瞬时有效磨粒数影响因素仿真研究
2018-10-08,,,,,
,, , ,,
(1.浙江工业大学 特种装备制造与先进加工技术教育部重点实验室,浙江 杭州 310014;2.浙江智海化工设备工程有限公司,浙江 德清 313219)
目前,硅晶体切片主要应用游离磨粒线锯切割技术进行切割[1-3].随着半导体材料技术应用的发展,对硅晶体切片的加工质量和尺寸提出更高的要求,人们对于提高切割效率和降低切割成本的要求越来越高[4-5].对此,国内外学者进行了许多研究,德国Liedke等微观研究了游离磨粒线锯切割中磨粒的运动状态,研究发现真正进入到切割区域的磨粒数量很少[6].德国Schwinde等对多线切割中钢丝线的行为进行了研究,研究发现材料去除主要发生在线的一侧[7].从前人的研究成果获得了重要启示,增加磨粒进入切割区域的数量对切割性能有着重大的影响.
磁感应游离磨粒线锯切割技术[8],是一种新的线锯切割技术,将铁磁性锯丝置于匀强磁场中会被磁化形成高梯度磁场,锯丝通过磁力吸附特定范围内的磁性磨粒,从而增加进入切割区域的磨粒数量.在磁感应游离磨粒线锯切割中,磁性磨粒不仅受到切削液流体曳力作用,而且还受到高梯度磁场的磁力作用[9-10].在此定义若磁性磨粒被锯丝吸附,则成为瞬时有效磨粒.理论分析进入切割区域前锯丝周围磁性磨粒受力情况,综合考虑磨粒所受的磁力、流体曳力,建立高梯度磁场下磨粒动力学模型;并利用有限元软件在一定的磁场强度下,磨浆的供浆方向、供浆速度和切削液动力黏度对瞬时有效磨粒数影响的仿真研究.
1 高梯度磁场中磁性磨粒的受力分析
为了分析的方便,将磁性磨粒简化为球形颗粒,体积为Vp,以其为研究对象,分析其受力情况,并对有效磨粒形成过程及其影响因素进行研究.磨粒通过流体带入非切割区域中,磨粒将受到磁力Fm和曳力Fd的作用,文中磁场为均匀磁场,且没有外加电场的存在,金属丝的磁化强度为M,其方向与背景磁场方向平行,所以磁标势Vm可以通过拉普拉斯方程[11-12]描述为
▽Vm=0
(1)
该模型由具有不同磁性能的两个区域组成,一个是具有由单根锯丝占据的强磁性的空间,另一个具有弱磁性的空间,在这些区域中的的磁标势不同,磁标势分别定义为Vm1,Vm2,则磁标势通过拉普拉斯方程描述为
▽Vm1=0
(2)
▽Vm2=0
(3)
因此,锯丝的磁感应强度和其他空间的磁感应强度分别定义为
(4)
(5)
式中:μ0为真空磁导率,μ0=4π×10-7H/m;H0为外加匀强磁场强度;M为钢丝的磁化强度,可从MB曲线得到(图1),由通过振动样品磁强计(VSM)测得.
基于式(5)的磁性磨粒位置处的磁场强度H以及磁场强度B=μ0μrH之间的关系为
(6)
对于在非切割区域,主要考虑磁性磨粒的磁力Fm和曳力Fd.在高梯度磁场中,作用在磁性磨料颗粒上的磁力Fm可表示为

(7)
式中:μr为磨粒的磁导率;μr,p为磨粒的相对磁导率;K为磁性磨粒和流体之间的磁化率的差,通常流体的磁化率远小于磁性磨粒的磁化率,因此K也指磁性磨粒的体积磁化率,可从图2所示的磁化曲线中得到.

图2 φ25 μm磁性磨粒磁化曲线Fig.2 φ25 microns magnetic abrasive magnetization curve
笔者研究的流体雷诺数较低,处于斯托克斯定律区[13-14],且流体不可压缩,所以磨粒所受的流体的曳力可以由斯托克斯定律表示为
(8)
式中:u,up分别为磨粒位置处的切削液速度和磨粒速度;η为切削液动力黏度.
由牛顿第二定律可得磁性磨粒的运动方程为
Fd+Fm=ma
(9)
如图3所示,由磁性磨粒所受的磁力和曳力公式可知:磁性磨粒的运动与外加匀强磁场强度、供浆速度、磨浆动力黏度、磁性磨粒的相对磁导率以及磁性磨粒粒径有关,进而影响吸附在锯丝上的有效磨粒,下面将磁感应游离磨粒线锯切割中瞬时有效磨粒数影响因素研究.

