Ni对金属粉芯型焊丝接头性能的影响*
2018-12-05刘政军裘荣鹏张天珺苏允海
刘政军, 裘荣鹏, 张天珺, 武 丹, 苏允海
(1. 沈阳工业大学 材料科学与工程学院, 沈阳 110870; 2. 哈尔滨锅炉厂有限责任公司 质量检验处, 哈尔滨 150046)
工业技术的高速发展使得低合金高强钢广泛应用于压力容器、锅炉、船舶、重型机械等领域,因而对高强钢焊接接头综合性能的要求也越来越高[1-3].焊缝金属的强度越高,往往韧性越低,但韧性是评价高强钢焊缝金属性能的一个重要指标,这就对高强钢焊接材料提出了更高的要求.通过调节焊缝金属成分、凝固冷却速度和焊后热处理工艺等方式可以获得理想的焊缝组织,进而提高焊接接头的力学性能.在调节焊缝金属成分方面,药芯焊丝无疑具有特殊优势,尤其是金属粉芯型药芯焊丝.金属粉芯型药芯焊丝具有低渣、操作性好、扩散氢含量低、熔敷效率高、飞溅少、烟尘小、焊缝成形好等一系列优点,尤其是粉体配制简单容易、合金元素过渡系数较高的优点使得金属粉芯型药芯焊丝非常适合于低合金高强钢的焊接[4-7].Ni元素是形成和稳定奥氏体的元素,Ni和Fe元素能以互溶的形式存在于奥氏体和铁素体组织中,并起到固溶强化作用.同时,Ni元素能够降低冲击转变温度,提高低温冲击韧性[8-10].本文在自行研制的Mn-Mo-Cr系高强钢金属粉芯型药芯焊丝的基础上,通过改变药芯成分中合金元素Ni的含量,研究其对WQ960高强钢焊接接头组织和力学性能的影响规律,以期为制备得到性能良好的高强钢焊接材料提供一些理论基础.
1 材料与方法
试验用钢板为WQ960高强钢,钢板尺寸为300 mm×100 mm×10 mm,其化学成分和力学性能分别如表1、2所示.自行制备金属粉芯型药芯焊丝,其主要合金体系为Mn-Mo-Cr,分别以电解锰粉、钼铁和金属铬粉的形式将相应元素加入到药芯焊丝中,以Ni粉的形式加入Ni元素,药芯焊丝的其余成分还包括钛粉、硼铁、铝粉、铌铁和铁粉等.试验中除Ni粉外其余成分加入量保持不变.药芯粉体在使用前需在150 ℃下烘干5 h以去除粉体中的水分.采用钢带成型法制备金属粉芯型药芯焊丝,本文选用SPCC钢带,其尺寸为10 mm×0.3 mm.在药芯焊丝制备过程中,将经过清洗、去油、烘干后的钢带先后在成型机上进行多次轧制,再在拉丝机上进行多次拉拔后完成焊丝的制备,焊丝最终直径为1.6 mm.
焊前需要利用刨床将钢板上开出60°V形坡口,钝边高度为1 mm.利用角向打磨机将坡口两侧30~50 mm范围内的铁锈和氧化皮打磨掉,使得钢板露出金属光泽,并利用丙酮清洗去除油污.

表1 WQ960钢的化学成分(w)Tab.1 Chemical composition of WQ960 steel (w) %
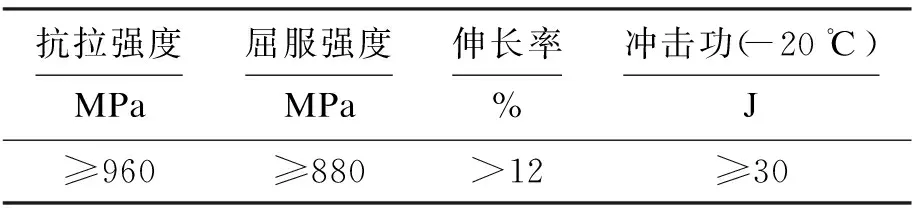
表2 WQ960钢的力学性能Tab.2 Mechanical properties of WQ960 steel
将处理好的钢板采用平板对接方式固定在自制焊接夹具上,预留根部间隙,且始焊端为1 mm,终焊端为3 mm.然后擦除焊丝表面的拉丝粉等污物后待用.采用钨极氩弧焊方法进行焊接,焊接电流为190~250 A,电弧电压为28~32 V,气体流量为18~20 L/min,焊丝伸出长度为12~15 mm,层间温度约为100 ℃.焊后按照GB/T 17493-2008《低合金钢药芯焊丝》标准制备试验试样,拉伸试验和冲击试验分别按照GB/T 2652-2008《焊缝及熔敷金属拉伸试验方法》和GB/T 2650-2008《焊接接头冲击试验方法》标准进行.室温冲击试验温度为25 ℃,低温冲击试验温度介于-60~0 ℃之间.采用夏比V形缺口冲击试样,利用日立S-3400型扫描电子显微镜观察其断口形貌.焊接接头金相试样的取样位置垂直于焊缝横截面.将金相试样研磨后利用硝酸酒精溶液腐蚀10~15 s,然后利用奥林巴斯GX-51型金相显微镜进行组织观察.利用钻粉法测量焊缝金属的化学成分.采用国产FM-700型半自动数字显微硬度计从焊缝中心向两侧热影响区与母材区分别进行硬度测量,每个测量点测量3次并取其平均值作为最终测量值.
