不同结构聚丙烯疝修补片定型工艺及结构参数
2019-01-18朱小倩蒋金华陈南梁沈静雅汪雪乔
朱小倩,蒋金华, b,陈南梁, b,沈静雅, 汪雪乔
(东华大学a. 纺织学院;b. 产业用纺织品教育部工程研究中心,上海 201620)
医用纺织品是纺织技术领域的一个分支,其是纺织技术与生物医学的结合,具有很高的创新性和科技含量以及应用价值。疝修补片(简称补片)是外科植入性医用纺织品,其性能直接关系到术后人体疝的修复情况[1-3]。随着人们生活水平的不断提高,其患疝率也在逐年增长,但我国现在使用的补片大多从国外进口,且国内外对补片的研究大多数集中在临床应用和物理性能上,对于补片的结构设计和生产工艺参数设计研究较少[4]。
热定型是指织物在一定张力的条件下进行适当温度和时间的热处理,消除纤维内应力,使得织物结构、尺寸达到稳定状态的方法[5]。热定型对于补片的基本结构有很大的影响。热定型可以使补片保持在一定的形状,并对于补片厚度、面密度以及孔隙率均有很大的影响。通过调整热定型中的工艺参数来改变补片的基本性能,从而可以使补片满足炎症小、生物相容性好以及防粘连效果好的要求。因此,研究热定型对补片基本性能的影响是非常必要的。
补片按面密度可分为3类,即重量型补片(70~100 g/m2)、中量型补片(30~60 g/m2)和轻量型补片(20~30 g/m2)。重量型补片的网孔较小,容易引起补片皱缩,但强力大。中、轻量型补片的网孔大,能有效减少异体反应,更好地促进组织长入,提高修补材料的顺应性,减少病患不适及疼痛感[6-7]。补片厚度对补片的性能影响很大,补片厚度越小,刚柔性越好,在体内的顺应性就越好,可以减少炎症的发生,同时减少异物感。在保证补片成形性的条件下,尽量减小补片的厚度。