图3 磁性磨粒受力分析图Fig.3 Analysis of the force analysis of magnetic abrasive
2 磁感应游离磨粒线锯切割中瞬时有效磨粒数影响因素
2.1 仿真模型建立
磁感应游离磨粒线锯切割过程中采用镀镍碳化硅磨粒,匀强磁场H0沿锯丝轴线均匀分布,且单丝无限长,磁性磨粒受力分析可以简化成平面模型,因此在有限元软件COMSOL中建立二维分析模型.流体场选用层流模型,入口边界条件设置为速度入口,出口为压力出口,其余为壁面.为得到更精确的
计算结果,采用三角形网格,对锯丝附近的网格进行了局部加密,仿真参数设置如表1所示.

表1 仿真参数Table 1 The simulation parameters
主要研究了磨浆做二维有界流动的情形,矩形为所研究的控制区域,中间小圆代表锯丝,外加匀强磁场沿水平方向,可以将铁磁单丝磁化,形成4 个分区,如图4所示,左右2 个区域为顺磁区,上下2 个区域为逆磁区,顺磁区对顺磁性磨粒产生吸力,逆磁区对顺磁性磨粒产生斥力.

图4 磁通密度云图Fig.4 Magnetic flux density cloud
2.2 供浆方向对瞬时有效磨粒数的影响
外加匀强磁场方向和大小保持不变,磨浆入口速度为4 mm/s,每次释放100 个磨粒,通过改变供浆方向来观察对磁性磨粒运动和锯丝吸附瞬时有效磨粒数的影响,仿真结果如图5所示.图5中线条表示磁性磨粒运动轨迹,点堆积代表吸附在锯丝上的有效磨粒.
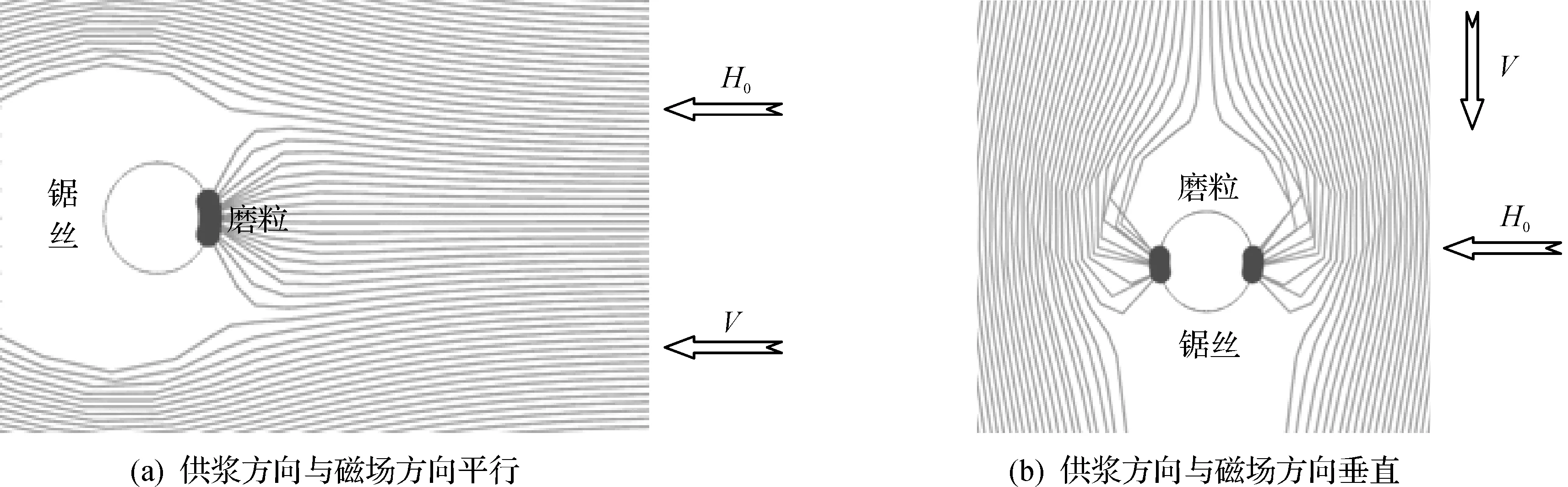
图5 不同供浆方向下锯丝吸附有效磨粒示意图Fig.5 The effect of the saws is shown in the different slurry direction
如图5(a)所示,由于此时匀强磁场是沿着水平方向的,所以锯丝截面左右两侧为顺磁区,上下两侧为逆磁区.当供浆方向与磁场方向平行时,磁性磨粒在跟随流体左向右逐渐接近磁介质的过程中先经过引力区,部分磨粒在磁场引力的作用下被磁介质吸附成为有效磨粒,随后在流体曳力的作用下进入斥力区,磨粒在斥力区内将远离磁介质,不能被锯丝吸附.当磁性磨粒初始位置距离磁介质较远时,再次进入引力区,虽然磨粒在磁场梯度力的作用下向磁介质靠近,在流体曳力的作用下最终跟随流体向下游方向运动而不能被磁介质吸附,故出现磨粒都吸附到锯丝截面右侧的现象.
如图5(b)所示,当供浆方向与磁场方向垂直时,锯丝左右两侧是顺磁区,上下两侧为逆磁区,磁性磨粒在跟随流体由上游逐渐接近磁介质的过程中先经过斥力区,磨粒在斥力区内将远离磁介质锯丝,不能被锯丝吸附.随后在流体曳力的作用下进入引力区,部分磨粒在磁场引力的作用下被磁介质吸附成为有效磨粒;当磁性磨粒初始位置距离磁介质较远时,在流体曳力的作用下最终跟随流体向下游方向运动而不能被磁介质吸附.
从图5中仿真结果来看,供浆方向与磁场方向平行时,锯丝吸附的瞬时有效磨粒为18 个,供浆方向与磁场垂直时吸附的有效磨粒为20 个,虽然前者较后者少,但是前者有效磨粒集中在锯丝的一侧,比后者任一侧吸附的有效磨粒都多,同时由于游离磨粒线锯切割中去除材料主要发生在锯丝的一侧(靠近工件的一侧),所以采用供浆方向沿水平方向,可以增加磨粒参与切割有效磨粒数,从而提高切割效率.
2.3 供浆速度对瞬时有效磨粒数的影响
在其他条件相同情况下,通过改变供浆速度来观察对锯丝吸附有效磨粒数的影响;供浆速度参考实验时的实际供浆速度,供浆速度如果太大仿真会出现磨粒不会吸附到锯丝上的情况,供浆速度如果过小,单位时间内吸附的磨粒总数过少,效率较低,故选用的供浆速度数值为4,8,12,16 mm/s.仿真结果如图6所示.假设当供浆速度为10 mm/s时,磨粒释放时间步长为0.01 s,则1 s内磨粒释放100 次,根据各供浆速度大小与释放磨粒频率之间关系,计算单位时间1 s内不同供浆速度下锯丝吸附的有效磨粒总数,如图7所示.