2 结果与分析
2.1 焊缝金属化学成分
改变焊丝药芯中的Ni粉含量,使得焊缝金属含有不同含量的Ni.在保证药粉填充率不变的情况下,经多次试验测得Ni元素的过渡系数介于40%~48%之间.计算得到焊丝药芯中的Ni粉添加量,从而保证焊缝中的Ni含量处于设计范围内,具体计算表达式为
(1)
式中:M粉为药粉中某纯金属粉末的含量;M焊为焊缝金属中某合金元素的含量;M带为钢带中某合金元素的含量;η为合金元素过渡系数;Kb为粉芯焊丝的加粉质量系数,即填充率;Kc为某合金元素在纯金属粉末中的含量.
利用钻粉法测量实际焊缝金属的化学成分,结果如表3所示.由表3可见,随着Ni含量的增加,焊缝金属中的C含量整体上略有增加,Mn含量整体上略有降低,其余元素均无明显变化.

表3 焊缝金属的主要化学成分(w)Tab.3 Main chemical compositions of weld metal (w) %
2.2 焊接接头硬度分布
图1为Ni含量对焊接接头硬度分布的影响.由图1可见,不同Ni含量下焊缝区的硬度均明显高于热影响区的硬度,且随着Ni含量的增加,焊缝区的硬度逐渐增高,最高硬度可达329.5 HV.随着焊缝金属中Ni元素含量的增加,热影响区的硬度逐渐接近母材的硬度,且软化现象有所缓解.
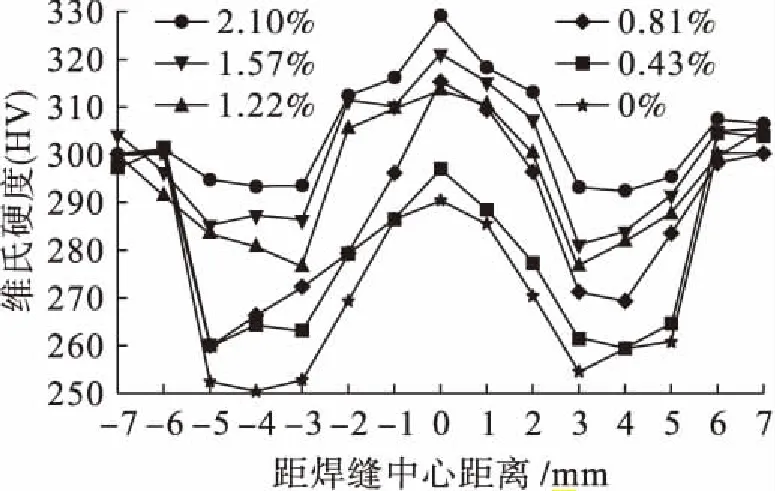
图1 Ni含量对焊接接头硬度分布的影响Fig.1 Effect of Ni content on hardness distribution of welded joint
2.3 焊接接头拉伸性能
不同Ni含量下焊接接头的拉伸性能如表4所示.每个成分选取3个拉伸试样进行试验,取其平均值作为最终测量值.由表4可见,各拉伸试样断裂位置均处于焊缝处,而非焊接接头的热影响区.随着Ni含量的增加,WQ960钢焊接接头的抗拉强度大体上逐渐增加,但伸长率逐渐下降.焊缝金属中加入Ni元素后,焊接接头的最大抗拉强度相比未加入Ni元素的焊接接头提高了130 MPa,但当焊缝金属中Ni元素含量超过1.22%后,伸长率明显下降.
