10V高速钢激光熔覆层的组织与性能
2018-10-09许妮君刘常升吕建斌
许妮君, 刘常升, 吕建斌, 孙 挺
(1.东北大学 材料科学与工程学院,沈阳 110819;2.西安建筑科技大学 冶金工程学院,西安 710055;3. 东北大学 理学院,沈阳 110819)
高速钢具有良好的红硬性、耐磨性等优点,被用于制造新型复合轧辊.一般钨钼系高速钢中碳化物为M6C型,呈鱼骨状,外力作用下易碎裂,而高钒高速钢中碳化物为球形VC,具有良好的强韧性和耐磨性,是复合轧辊常用的工作层候选材料[1-3].
激光熔覆技术是表面处理新技术,具有节能节材、可强化、可再制造等先进性,区别于传统电镀、热喷涂等表面处理工艺,能够制备大面积的熔覆层,满足工程零部件的延寿和再制造需要[4-6].近年来,激光熔覆技术取得了快速发展,学者们致力于把高速钢的优异性能通过激光熔覆技术嫁接到量大面广的工程材料表面,在冶金机械、能源交通、航空航天等领域得到大量应用[7-12].
为了把高速钢应用于冶金辊材的表面强化与修复再制造,需要克服熔覆材料与基体材料的物性差异和激光熔覆过程快速加热、快速冷却等带来的热应力和组织应力造成的变形与开裂[13-15].Xu等[16]研究了Nd:YAG脉冲激光器制备的10V高速钢熔覆层的显微组织特征,发现脉冲激光熔覆层经常发生开裂现象,既有熔覆层与基体界面处产生的裂纹,又有熔覆层内部裂纹.裂纹扩展取向多垂直于基体,只在涂层内部扩展,并不会进入到球墨铸铁基体.采用激光重熔技术消除和减轻了熔覆层的开裂倾向,重熔的10V高速钢熔覆层连续平整,无裂纹、气孔和夹杂物等宏观缺陷.
为了避免和降低10V高速钢在脉冲激光熔覆时的开裂倾向,本文采用新型半导体直接输出激光器,在冶金辊材常用廉价辊芯材料球墨铸铁表面进行激光熔覆,通过多道搭接处理,制备连续、大面积的表面强化层,并研究其显微结构特征与耐磨性等,为提高辊芯材料的耐磨性与使用寿命提供指导.
1 实验材料与方法
实验选用10V高速钢粉末作为熔覆材料,由安泰科技公司提供,为气雾化制备,粒度小于45 μm,主要化学成分(质量分数,%)为C 2.4~2.5,Cr 5~5.5,Mo 1.3,V 9.5~10.5,余量为Fe.采用西安炬光公司生产的3 kW半导体直接输出激光器(FL-Dlight02-4000-976)在球墨铸铁表面制备熔覆层.采用铺粉法激光熔覆技术,在单道工艺优化基础上,通过搭接处理制备大面积熔覆层.激光熔覆工艺参数为激光功率 1 500 ~ 1 900 W,扫描速度 10 mm/min,搭接比50%,光斑尺寸2.5 mm×11.5 mm,铺粉层厚1 mm.利用OLYMPUS-GX71型光镜(OM),JSM 7001F型扫描电镜(SEM)观察熔覆层的截面显微形貌;利用401MVDTM型显微硬度仪测量熔覆层的硬度分布;利用X’Pert Pro MPD-PW 3040/60型X射线衍射仪(XRD)对熔覆层物相进行分析;采用MG-2000型高温磨损试验机测试熔覆层的高温磨损失重,通过观察表面磨损形貌分析其耐磨机理.按照GB/T 5270—2005热震试验方法要求,测试熔覆层的耐热冲击性能,考虑到轧辊工作温度在700~800 ℃,故选取加热温度750 ℃,保温30 min,把试样从加热炉取出放入自来水里,循环操作8次.每次观察熔覆层表面状态评价其耐热冲击抗力.
