透气度接装纸样品的烟支吸阻及波动Tab.3 Draw resistance and its fluctuation of cigarettes with different tipping paper permeability
2.3 烟丝结构对逐口吸阻的影响
2.3.1 不同烟丝结构样品的逐口吸阻波动
为了能够直观比较各个样品之间的差异,防止数据在小区域内密集的偏态分布,采用最小-最大值法对原始数据进行归一化处理,使结果映射到[0,1]的区间[13]。归一化处理后的不同烟丝结构样品的逐口吸阻变异系数结果见图4,图中小球的体积反映因变量变异系数的大小,其中12#样品因归一化后数据成为0所以相应位置为空。可以看出,填充烟支的烟丝所含短丝比例越高,逐口吸阻的变异系数越小,典型代表是8#、12#、14#、15#样品。填充烟支的烟丝所含中长丝比例越高,逐口吸阻的变异系数越大,典型代表是1#、2#、3#、4#、7#样品。

图4 归一化处理后的不同烟丝结构样品的逐口吸阻变异系数(%)Fig.4 Coefficient of variation of draw resistance of samples with different cut tobacco structure after normalization
2.3.2 较大狭长丝含量与逐口吸阻波动的关系
图5是烟丝尺寸检测仪捕捉到的烟丝影像。较大狭长丝(图5A)是长宽比大于6且宽度大于每根烟丝宽度平均值的烟丝,呈狭长形状,明显异于其他普通烟丝(图5B),其含量对烟丝尺寸均匀性的影响较大。
归一化处理后不同烟丝结构样品中较大狭长丝的百分含量结果见图6。从图中能够看出,较大狭长丝在中长丝比例高的样品中百分含量高,而在短丝比例高的样品中百分含量低。试制的样品使用的是同一批烟丝,切丝宽度受控,不会有特别大的烟丝宽度变动[14],因此尺寸差异更多的是体现在长度上。
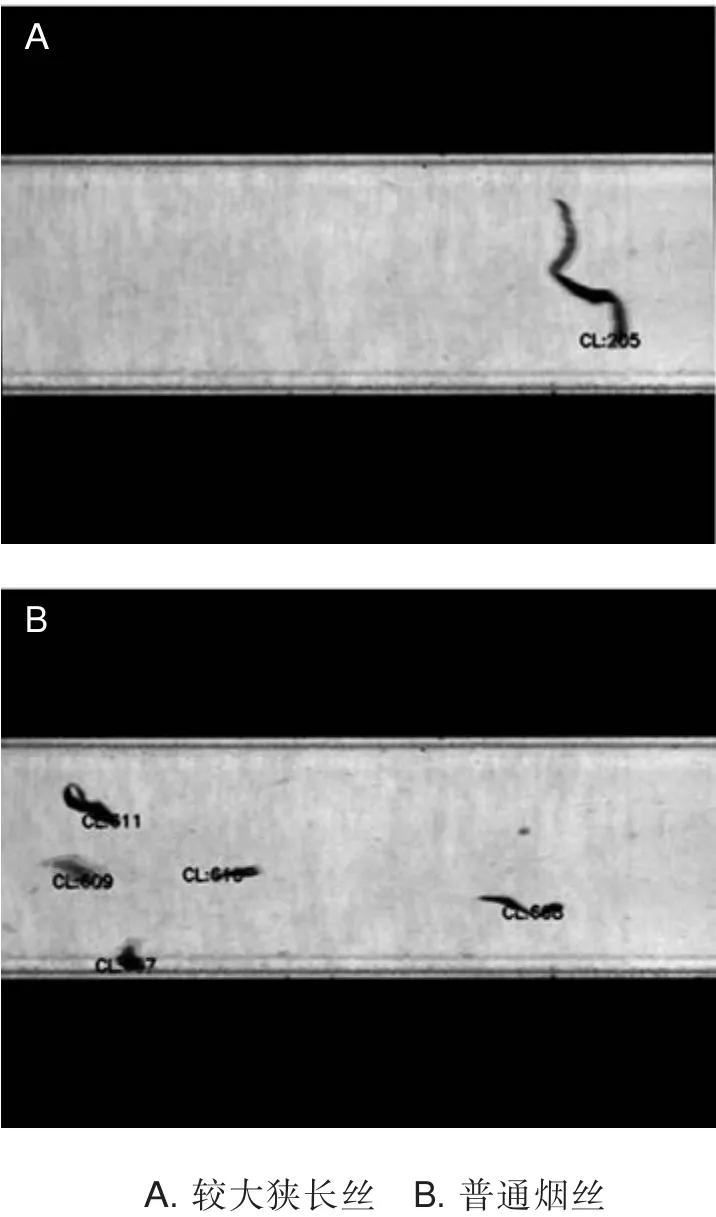
图5 烟丝尺寸检测仪捕捉到的烟丝影像Fig.5 Images of strands captured by cut tobacco size measuring instrument

图6 不同烟丝结构样品中较大狭长丝的百分含量(%)Fig.6 Percentage of longer strand in samples with different cut tobacco structure
图4 和图6的变化趋势相似,以短丝比例最高的样品小球为参照点,距离参照点越远的小球体积越大。15个样品中较大狭长丝含量最低为3.7%,最高为13.6%。如果一个样品的较大狭长丝比例高,一方面会造成烟丝尺寸的不均匀,另一方面因其填充支撑能力更强,烟丝之间形成的间隙更大,使得烟丝填充均匀性差,烟支燃吸到不同位置时容易出现吸阻的波动。为进一步了解较大狭长丝的含量对逐口吸阻波动的影响,对二者进行相关分析,结果见图7。相关系数显著性的F检验表明:逐口吸阻变异系数与较大狭长丝含量相关系数的 F=58.9>F0.05(1,14)=4.6,说明二者显著相关,皮尔森相关系数为0.91。

图7 较大狭长丝含量与逐口吸阻变异系数的相关性Fig.7 Correlation between longer strand percentage and coefficient of variation of puff⁃by⁃puff draw resistance
3 结论
接装纸透气度对逐口吸阻的影响是:打孔接装纸能够减小细支卷烟燃吸过程中逐口吸阻的波动,并且接装纸透气度越高,逐口吸阻的波动越小。
烟丝结构对逐口吸阻的影响是:①短丝比例高时逐口吸阻波动小,中长丝比例高时逐口吸阻波动大。②长宽比大于6且宽度大于全部宽度数据平均值的较大狭长丝在中长丝比例高的样品中百分含量高,而在短丝比例高的样品中百分含量低。较大狭长丝一方面会造成烟丝尺寸不均匀,另一方面会使得烟丝填充均匀性差。③逐口吸阻变异系数与较大狭长丝含量相关系数F检验达到了显著水平,皮尔森相关系数0.91。减少烟丝中较大狭长丝的含量是实现逐口吸阻波动降低的一个途径。