外植入补片置入人体后产生炎症与否,或是否使组织纤维化,很大程度上取决于补片的孔隙率,同时补片网孔形态和大小决定了组织长入的能力[8]。孔隙率与补片的生物性能有很大的关系,较大的孔隙率能够提高补片的生物相容性,同时降低疝修补中粘连的发生[9]。故补片的结构参数对于补片的力学性能、成形性、应用于体内的顺应性,以及生物相容性和防粘连性都有很大的影响,研究热定型对补片结构参数的影响是非常重要的。本文主要以3种不同结构聚丙烯补片为研究对象,采用正交试验讨论后整理热定型中温度、时间、外加张力对补片基本参数的影响。
1 试验材料及测试指标
1.1 试验材料
聚丙烯疝修补材料于1962年开始使用,是目前使用最广泛的疝修补材料。这类补片由聚丙烯单丝在经编机上编织成网,它的抗张强度高,耐化学腐蚀,同时也能刺激纤维组织增生,具有较好的抗感染能力,裁剪不会脱散,价格低廉[10-13]。本试验所用补片均采用直径为0.15 mm的医用级聚丙烯单丝编织而成,使用常州润源经编机械有限公司生产的RS4EL型拉舍尔经编机,机号为E12。采用简化的线圈模型估算送经量,经计算可知经缎组织的第一把梳栉GB1送经量为2 743 mm/480横列,第二把梳栉GB2送经量为2 353 mm/480横列;经平与经缎复合组织的第一把梳栉GB1送经量为2 300 mm/480横列,第二把梳栉GB2送经量为2250 mm/480横列;变化经平组织的第一把梳栉GB1送经量为2 880 mm/480横列,第二把梳栉GB2送经量为2 650 mm/480横列。牵拉密度保持一致均为10 横列/cm,幅宽为1 m。本文研究的3种补片结构图及垫纱数码图如图1所示。
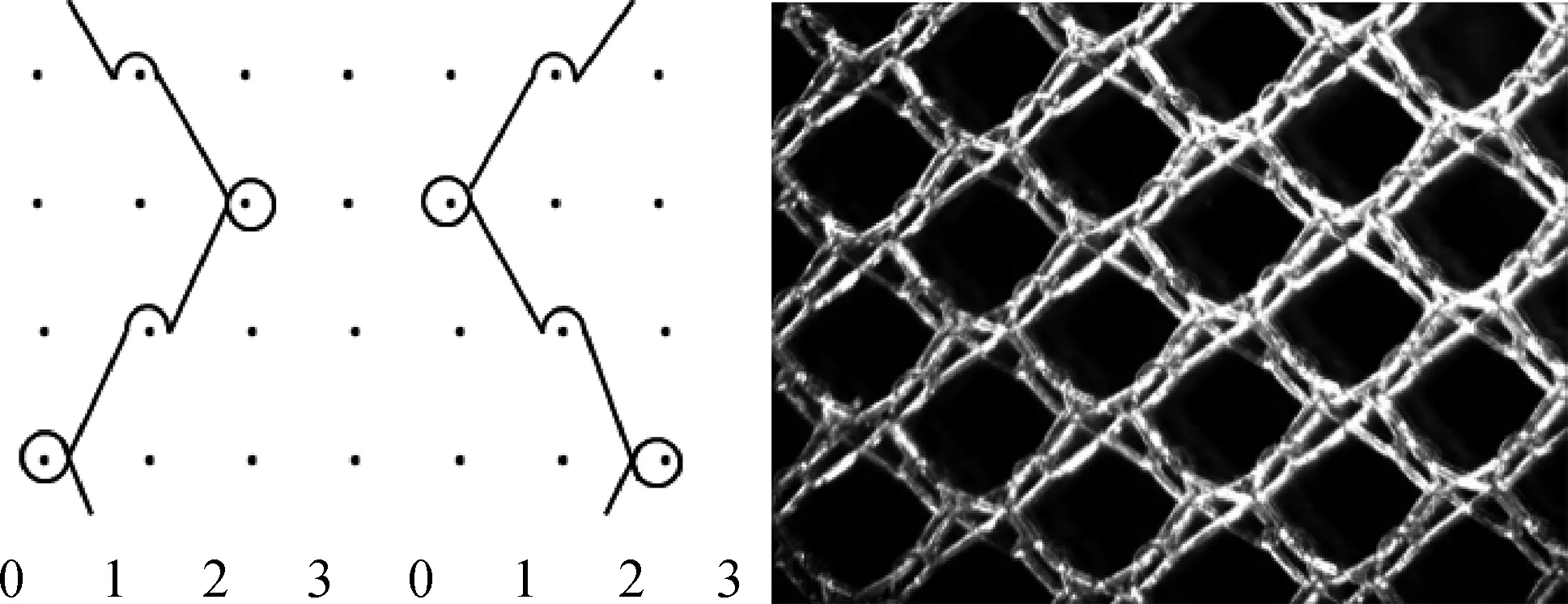
(a) 经缎