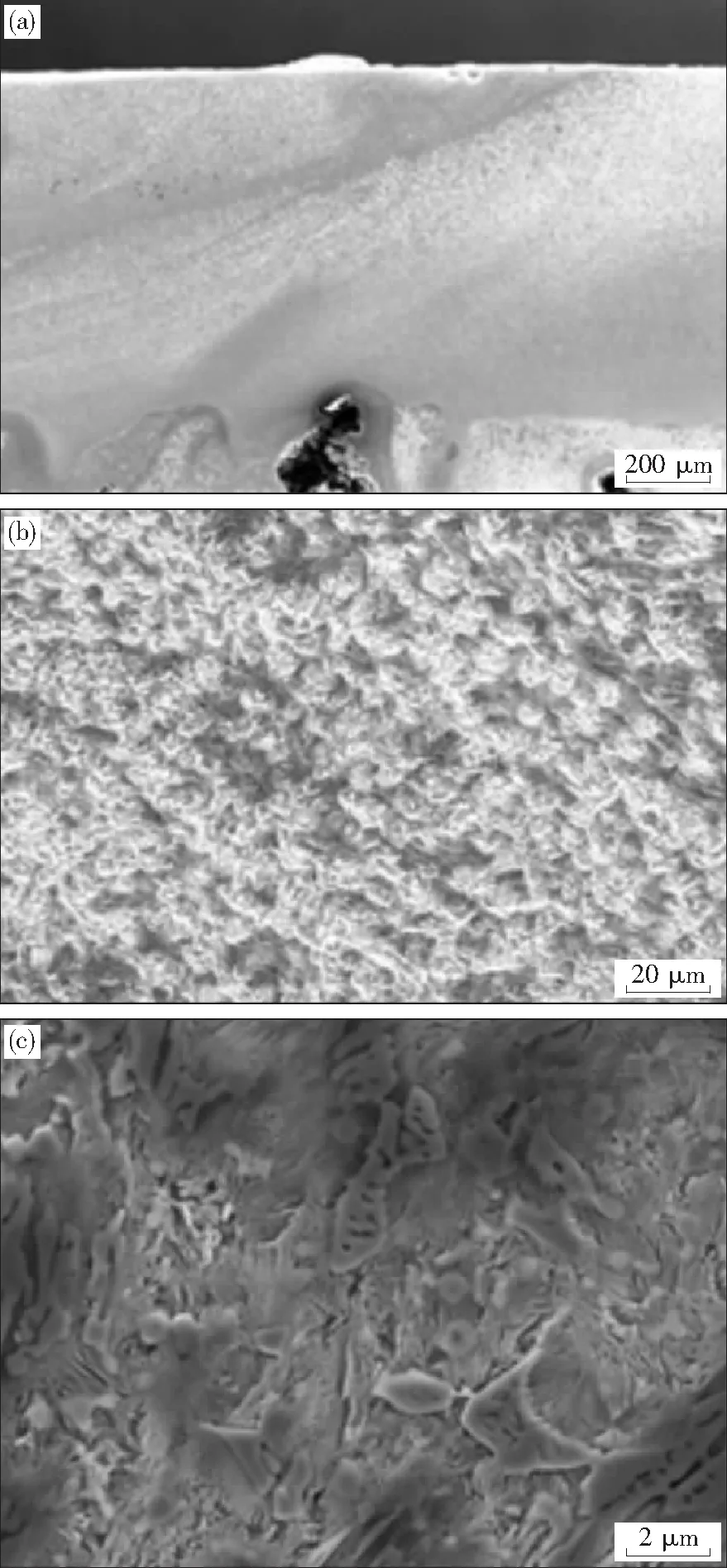
图1 激光熔覆10V高速钢的显微组织形貌Fig.1 Morphology of laser cladded 10V HSS(a)—熔覆层宏观形貌;(b)—熔覆层中部形貌;(c)—熔覆层高倍组织形貌
2 结果与讨论
2.1 熔覆层显微组织分析
图1为球墨铸铁表面激光熔覆10V高速钢试样横截面的显微组织形貌.其中图1a为多道搭接熔覆层的宏观形貌,可见搭接道间的轮廓,熔覆层表面连续平整,无裂纹气孔等宏观缺陷,与含黑色块状石墨的球墨铸铁基体呈冶金结合状态.图1b,1c为熔覆层中部组织图,由图1c可知,熔覆层显微组织特征为片层状、块状和球形颗粒状.其中片层状形貌占据熔覆层的大部,块状和球形颗粒状分布在片层状相之间.
2.2 熔覆层相组成与成分分析
图2为球墨铸铁表面激光熔覆10V高速钢试样熔覆层的XRD衍射谱,可知熔覆层主要由α-Fe,VC,γ-Fe,Cr23C6和FeV组成.VC,Cr23C6等碳化物的存在有利于提高熔覆层硬度,同时,球形VC将避免熔覆层在使用中的开裂.由于VC在1100 ℃以上发生溶解,导致FeV相的出现,将进一步提高熔覆层的硬度,使高速钢熔覆层具有更好的高温耐磨性能.
