湘潭钢铁大棒车间工艺技术及设备特点
2018-10-20李首
李首
摘 要:湘潭钢铁棒材厂是公司2004年投建的一条年设计产量60万吨,产品50~150圆钢、120/150方钢以普钢生产为主的生产线。随着湘钢适应市场需求,开始“优钢转特钢”升级系统,从2010年开始对轧线主要设备进行自动化升级改造。中冶京城工程技术有限公司承担总体的工程设计。本文介绍了湘潭钢铁棒材厂大棒生产线的生产工艺、设备及主要的技术参数和特点,生产过程中对质量提升的工艺及设备改进。
关键词:大棒生产工艺;设备特点;质量提升
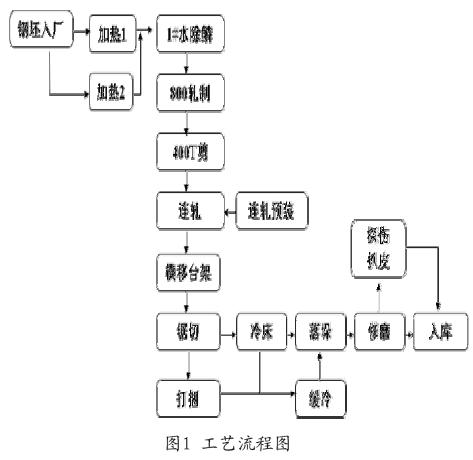
1.主要工艺技术特点
1.1轧钢车间所需的原料坯均需要汽车运输,为了节省能源,在能够实现热装的条件下,会优先热装,在汽车上加装防散热保温罩,防雨罩等。
1.2加热炉为两座步进梁连续式加热炉,可加热150方坯、240方坯、300*430矩形坯。钢坯的进炉和加热采用计算机系统进行全自动化控制,钢坯加热质量好,温度均匀,氧化烧损少,钢坯加热温度根据工艺要求可控制在±10℃,钢坯加热后温差<30℃。可满足各类高品质品种钢生产要求。
1.3开坯前先经经过水除鳞装置,高压水除鳞压力一般开到13 MPa ~16MPa,充分保证在进初轧机前的表面质量。
1.4粗轧采用800二辊可逆式粗轧机,原料断面适应性强,充分考虑孔型共用性,压缩比大。800采用带立轮式推床,有效解决了创面划伤问题。
1.5精轧机组采用八架意大利POMINI公司最新一代的红圈轧机,轧制精度高,圆钢产品的尺寸精度可达到国标I组精度标准,车间采取国标二组精度来控制尺寸;轧机立平交替布置,可实现无扭、微张力轧制;表面质量好,导卫安装调整方便。
1.6在连轧机组出口侧安装测径仪,可实现在线尺寸测量和监测,及时调整,从而保证成品尺寸的高精度和高表面质量,提高产品合格率。
1.7横移编组台架采用升降式横移小车,75及以下规格可以走左右辊道,80及以上规格走左辊道,有效提高了各规格的轧制节奏。
1.8热锯区设备由2台2000mm热锯,2台1800mm热锯构成。成品定尺长度根据客户生产协议要求在6-9m任意可调,以满足客户个性化定尺的需要。1.9拥有缓冷坑35个,能满足所有下线品种钢的缓冷需要。
1.10精整工序(矫直、倒棱、打捆等)全部或部分实现机械自动化。
1.11自主开发的轧制和精整线MES生产管理系统,确保了与客户合同要求的无缝对接。
2.生产中的表面质量改善
2.1连轧成品孔型的优化 大棒生产至今,成品耳子现象频繁发生,根据现场的生产实际情况,对55~150规格的孔型进行优化,效果明显,同时能够产品的正公差轧制,满足市场的需求。
2.2划伤的预防 大棒在生产中出现划伤,现场从辊道磨损、辊道挡板、轧机进、出口导卫等方面来解决。通过辊道增加水冷,速度的电控优化等方面减少辊子的磨损,提升使用寿命,减少辊道磨损产生的划伤。对现场弯道、800轧机出口辊道挡板、连轧机入口挡板、热锯辊道挡板增加立辊,改滑动摩擦为滚动摩擦,减少划伤产生。通知制定标准的进出口导卫插件、减少轧制过程中弯头的产生,减少划伤。
2.3提高定尺精度 热金属锯在线高温锯切时,定尺精度偏差大,难以满足高精度的定尺要求。为了保证定尺精度,从不同规格、钢种对应不同的热膨胀系数,制定长度的计算标准;同时将热锯间的皮尺测量改为自动激光测量,进一步提升移锯的精度,从而保证定尺精度,满足市场的需求。
2.4控制大棒的轧制弯头 大棒在生产中因钢坯的轧制阴阳面产生轧制弯头,根据现场的实际跟踪,从轧机的进出口导卫进行改进,选择合适的标准尺寸限制弯头的产生,同时结合生产的实际情况,进行调整;另外依据矫直机的原理,在成品机架后面安装一套矫直辊,实现轧制弯头的控制。
2.5减少隐形折叠 大棒在开坯时容易刮擦推床产生划伤,再经过连轧轧制形成折叠,该折叠肉眼难以发现,只能通过酸洗或磁粉探伤才能发现。为解决推床产生划伤的问题,对800轧机推床进行改进,把推床的滑动摩擦改为滚动摩擦,解决划伤的产生。
2.6减少表面氧化夹杂的产生 大棒在生产中因坯料表面的氧化铁皮除磷不干净,在后续轧制过程中被压入,出现氧化夹杂的缺陷,特别在轧制方坯和开坯机压下道次少时容易出现此缺陷。根据现场的实际生产情况,通过采用新型的破鳞轧制工艺,将坯料表层的氧化铁皮破碎去除,实现氧化夹杂缺陷的控制。
2.7解决开坯机堆焊轧辊粘铁 800新堆焊的轧辊在上线使用时,因轧辊容易出现打滑的现象,造成孔型的槽底和侧壁粘铁,影响成品的表面质量。优化轧制程序,减少单道次的压下量方便轧件咬入,降低轧辊中心线与工作辊道的高度,减少打滑。
3.结语
湘钢大棒厂原为湘钢初轧厂,2003年~2004年年初,对大棒厂轧制线进行了技术改造,利用了原有的厂房、对现场的工艺及设备进行改进,建成一条先进的半连轧生产线,生产规格覆盖Φ50~Φ220mm圆钢及120/130/135/150方钢。2010开始,为提升产品质量保障能力,大棒陆续进行了一些设备改造,包括:800轧机设备、热锯辊道设备、开下收集设备、冷床缓冷設备、缓冷坑等进行升级改造。目前大棒的中、高端机械用钢已经迈上一个新的台阶,实现了结构调整、产品升级换代的战略目标。