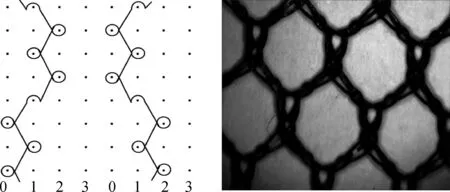
(b) 经平与经缎复合
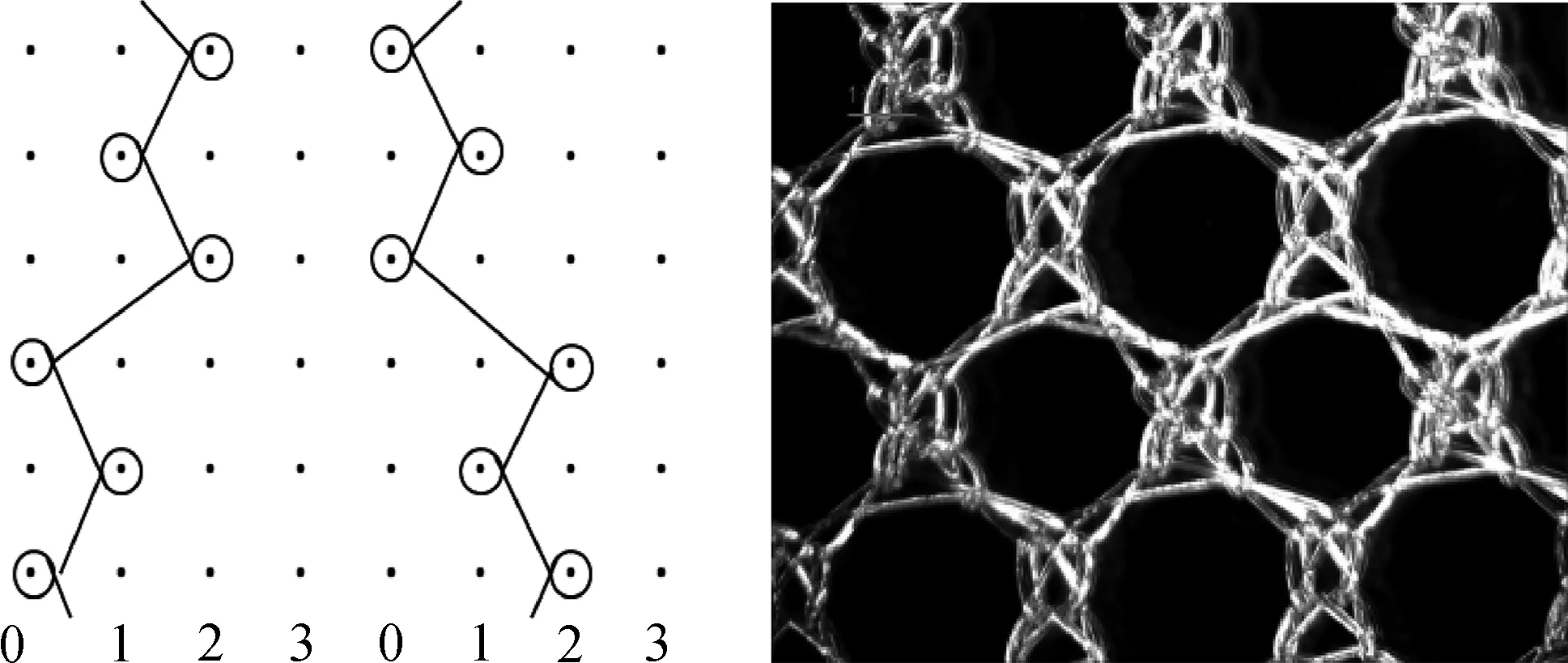
(c) 变化经平图1 聚丙烯补片结构图与垫纱数码图Fig.1 Structure and lapping diagrams of polypropylene mesh
采用正交试验方法对补片进行热定型处理,正交试验中设定温度、时间和外加张力3个因素,每个因素设定3个水平,如表1所示。聚丙烯单丝的结晶温度约为110 ℃,熔融温度约为160 ℃,试验得出,当定型温度为150 ℃左右,聚丙烯力学性能急剧下降,因此设定热定型温度水平为120、130、140 ℃。当定型温度为140 ℃和定型时间超过12 min时,聚丙烯单丝的拉伸强力小于10 N。为了保证长丝的力学性能,定型时间太短又无法使补片结构稳定,故定型时间设定为8、 10、 12 min。热定型时纤维分子链会产生折叠,外加张力可阻止纤维分子链的折叠,纤维的力学性能会比松弛热定型高,故适当施加外加张力,又由于施加外加张力会使网孔变大,张力过大会使得补片的网孔过大。因此,外加张力设定为无张力、小张力、大张力3个水平,其中,小张力是指补片纵向伸长率为3.23%和横向伸长率为2.56%,大张力是指补片纵向伸长率为8.60%和横向伸长率为6.41%。

表1 热定型试验方案Table 1 Heat setting experiment scheme
1.2 测试指标
1.2.1 面密度
试验仪器为FA1004型电子天平,试样大小为100 mm×100 mm,试验次数为3次,然后取平均值。
1.2.2 厚度