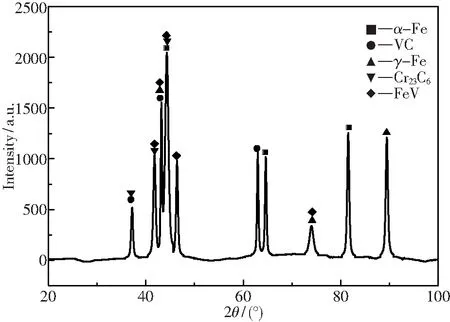
图2 激光熔覆10V高速钢的XRD衍射谱图Fig.2 XRD patterns of laser cladded 10V HSS
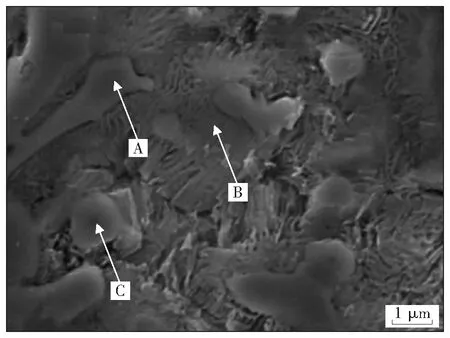
图3 激光熔覆10V高速钢的微区成分分析点位示意图Fig.3 SEM micrographs of laser cladded 10V HSS
为分析不同显微组织之间的成分差异,在图3中选取三种典型形貌,图上三点附近的成分分析结果如表1所示.可见熔覆层中V元素含量差别明显,A点和C点含V量相近,B点C含量较高,Cr含量较低,详见表1.
图4为熔覆层不同微区V元素的分布情况.图4a中绿色谱线所示为V的分布.V在球形颗粒状区域富集,含量较高.在块状区含量次之,在片层状区最低,但两者之间的差别不大.图4b为六边形物相的形貌,在图中白色线段自心部向边缘平均取5点分析V,Cr和Fe的相对含量,如图4c所示,可见V元素的富集过程,在中心处V的含量较高,在边缘处逐渐降低,说明存在V元素向基体中的溶解倾向.
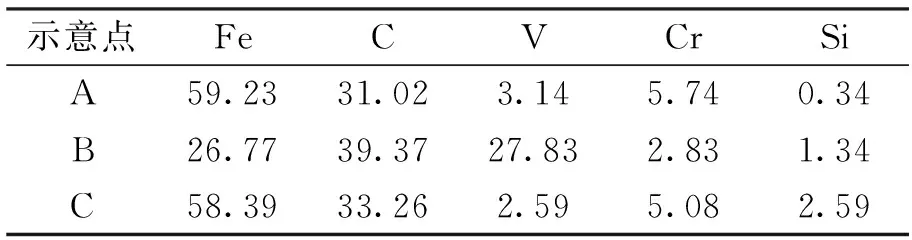
表1 图3中示意点的化学成分分析(摩尔分数%)