图6 不同的供浆速度下锯丝吸附有效磨粒示意图Fig.6 Show the effective abrasives chematics by using the different slurry velocity
从图8中可以看出:随着供浆速度的减少,有效磨粒数增多,且幅度变大,这是因为在外加磁场不变的情况下,磨粒所受磁力不变,当供浆速度较大时,磨浆对磨粒的曳力也非常大,此时曳力对磨粒的运动起主要作用,较少的磨粒吸附到锯丝上成为有效磨粒;供浆速度较小时,此时磁力对磨粒的运动起主要作用,更多的磨粒被吸附到锯丝周围随锯丝进入切割区域,进而出现有效磨粒数增幅变大的现象.
从图7,8中可以看出:供浆速度4 mm/s时,有效磨粒数最少,供浆速度为12 mm/s时,有效磨粒数最多;1 s内锯丝吸附的磨粒总数先增加后减少,这主要是因为随着供浆速度的增大,在梯度磁场磁力不变的情况下,磨粒所受到的流体曳力不断增大,磨浆中磨粒浓度相同情况下,供浆速度增大(相当于磨粒释放频率增加),意味着有更多磨粒流向锯丝.因此在一定的速度范围随着供浆速度的增大有更多的磨粒被锯丝吸附成为有效磨粒;当供浆速度为4 mm/s时,瞬时吸附的有效磨粒数最多,但是由于供浆速度较小,单位时间1 s内吸附的有效磨粒数反而最少.供浆速度增大,磨浆流速变大,流体曳力也相对增大,所以1 s内锯丝吸附的有效磨粒总数增幅变缓;同时随着供浆速度继续增大至16 mm/s时,流体曳力进一步增强,意味着单次释放磨粒吸附有效磨粒数变更少,即便磨粒释放频率增大,但最终锯丝吸附的磨粒积聚反而减少.当供浆速度为12 mm/s时,1 s内锯丝吸附的有效磨粒总数在所选4 个速度值中是最多的.