参照GB/T 3820—1997,试验仪器为YG141N型数字式织物厚度仪,仪器压脚面积为2 000 mm2,压脚直径为50.46 mm,压重时间为10 s,加压重量为200 cN,压脚下降速度为1.89 mm/s。试验次数为10次,然后取平均值。
1.2.3 孔隙率
采用图像处理法计算补片的孔隙率。先用体视显微镜对补片进行拍照,然后用Matlab软件计算出最佳阈值,再使用Photoshop CS4图像处理软件对其进行灰度处理,使其呈现灰度图像,输入Matlab算出的最佳阈值,使图片变成黑白二色图,最后根据像素比例算出孔隙率。
2 结果分析与讨论
2.1 厚度
3种不同组织补片分别经9种热定型方案处理后的厚度测试结果如表2所示。由表2可知,在相同热定型条件下不同组织补片之间厚度相差比较大,其中,变化经平组织补片的厚度最大,其次是经平与经缎复合组织补片,最小的是经缎组织补片。因为变化经平组织的延展线长,延展线越长则织物越厚实[14]。
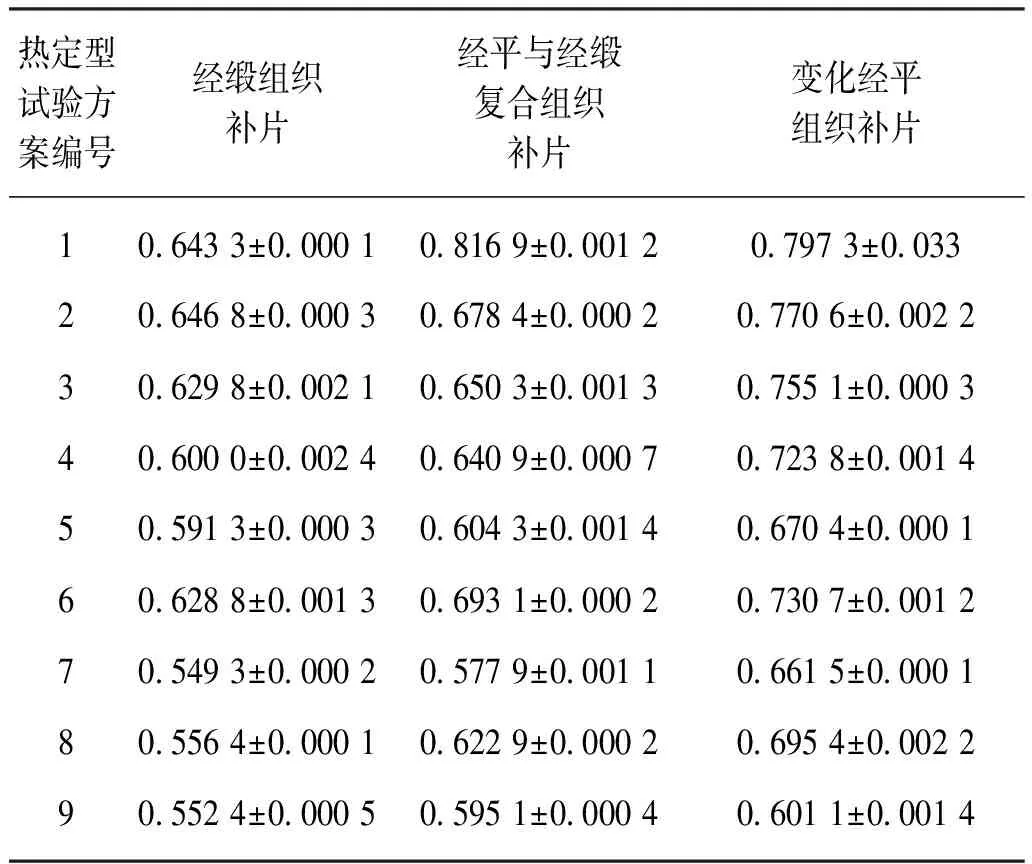
表2 试样厚度平均值Table 2 Average thickness value of samples mm
对表2中3种不同组织补片厚度平均值分别进行显著性分析。利用方差分析中的F检验,假设:
H03组数据没有显著性差别;
H13组数据有显著性差别。


M组间=S组间/V组间
M组内=S组内/V组内
检验统计量F=M组间/M组内=8.057 1,按V1=2,V2=24查表得F0.05(2, 24)=3.40。
由此可知,F>F0.05(2, 24),按照显著性水平α= 0.05检验,拒绝H0,接受H1,故这3组数据有显著性差别。
不同温度、时间、外加张力下补片厚度极差如表3所示。由表3可知,温度对3种组织补片厚度的影响最大,其次是张力,最小是时间。