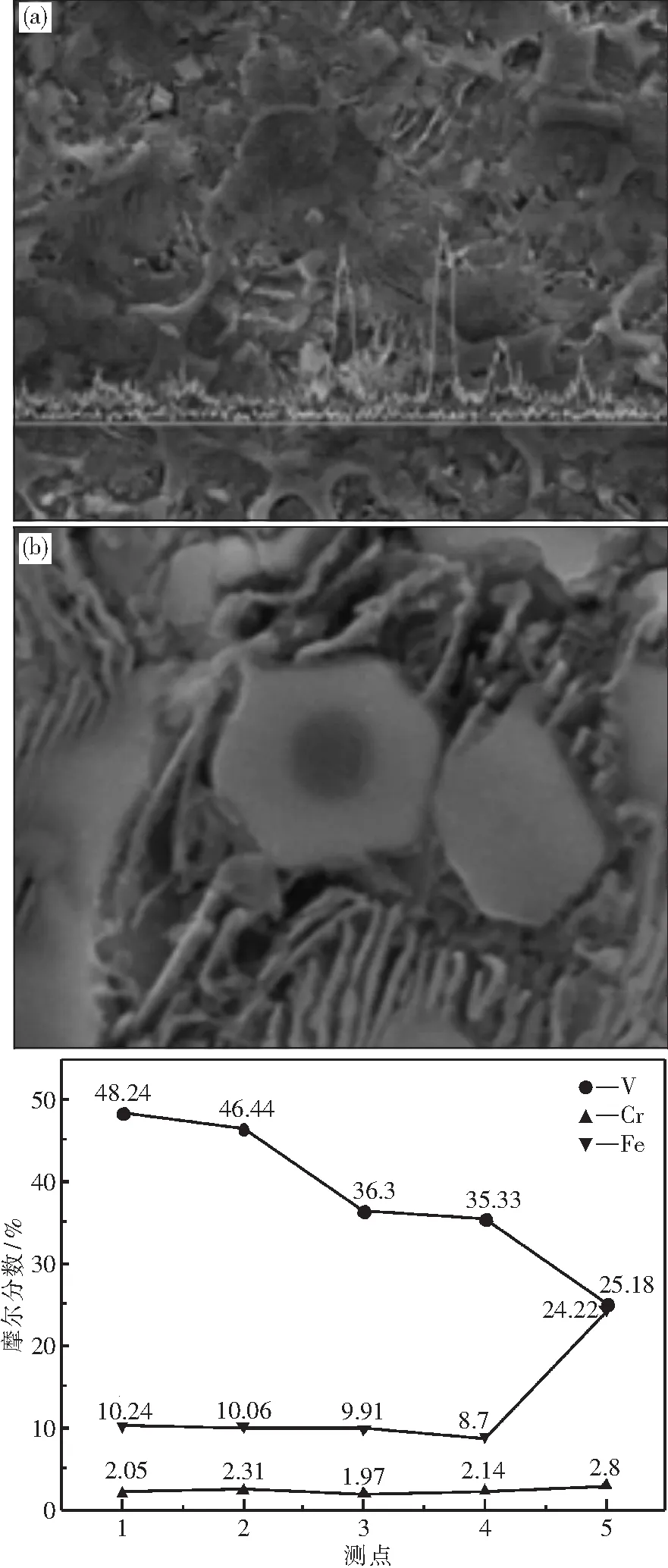
图4 激光熔覆10V高速钢的微区元素线扫描分析Fig.4 Line scanning of element distribution in laser cladded 10V HSS(a)—V, Fe等元素线扫描分布; (b)—六边形物相5点分析所在线段; (c)—V, Cr和Fe 元素分布
2.3 熔覆层硬度分析
图5为球墨铸铁表面半导体激光熔覆层纵截面的显微硬度分布曲线.可见熔覆层的硬度较基体有很大提高,激光熔覆层的硬度较为均匀,平均约为700 HV0.1,是基体硬度(320 HV0.1)的2.18倍.高速钢熔覆层硬度的提高归因于VC,Cr23C6等化合物的存在.另外,熔覆层热影响区的硬度也较高,甚至高于熔覆层的硬度,可能是由于在激光作用下,球墨铸铁中的C发生了扩散,在随后的快速冷却下形成了马氏体,其形貌如图6所示.熔覆层的硬度与耐磨性正相关,因此,高速钢熔覆层将会改善其耐磨性.
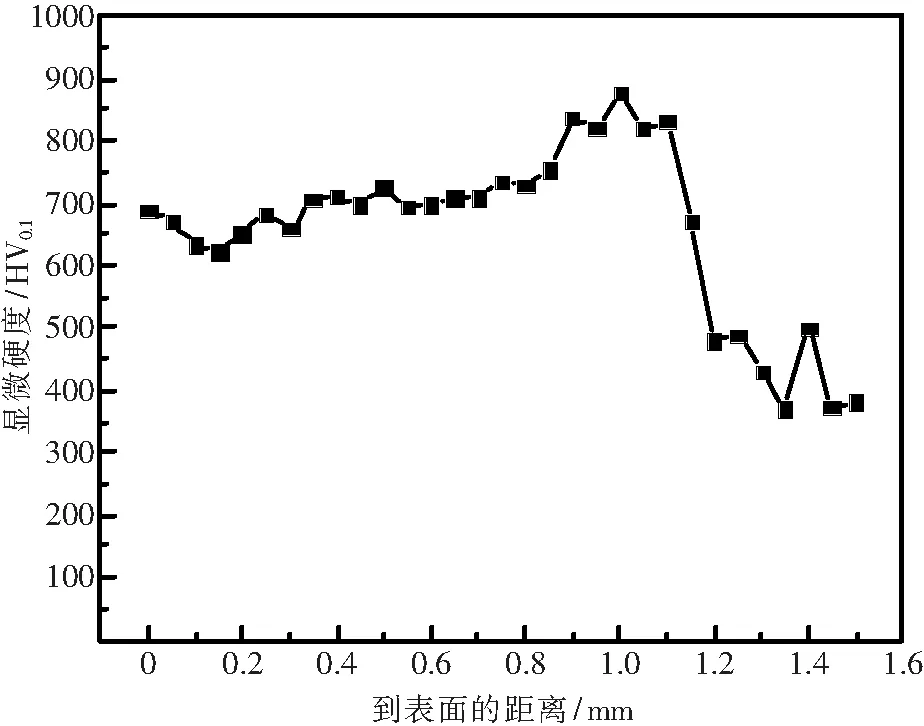
图5 激光熔覆10V高速钢的显微硬度Fig.5 Microhardness distribution of the 10V laser cladded layer