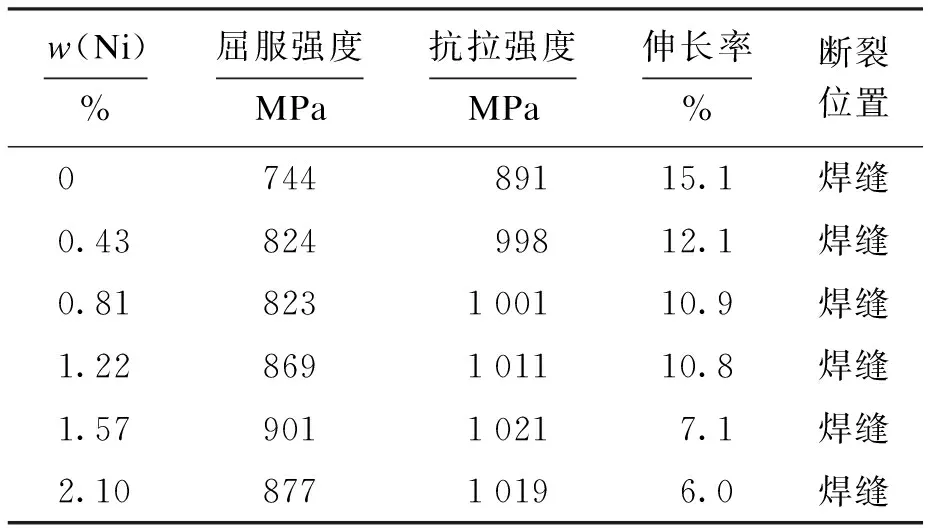
表4 不同Ni含量下焊接接头的拉伸性能Tab.4 Tensile properties of welded joint with different Ni contents
2.4 焊缝金属冲击功
不同Ni含量下焊缝金属的室温和低温冲击功如图2所示.同一成分同一温度下选取5组冲击试样进行试验,取其平均值作为最终测量值.由图2可见,随着Ni含量的增加,焊缝冲击功在室温和低温下都呈现出先增加后降低的趋势,且当Ni含量为1.22%时,冲击功均达到最大值.此外,当焊缝金属中Ni含量为1.22%时,即使在-60 ℃的试验温度下焊缝金属的冲击功也达到了27.9 J,满足GB/T 17493-2008《低合金钢药芯焊丝》标准要求,且高于国外同类药芯焊丝的测试值,如伊萨Coreweld89药芯焊丝-60 ℃冲击功测试值为27 J.
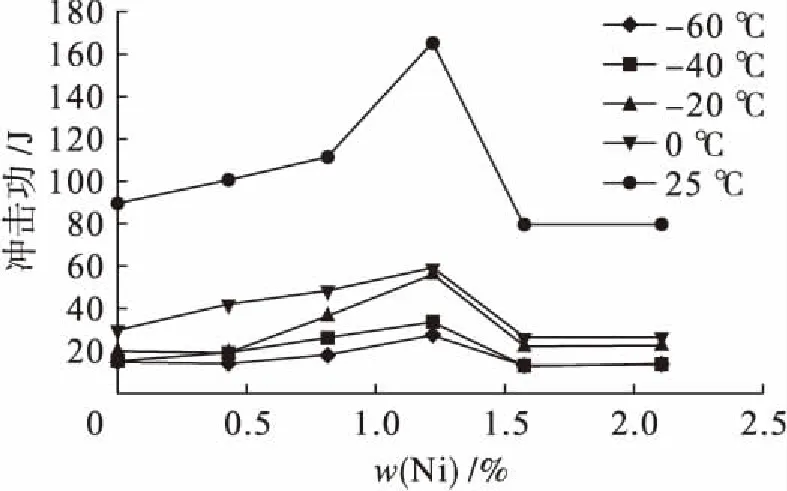
图2 焊缝金属的室温和低温冲击功Fig.2 Impact energy of weld metal at room and low temperatures
2.5 冲击试样断口形貌
为深入研究Ni含量对焊缝金属冲击功的影响,选取Ni含量为0%、1.22%和2.1%时的室温和低温冲击试样进行断口分析,结果如图3所示.由图3可见,当焊缝金属中无Ni元素时,室温和低温断口基本呈现解理断口特征,且断口具有河流状花样.当焊缝金属中Ni含量为1.22%时,室温和-40~0 ℃低温焊缝冲击断口为典型韧窝断口,具有大量撕裂棱,韧窝较深且均匀分布,只有当试验温度降为-60 ℃时,断口才呈现解理特征.当焊缝金属中Ni含量增加到2.1%时,25和0 ℃冲击试样断口仍有少量韧窝,但韧窝较浅,撕裂棱较少,并开始出现脆性断口形貌,当试验温度继续降低后,断口基本为具有河流状解理花纹的脆性断口.