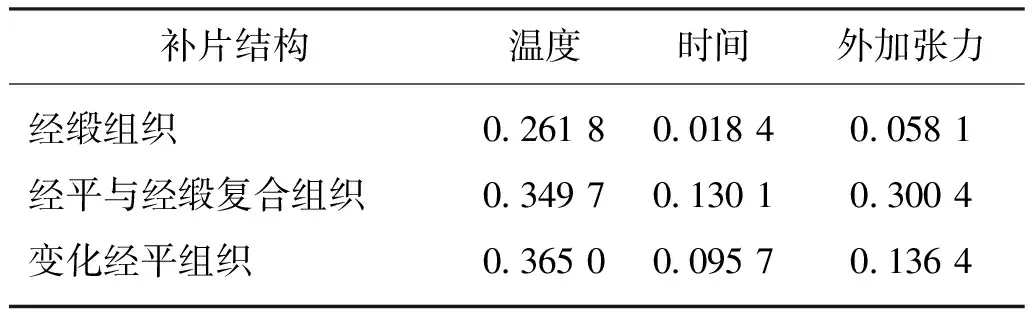
表3 试样厚度极差表Table 3 Range of sample’s thickness mm
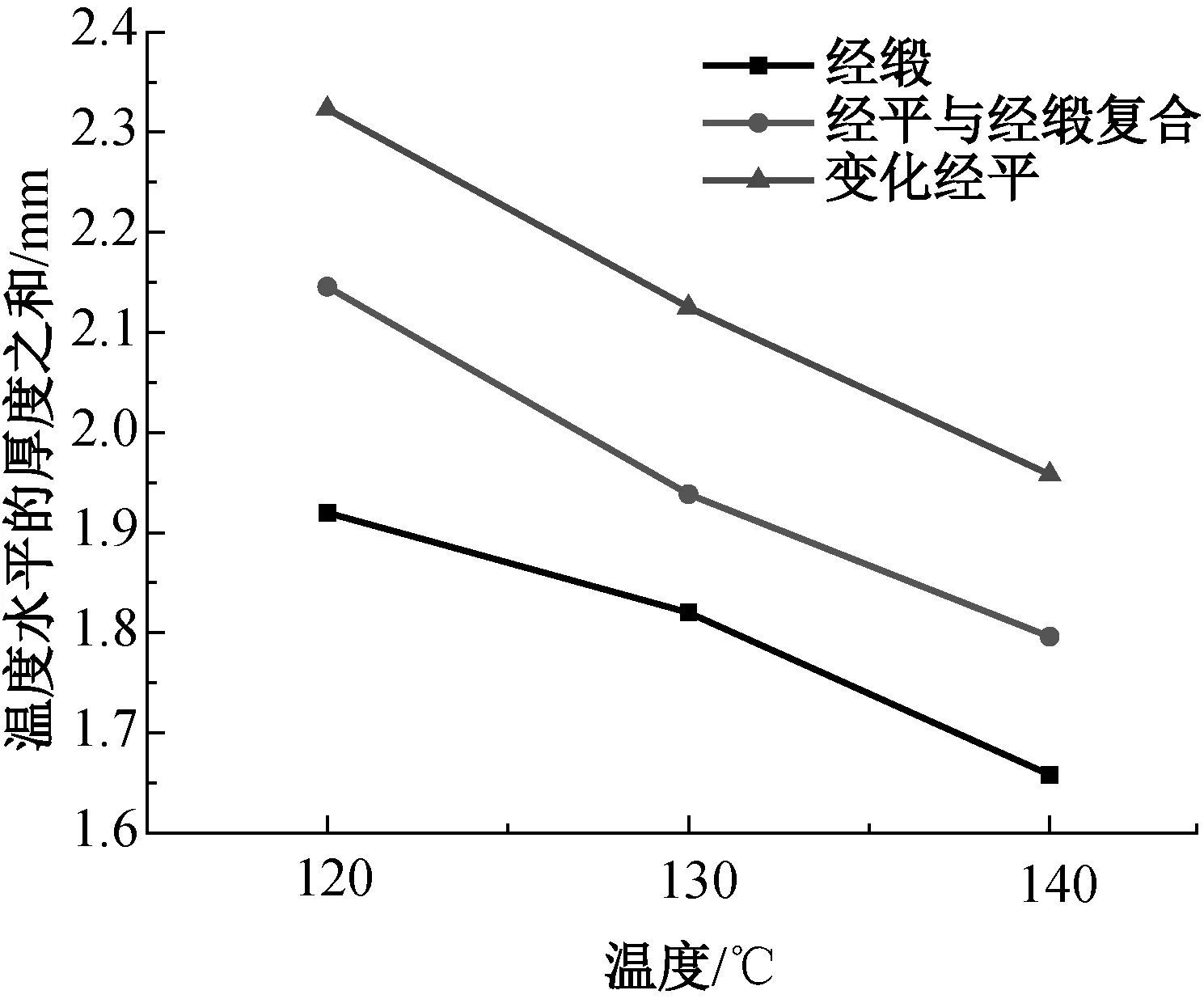
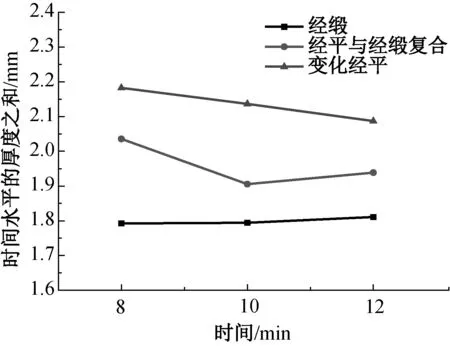
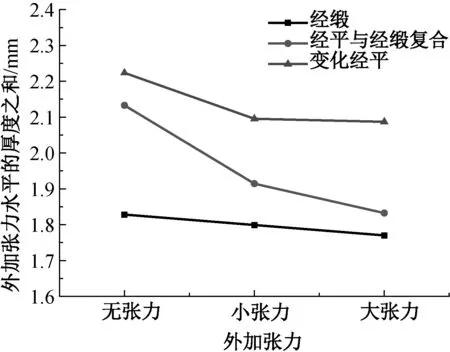
图2 温度水平、时间水平和外加张力水平下的补片厚度之和Fig.2 Sum of mesh thickness at temperature,time and external tension levels
温度水平、时间水平、外加张力水平下的不同组织补片厚度之和如图2所示。由图2可知,3种组织的补片厚度随温度的升高而减小,随张力的增大而减小,时间对补片厚度的影响很小。这是因为在定型过程中补片从热能中获得能量,按照量能最低理论可知,温度越高则织物内部结构的应力释放越充分,结构越容易趋近量能最低的稳定状态,织物结构变得更加稳定,织物厚度越小。另外,张力越大,织物中聚丙烯长丝之间的接触越紧密,特别是线圈连接处,屈曲扭转的线圈会趋于平面化,故织物的厚度越小[15]。根据正交试验计算出当经缎组织、经平与经缎复合组织、变化经平组织补片的定型温度为140 ℃且外加大张力时,补片的厚度均最小,这与上述的分析结果一致。
2.2 面密度
3种不同组织补片分别经9种热定型方案处理后的面密度测试结果如表4所示。
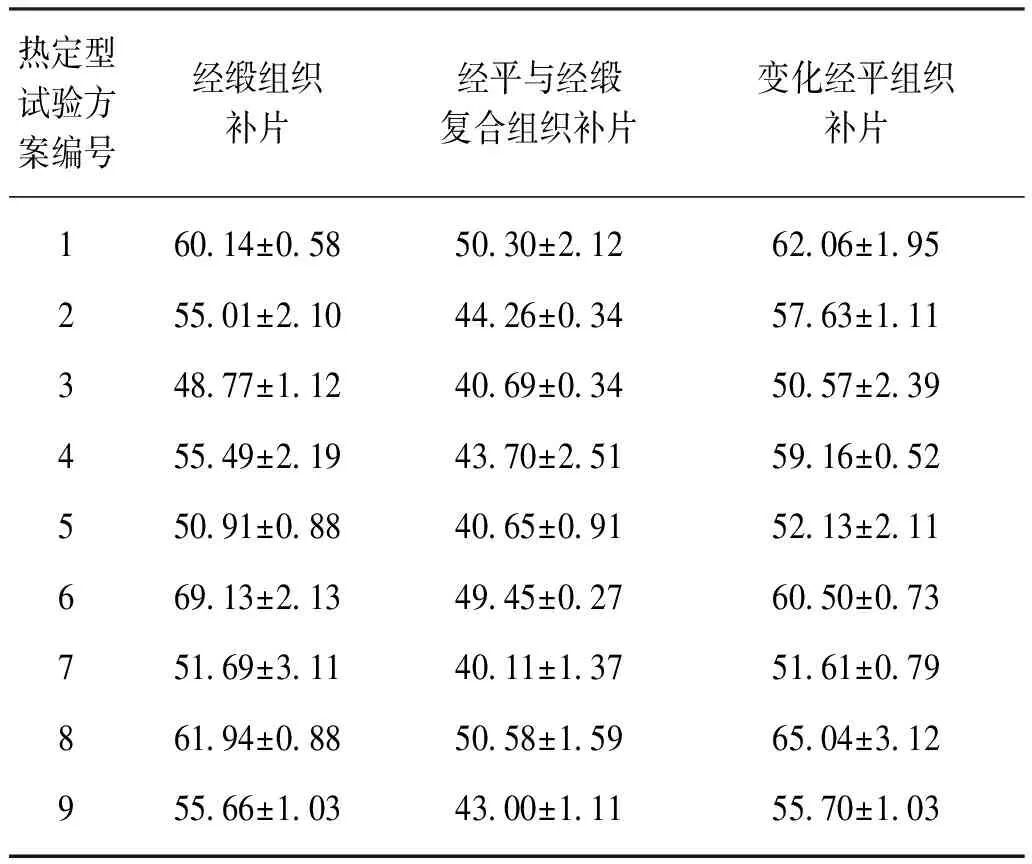
表4 试样面密度平均值Table 4 Average surface density of samples g/m2