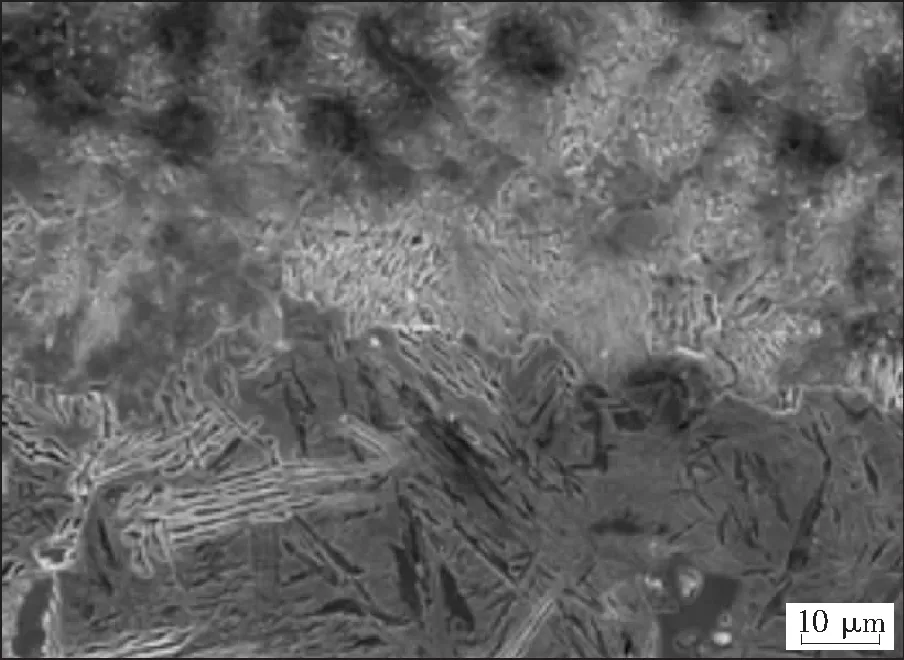
图6 激光熔覆10V高速钢与基体界面处的显微形貌Fig.6 Morphology of the interface and substrate for the laser cladded 10V HSS
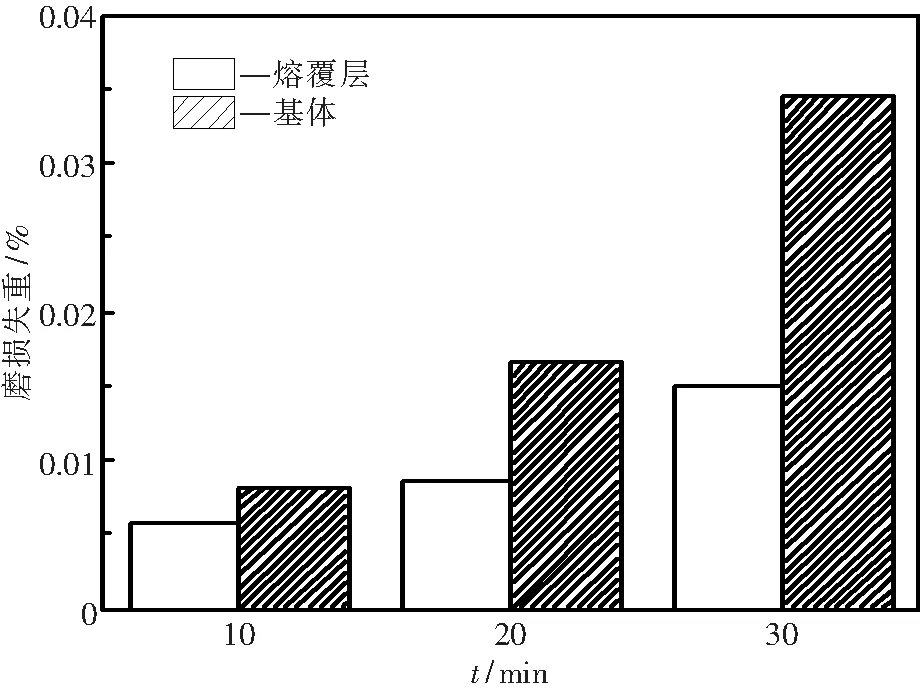
图7 激光熔覆10V高速钢与基体的磨损失重图Fig.7 Weight loss of the laser cladded 10V HSS and the substrate with different wear time
2.4 熔覆层的高温耐磨性能
图7为球墨铸铁基体和激光熔覆10V高速钢在不同磨损时间条件下的磨损质量损失曲线图.随磨损时间延长,基体和激光熔覆层的磨损量曲线呈上升趋势,但熔覆层的磨损失重增幅偏小;磨损后期,基体的磨损变得越来越严重,磨损30 min 磨损量是磨损10 min磨损量的4倍左右.激光熔覆层在磨损30 min的磨损量约为10 min磨损量的3倍左右.在磨损30 min条件下,熔覆层的磨损量为基体磨损量的43%,可见,激光熔覆10V高速钢可使球墨铸铁表面的耐磨性明显改善.