图3 冲击试样的断口形貌Fig.3 Fracture morphologies of impact samples
2.6 焊缝金相组织
图4为不同Ni含量下焊缝的金相组织.由图4可见,当不含Ni元素时,焊缝由粒状贝氏体和块状铁素体构成;当Ni含量为1.22%时,焊缝组织由板条贝氏体、粒状贝氏体、马氏体和针状铁素体组成;当Ni含量为2.1%时,焊缝组织由贝氏体、马氏体和少量针状铁素体组成.当Ni含量由0%增加到1.22%时,焊缝金属中针状铁素体含量增加,而先共析铁素体逐渐减少.由于针状铁素体组织较为细小,位错密度较高,板条之间为大角度晶界,有效增加了微裂纹扩展所需要的能量,因而具有较强的抗裂纹扩展能力.因此,当焊缝金属含有适量的Ni元素时,可以显著提高焊接接头的强度和冲击韧性,尤其是低温冲击韧性.先共析铁素体为奥氏体高温转变产物,是具有低屈服点的脆性相,因而会降低焊接接头的冲击韧性.当继续增加Ni含量时,焊缝金属组织中的贝氏体和马氏体含量增加,由于二者具有高强度、低韧性的特点,因而使得焊接接头的强度和硬度升高,但会使焊接接头的塑性和韧性降低,这与拉伸、硬度和冲击试验结果相吻合.
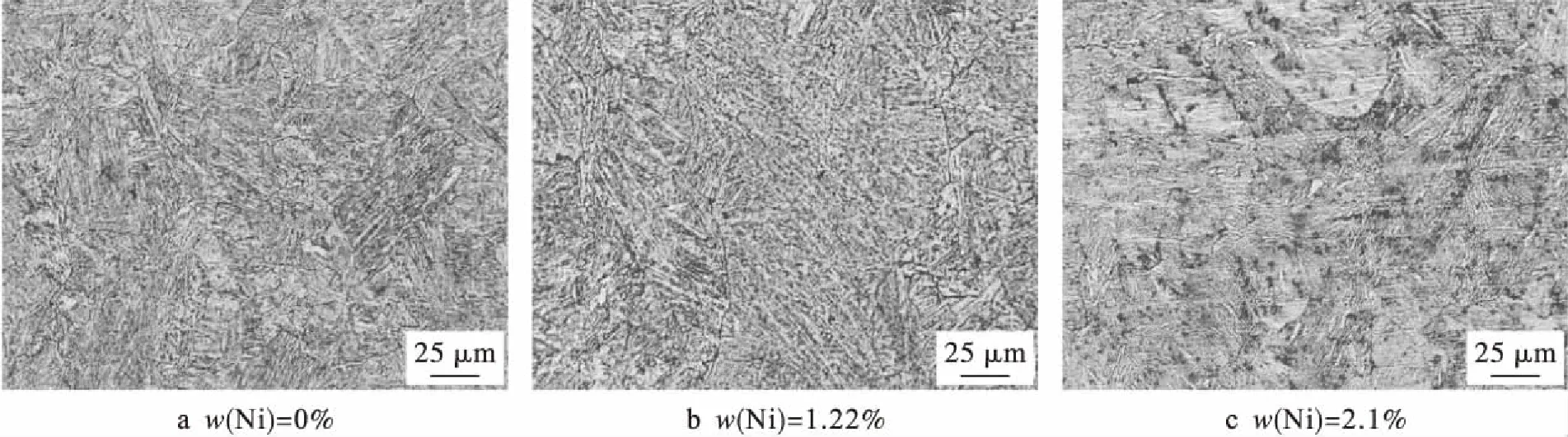
图4 不同Ni含量下焊缝的金相组织Fig.4 Microstructures of weld under different Ni contents
3 结 论
通过以上试验分析可以得到如下结论:
1) 随着Ni含量的增加,WQ960钢焊接接头中焊缝和热影响区硬度值增大,焊缝最高硬度可达329.5 HV,并缓解了热影响区软化现象.
2) 随着Ni含量的增加,WQ960钢焊接接头的抗拉强度升高,但塑性降低,焊缝冲击功呈现先增加后降低的趋势,焊缝金属最佳Ni含量为1.22%.当冲击试验温度为-60 ℃时,焊缝冲击功为27.9 J,满足GB/T 17493-2008标准要求,且高于国外同类药芯焊丝的测试值.
3) 适量的Ni具有促进针状铁素体形成的作用,因而能够提高WQ960钢焊接接头的强度和冲击韧性,但当Ni含量过高时,虽然可以形成贝氏体和马氏体而提高焊接接头强度,但会降低其塑性和韧性.