对表4中经缎组织补片、经平与经缎复合组织补片、变化经平组织补片面密度平均值分别进行显著性分析。利用方差分析中的F检验,假设:
H03组数据没有显著性差别;
H13组数据有显著性差。
同理可得,检验统计量F=M组间/M组内=15.7563,按V1=2,V2=24查表得F0.05(2,24)=3.40。
由此可知,F>F0.05(2,24),按照显著性水平α= 0.05检验,拒绝H0,接受H1,故这3组数据有显著性差别。
不同温度、时间、外加张力下补片的面密度极差如表5所示。由表5可知,3种因素对经缎组织补片面密度影响程度由大到小依次为外加张力、温度、时间,对经平与经缎复合组织和变化经平组织补片面密度影响程度由大到小依次均为外加张力、时间、温度。
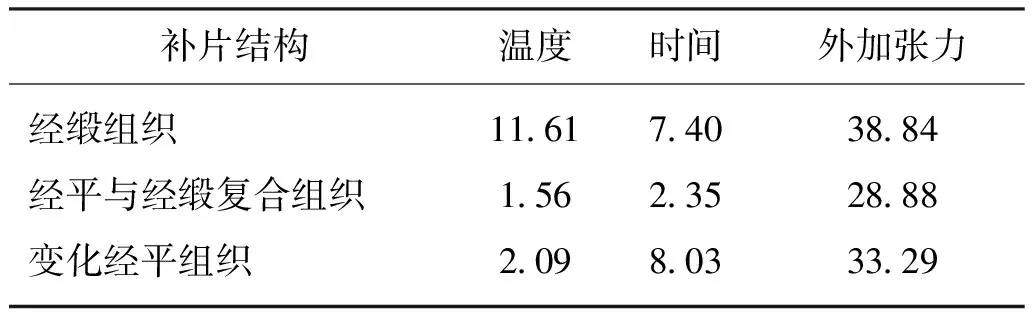
表5 试样面密度极差表Table 5 Range of sample’s surface density g/m2
温度水平、时间水平、外加张力水平的不同组织补片面密度之和如图3所示。由图3可知,外加张力对3种组织补片的面密度影响均最大,且面密度随外加张力的增大而减小。这主要是因为外加张力大时补片网孔也大,单位面积内线圈数减少,即单位面积内单丝的质量减少,故面密度减少。通过正交表计算出补片面密度最优的工艺参数为120 ℃、 10 min、大张力(经缎组织),140 ℃、12 min、大张力(经平与经缎复合组织),120 ℃、12 min、大张力(变化经平组织)。
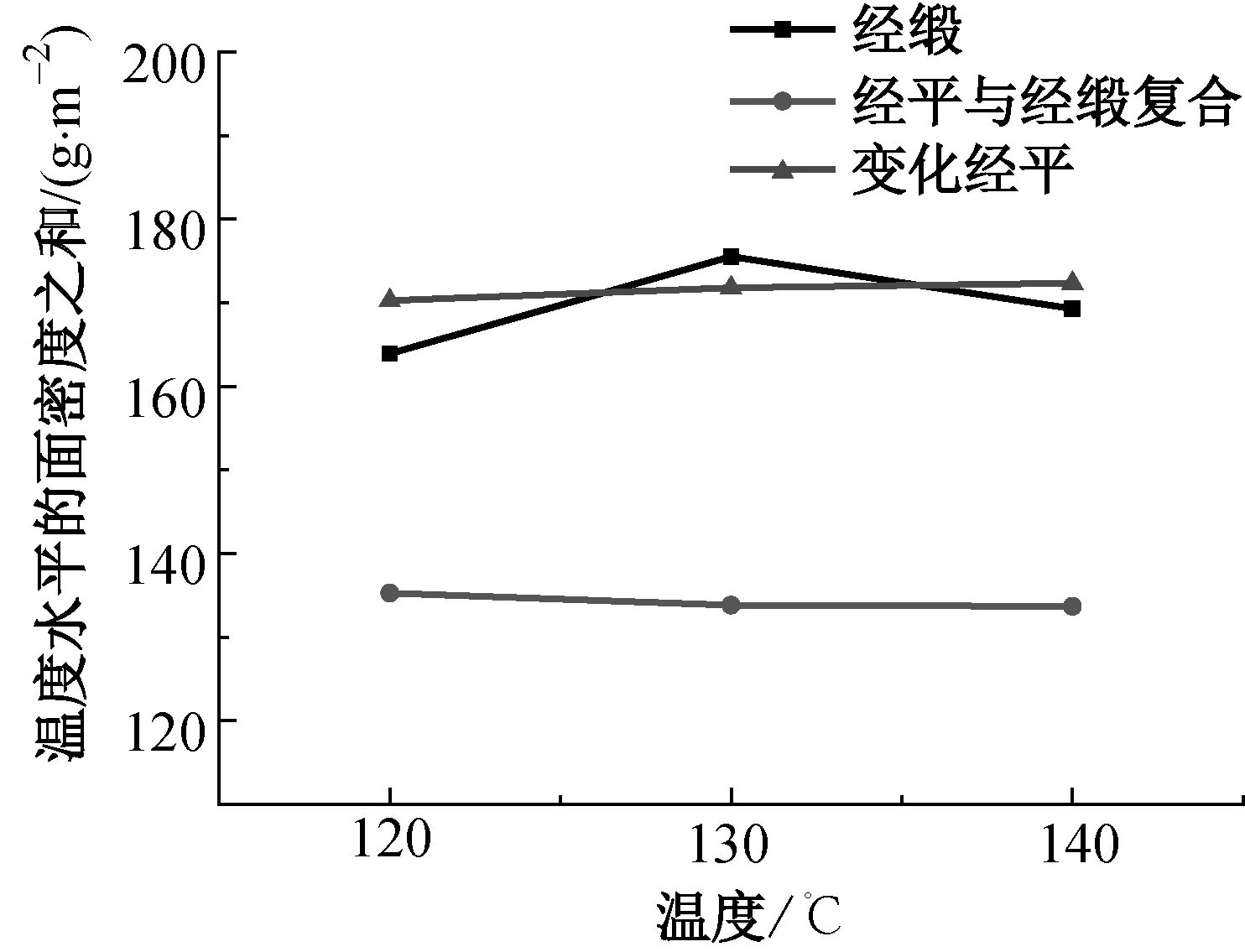

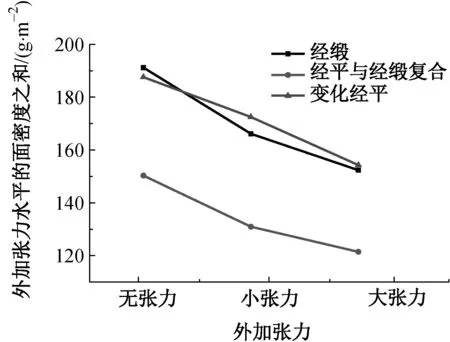