图8为激光熔覆10V高速钢经磨损10,20,30 min 后磨损表面的SEM形貌.低倍条件下观察(图8a),可见熔覆层磨损面较为平整,磨损面存在深浅和宽窄不一的犁沟, 表明高速钢熔覆层的磨损机理是犁削.在高倍下观察,可见磨损表面存在大量球形颗粒,推断熔覆层与摩擦副间的磨损类型为磨料磨损,即在高温摩擦过程中,熔覆层表面不断脱落球形颗粒,这些颗粒对摩擦面产生磨损.从图8b可见一些区域的小坑,可能为球形颗粒脱落后在外力作用下所产生.随磨损时间增加到30 min后,熔覆层与摩擦副之间发生了典型的黏着磨损(图8c).高速钢熔覆层试样表面的磨痕浅而细, 且犁削痕迹不明显, 表明其相应的耐磨性较好, 其机理在于熔覆层中存在细小的碳化物可以有效阻止磨粒的切入.
2.5 熔覆层的耐热冲击性能
图9为球墨铸铁表面激光熔覆10V高速钢的试样750 ℃热震的宏观形貌.实验结果表明,经过8次热震,熔覆层未见宏观开裂,与基体未出现分离和剥落.第一次热震后(图9a),试样表面发生部分氧化,在冷热交替作用下,熔覆层试样表面的氧化层发生轻微剥离.在连续几次的热震实验中(图9b),熔覆层表面都会发生氧化皮剥落,但是都表现为部分剥落,无大面积的脱落.图9c为经8次热震后的熔覆层表面形貌,可见氧化现象严重,但整个熔覆层仍与基体处于紧密结合状态.图10成分分析和图11的物相分析结果也间接证明了这一点.由此可见,10V高速钢的激光熔覆层具有良好的耐热冲击抗力.
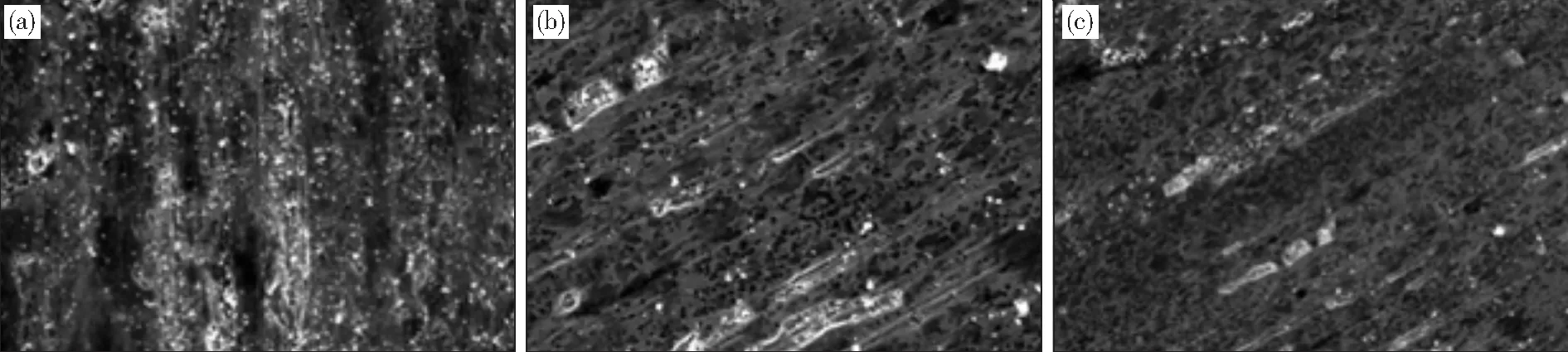