图7 不同的供浆速度下1 s内有效磨粒总数图Fig.7 The total number of effective magnetic abrasive in the 1 s for different pulp velocities
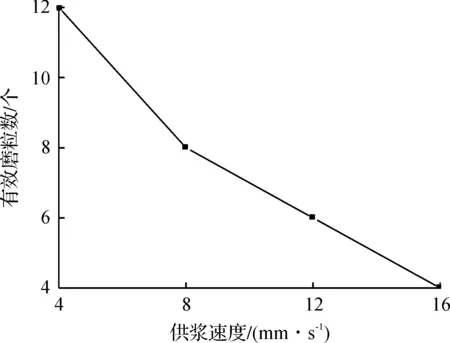
图8 不同的供浆速度下瞬时有效磨粒数图Fig.8 Show the instantaneous effective grinding of grainer at different pulp velocities
2.4 切削液动力黏度对瞬时有效磨粒数的影响
在进行磁感应游离磨粒线锯切割时,不同的切削液的动力黏度对锯丝吸附瞬时有效磨粒有很大的影响.切削液由聚乙二醇和水组成,选取聚乙二醇质量分数分别为25%,50%,75%,100%,在常温(20~25 ℃)下,使用NDJ系列数显黏度计测得对应的切削液黏度分别为0.001 7,0.004 7,0.016 5,0.04 Pa·s;由于聚乙二醇在自然环境中不能直接分解,如果将其大量排放到自然环境中,会造成严重的环境污染,而人工分解存在难度大、成本高等缺点,因此为了减少聚乙二醇的使用量,研究不同切削液动力黏度对瞬时有效磨粒数的影响具有重要意义.其他条件相同情况下,通过改变切削液动力黏度对磁性磨粒运动和锯丝吸附瞬时有效磨粒数的影响,仿真结果如图9所示.

图9 不同的切削液动力黏度下锯丝吸附有效磨粒示意图Fig.9 Sketch with different cutting fluid dynamic viscosity
从图10中可以看出:随着切削液动力黏度的减小,锯丝吸附的瞬时有效磨粒数增多,且增幅逐渐增大,这是因为切削液动力黏度越大,则表示切削液动力黏度越差,在相同速度下流动时内摩擦力越大,流体的曳力也越大.随着切削液动力黏度减小,磁性磨粒所受的曳力也不断减小,所以锯丝吸附的有效磨粒增多,进而出现有效磨粒数增幅逐渐变大;从磨粒吸附到锯丝上分布情况来看,切削液动力黏度越大,磨粒吸附到锯丝周围分布越分散,反之,磨粒吸附到锯丝周围分布越集中;同时切削液动力黏度越大,磨粒在切削液中分散性越好;综合以上来看,选取切削液动力黏度为0.004 7 Pa·s,此时吸附在锯丝上的磨粒分布较分散,磨粒在切削液中分散性较好,瞬时有效磨粒数也较多.

图10 不同的切削液动力黏度下锯丝吸附有效磨粒数Fig.10 Sketch with different cutting fluid dynamic viscosity
3 结 论
磨粒是在磁力和流体曳力共同作用下运动,进而影响吸附在锯丝上的瞬时有效磨粒数.结果表明:当供浆方向与匀强磁场方向平行时,锯丝吸附有效磨粒集中在一侧,可以增加磨粒进入切割区域的数量,同时由于游离磨粒线锯切割中去除材料主要发生在锯丝的一侧(靠近工件的一侧),进而提高切割效率;随着供浆速度的增大,1 s内锯丝吸附的磨粒总数先增加后减少,当供浆速度为12 mm/s时,1 s内锯丝吸附的有效磨粒总数在这4 个速度值中是最多的.随着磨浆动力黏度的减少,锯丝吸附的瞬时有效磨粒数增多,且增幅逐渐增大.选取磨浆动力黏度为0.004 7 Pa·s,此时吸附在锯丝上的磨粒分布较分散,磨粒在磨浆中分散性好,瞬时有效磨粒数也较多.