图3 温度水平、时间水平和外加张力水平的补片面密度之和Fig.3 Sum of mesh surface density at temperature,time,external tension levels
2.3 孔隙率
3种不同组织补片分别经9种热定型方案处理后的孔隙率测试结果如表6所示。由表6可知,3种组织补片的孔隙率绝大多数均超过50%。
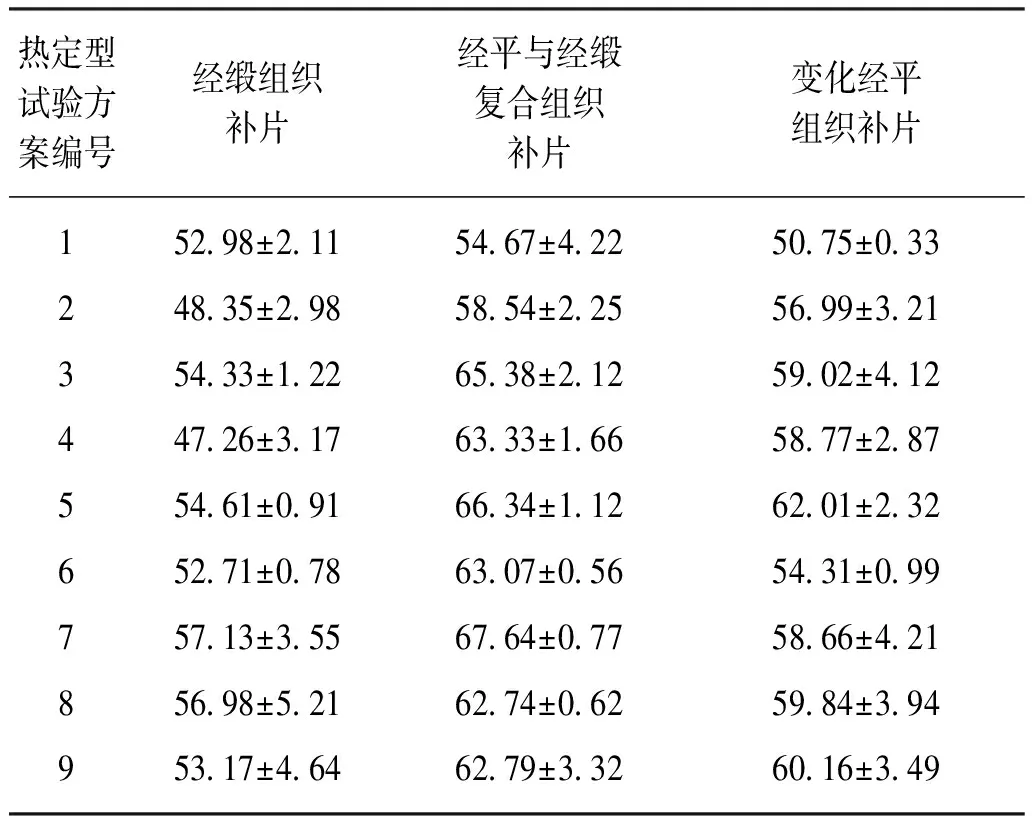
表6 试样孔隙率平均值Table 6 Average porosity value of samples %
对表6中经缎组织补片、经平与经缎复合组织补片、变化经平组织补片的孔隙率平均值分别进行显著性分析。利用方差分析中的F检验,假设:
H03组数据没有显著性差别;
H13组数据有显著性差别。
同理可得,检验统计量F=M组间/M组内=16.1542,按V1=2,V2=24查表得F0.05(2,24)=3.40。
由此可知,F>F0.05(2,24),按照显著性水平α= 0.05检验,拒绝H0,接受H1,故这3组数据有显著性差别。
不同温度、时间、外加张力下补片孔隙率极差如表7所示。3种因素对补片孔隙率的影响由大到小依次为外加张力、温度、时间。
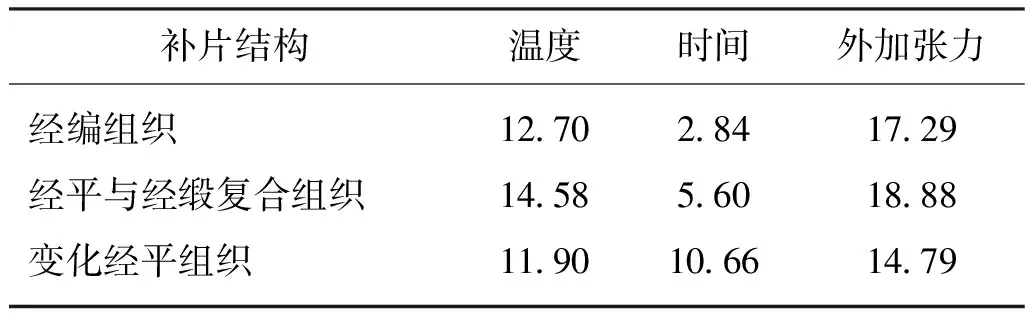
表7 试样孔隙率极差表Table 7 Range of sample’s porosity %
温度水平、时间水平、外加张力水平的不同组织补片孔隙率之和如图4所示。由图4可知,外加张力对本文的3种组织补片的孔隙率的影响均最大,除经缎组织补片外,其他两种组织补片的孔隙率均随着外加张力的增大而增大。