图8 激光熔覆10V高速钢的磨损形貌Fig. 8 The worn surface morphologies of 10V HSS(a)—10 min; (b)—20 min; (c)—30 min
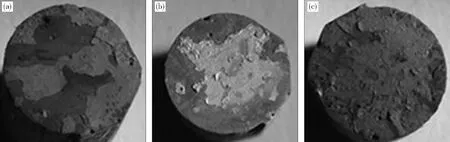
图9 750 ℃激光熔覆10V高速钢热震试样的宏观形貌Fig.9 Surface morphology of the laser cladded 10V HSS sample in heat shock at 750 ℃(a)—1次; (b)—5次; (c)—8次
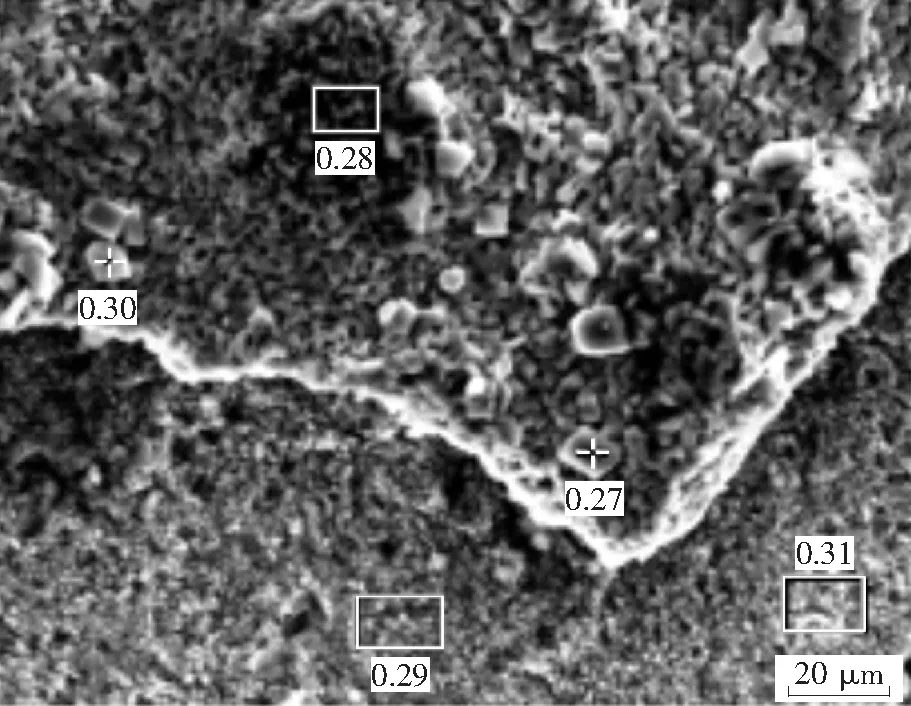
图10 激光熔覆10V高速钢750 ℃热震8次后的表面形貌Fig.10 Micrograph of the 10V HSS after eighth heat shocks at 750 ℃
图10为球墨铸铁表面激光熔覆10V高速钢的熔覆层热震8次后表面的SEM形貌,其上5点EDS能谱成分分析如表2所示.可见各点处均有V元素存在,点27和30处主要为V的氧化物.点28处主要为Fe的氧化物.点29和31未检出O含量,可能是氧化物脱落所致.图11为750 ℃热震8次后10V高速钢激光熔覆层的XRD衍射图谱,可见氧化产物主要是Fe2O3,VO,直接验证了熔覆层仅发生氧化,未发生熔覆层的整体脱落和剥离现象,证明激光熔覆层具有很好的耐热冲击抗力.
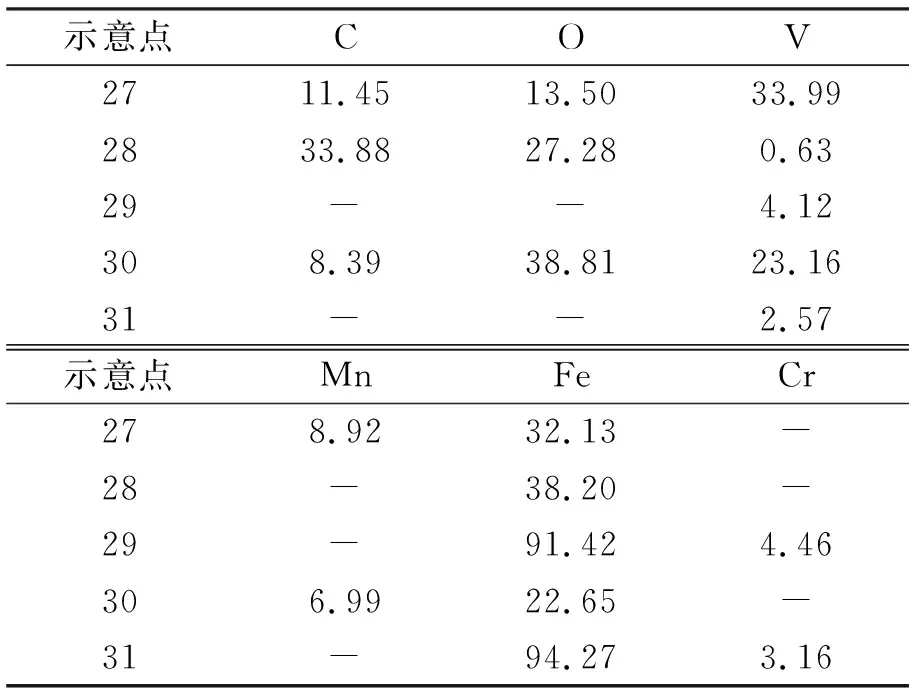
表2 图10中示意各点的主要化学成分(摩尔分数)
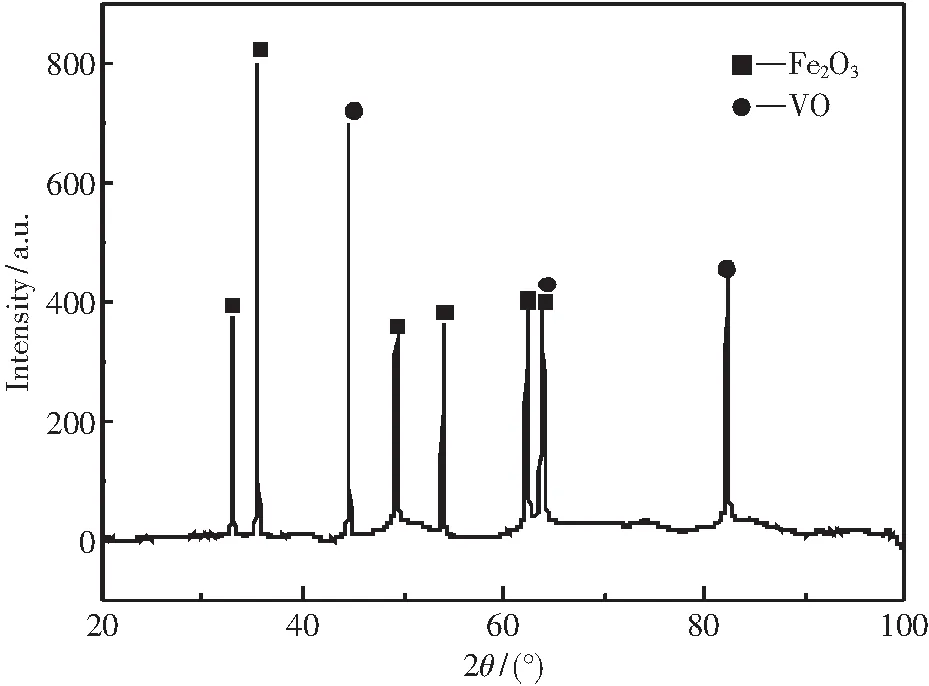
图11 750 ℃激光熔覆10V高速钢热震试样表面XRD衍射图Fig.11 XRD patterns of the 10V HSS after eighth heat shocks at 750 ℃
3 结 论
(1)采用半导体激光器在球墨铸铁表面所制备的10V高速钢熔覆层具有连续和完整性,无裂纹气孔等宏观缺陷,与基体呈冶金结合状态.
(2)其显微组织特征为片层状、块状、球形颗粒状等多种形貌的快速凝固组织,由α-Fe,VC,γ-Fe,Cr23C6和FeV等组成;熔覆层内合金元素分布,除微区有V等偏析外,宏观基本均匀.
(3)显微硬度达700 HV0.1,是基体硬度的2.18倍.在30 min磨损条件下熔覆层磨损量是基体磨损量的43%;磨损机制为磨粒磨损,摩擦磨损.
(4)750 ℃热震实验结果表明,熔覆层具有良好的耐磨抗力和热冲击抗力.