这是因为外加张力越大,补片表面的扩张程度越大,补片的密度减小,线圈的孔径变大,从而导致补片的孔隙率增大。同时孔隙率的大小还与补片的送经量和牵拉密度有关。从图4中还可以看出,除经缎组织外,补片孔隙率随着温度的增大而增大。热定型温度越高,补片获得的能量越大,最小能量位置则越高,织物定型后的稳定性越好[15]。在本试验中,当温度较低时,补片线圈产生回缩,补片的孔隙率有略微的减小;而当温度较高时,补片定型后稳定性较好,线圈回缩小,因此孔隙率较大。由此可知,升高温度可以使补片的孔隙率有所增大。
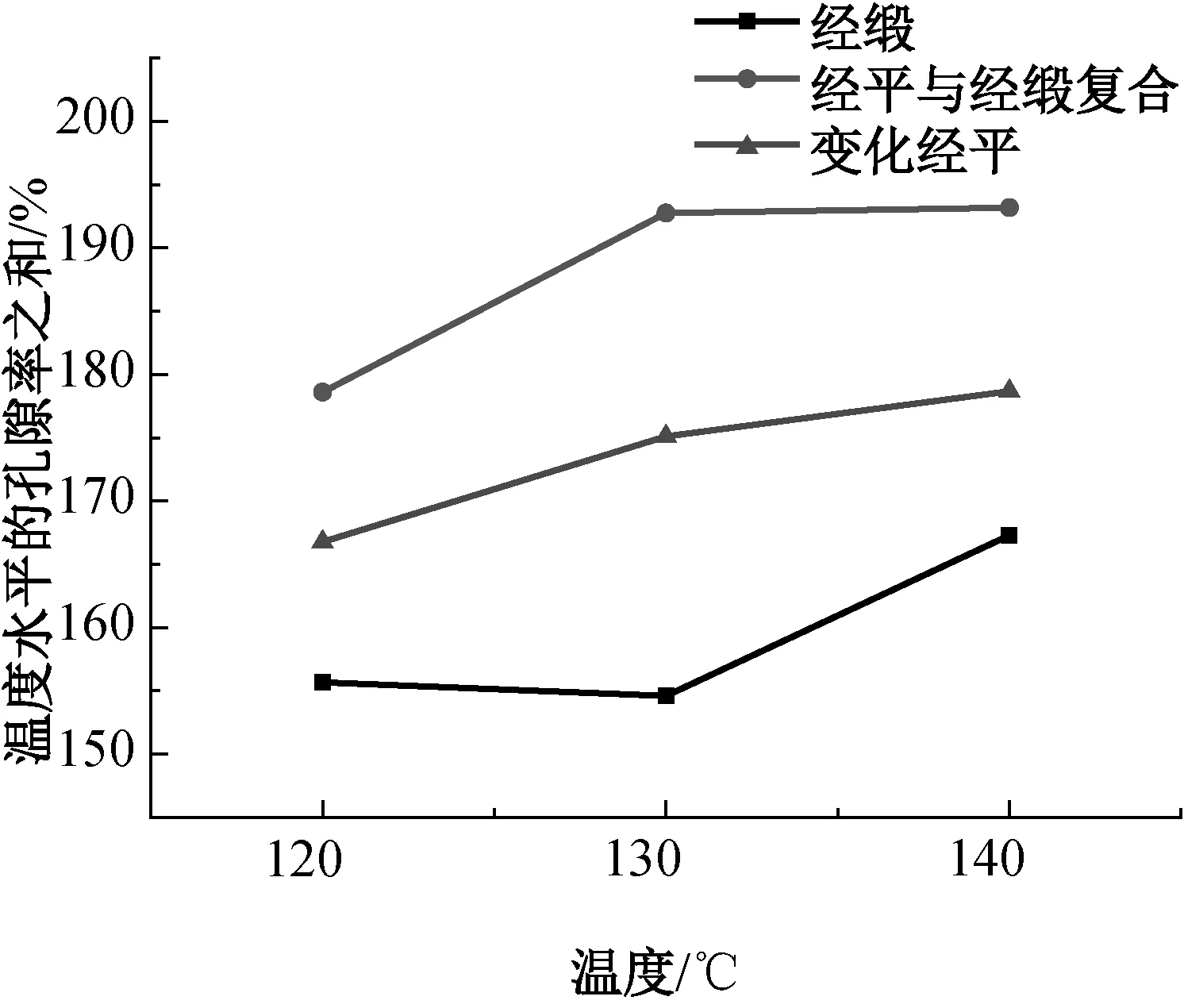
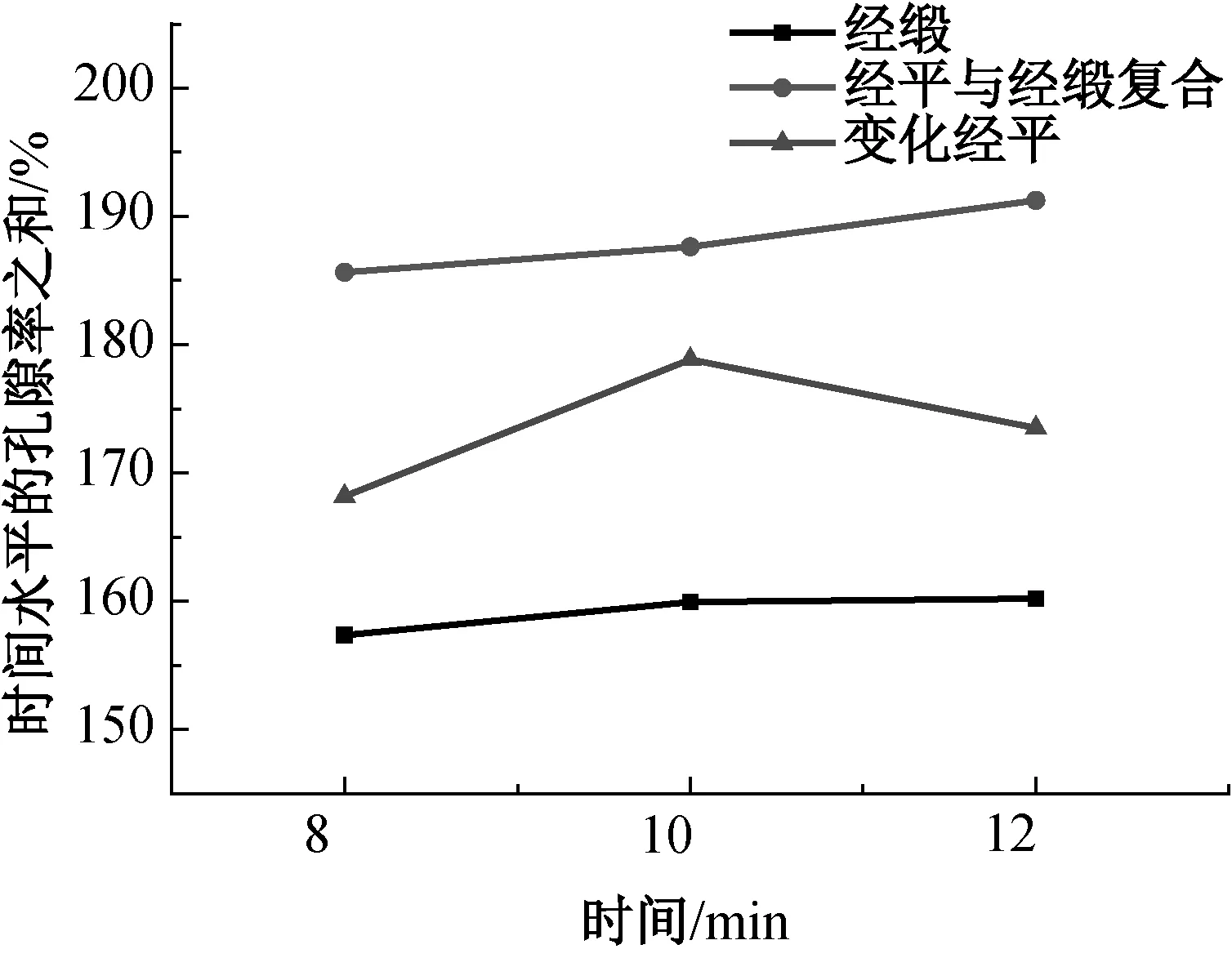
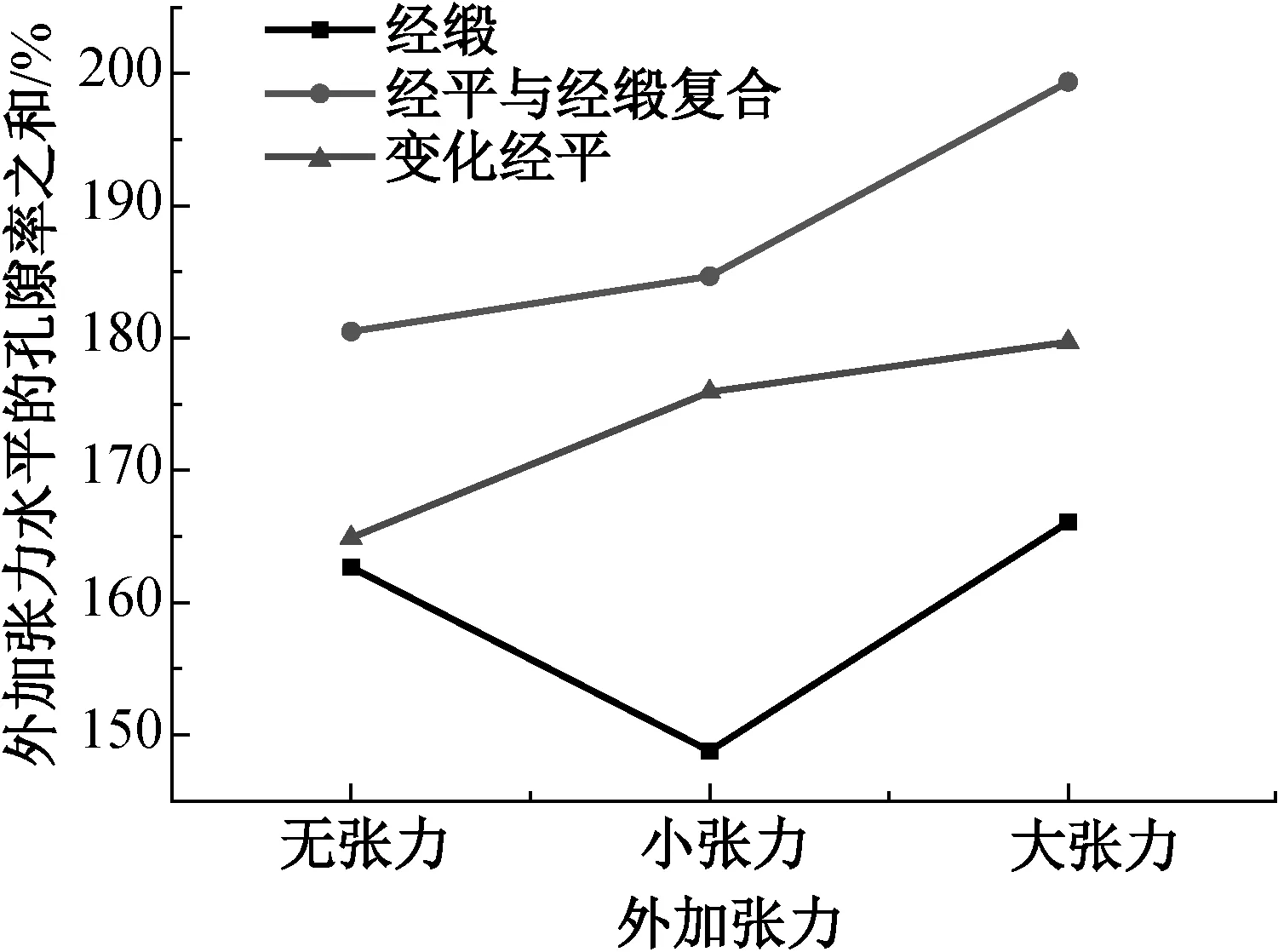
图4 温度水平、时间水平和外加张力水平的补片孔隙率之和Fig.4 Sum of mesh porosity at temperature,time,external tension levels
3 结 语
本文设计正交试验探讨热定型工艺参数(温度、时间和外加张力)对3种组织补片(经缎、经平与经缎复合、变化经平)基本参数(厚度、面密度和孔隙率)的影响,主要结论如下:
(1) 温度对3种不同组织补片的厚度影响最大,补片的厚度随着温度和外加张力的增大而减小。外加张力对3种不同组织补片的面密度和孔隙率的影响最大,补片的面密度随着外加张力的增大而减小,孔隙率随着外加张力和温度的增大而增大。
(2) 对于补片的基本参数而言,经缎组织补片的热定型优选工艺参数为温度140 ℃、时间10 min、大张力;经平与经缎复合组织和变化经平组织补片的热定型优选工艺参数均为温度140 ℃、时间12 min、 大张力。
