基于切削功率的数控车削批量加工刀具磨损在线监测
2018-09-10李聪波陈行政雷焱绯
李聪波,万 腾,陈行政,雷焱绯
(重庆大学 机械传动国家重点实验室,重庆 400044)
0 引言
数控车削批量加工过程中,过度的刀具磨损会影响工件的表面质量和加工精度,而且随着车刀磨损量的增加,机床将会消耗更多的能量[1]。工业统计表明,刀具失效是引起机床故障的首要因素,由此引起的停机时间占数控机床总停机时间的1/5~1/3[2]。因此,针对数控车削批量加工过程进行刀具磨损在线监测,是智能制造背景下迫切需要解决的问题。
根据测量方法的不同,刀具磨损监测方法可分为直接测量法与间接测量法[3]。直接测量法指通过测量与刀具体积、形状等相关的参量来判断刀具的磨损状态。封海蕊[4]直接提取后刀面磨损图像的视觉特征,通过建立图像特征与刀具磨损之间的关系实现刀具状态监测;Castejón等[5]使用坐标描述符对计算机视觉系统获取的刀具磨损图像进行分割处理,并根据刀具磨损变化率对刀具磨损状态进行分类预测;Xu等[6]基于灰色关联法提取工件表面的纹理特征,通过BP神经网络对刀具磨损状态进行识别和诊断。
虽然采用直接测量法监测刀具磨损状态,其监测精度较高,但是多数方法不能保证在线监测,因此监测效率较低。鉴于此,一些学者提出间接测量法监测刀具磨损。间接测量法指测量切削加工过程中与刀具磨损有内在联系的某些信号,通过建立这些信号与刀具磨损量之间的关系来确定刀具的磨损状况。胡江林等[7]提取声发射(Acoustic Emission, AE)信号的累积振铃数作为监测刀具磨损的特征量,并通过实验验证了该方法的有效性;Kious等[8]通过对3个方向的切削力和合成力信号进行频域分析,发现合成力的主频频谱与刀具磨损状态密切相关,可用于刀具磨损在线监测;Hsieh等[9]直接采集主轴振动信号,从中提取5个与刀具磨损相关的特征量,并利用反向传播神经网络对刀具磨损状态进行分类。上述方法虽然能够实现刀具磨损的在线监测,但是因为信号采集需要改变机床的结构,在一定程度上会影响机床加工,所以这些方法的使用受到了限制。
相比于切削力、声发射和切削振动等信号,机床功率信号的采集只需在机床电气柜安装一个功率传感器,不会改变机床结构,因此采用功率法监测刀具磨损受到了国内外大批学者的广泛关注。谢楠等[10]通过功率传感器采集切削过程中的电流和功率信号,提出一种基于主成分分析与C—支持向量机相结合的刀具磨损状态监测模型;Bhattacharyya等[11]通过采集和处理机床主电机电流和功率信号,提取与刀具磨损相关的时域特征量,并建立特征量与刀具磨损量之间的多元线性回归模型,基于该模型实时计算刀具磨损量;Cuppini等[12]发现当加工参数一定时,切削功率与刀具磨损量之间存在一定关系,并通过实验拟合的方法建立了切削功率与刀具磨损量之间的关系模型。
然而,上述研究并未考虑加工参数对机床功率信号的影响,当切削过程中的加工参数发生变化时,功率信号将会随之改变,此时通过机床功率信息难以准确判断刀具磨损状态。鉴于此,本文针对机床、刀具以及工件不发生变化的数控车削批量加工过程,首先分别分析了刀具磨损量和加工参数对切削功率的影响;然后利用正交实验设计与响应面法建立了切削功率与刀具磨损量及加工参数之间的回归模型;在此基础上,提出一种实时更新切削功率阈值的刀具磨损在线监测方法;最后,通过案例验证了该方法的有效性。
1 切削功率与刀具磨损量及加工参数的映射关系分析
1.1 刀具磨损量和加工参数对切削功率的影响
(1)刀具磨损量对切削功率的影响
数控车削批量加工过程中,随着车刀后刀面磨损量的增大,刀具与工件间的接触方式由理论上的线接触逐渐变为面接触,同时磨损使刀尖圆弧半径增加,从而使刀具后刀面与工件之间的摩擦力增大,导致切削力和切削功率增加。Daniel等[13]认为,刀具因磨损而产生的附加力可用两个分量表示为
(1)
式中:FNW为由刀具后刀面磨损引起的径向力,FFW为由磨损引起的刀具与工件间的摩擦力,H为工件材料的布氏硬度,VB为刀具后刀面磨损量,μ为刀具与工件间的滑动摩擦系数,s为刀具后刀面磨损带的长度。
因此,由刀具磨损引起的附加切削功率
ΔPc=FFW·vc=μHVBs·vc。
(2)
式中vc为车削加工过程中刀具与工件接触点的线速度。
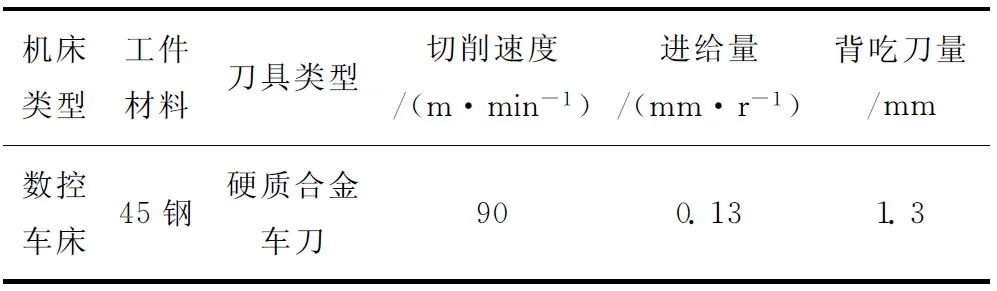
由式(2)可知,当车削过程中加工参数不发生变化时,切削功率与刀具磨损量之间满足一次线性关系。通过一组实验对上述规律进行了验证,实验条件及实验结果分别如表1和图1所示。

(2)加工参数对切削功率的影响
切削功率的大小不仅受刀具磨损量的影响,还与切削速度、进给量和背吃刀量等加工参数密切相关。车削加工过程中,切削功率Pc与加工参数之间存在指数关系[14-15]:
(3)
式中:Fc为切削力,vc为切削速度,ap为背吃刀量,f为每转进给量,CF,XF,YF,nF,KF为相应的切削力影响指数。
由式(3)可知,当车削过程中加工参数发生变化时,切削功率也会随之改变。因此,仅通过切削功率与刀具磨损量的一次线性关系模型无法实现刀具磨损的在线监测,还需进一步研究数控车削批量加工过程中切削功率与刀具磨损量及加工参数之间的关系。
1.2 切削功率与刀具磨损量及加工参数的映射关系实验设计
切削功率与刀具磨损量及加工参数的耦合机理比较复杂,为此提出一种基于正交实验设计与响应面多项式回归模型的方法来分析切削功率与刀具磨损量及加工参数之间的映射关系。
1.2.1 实验设备及条件
实验以重庆第二机床厂有限责任公司生产的CHK460数控车床为平台,采用重庆大学自主研发的软硬件一体化的机床能效监控系统测量机床实时功率,同时使用超景深三维显微系统测量车刀后刀面磨损量。
(1)功率采集系统
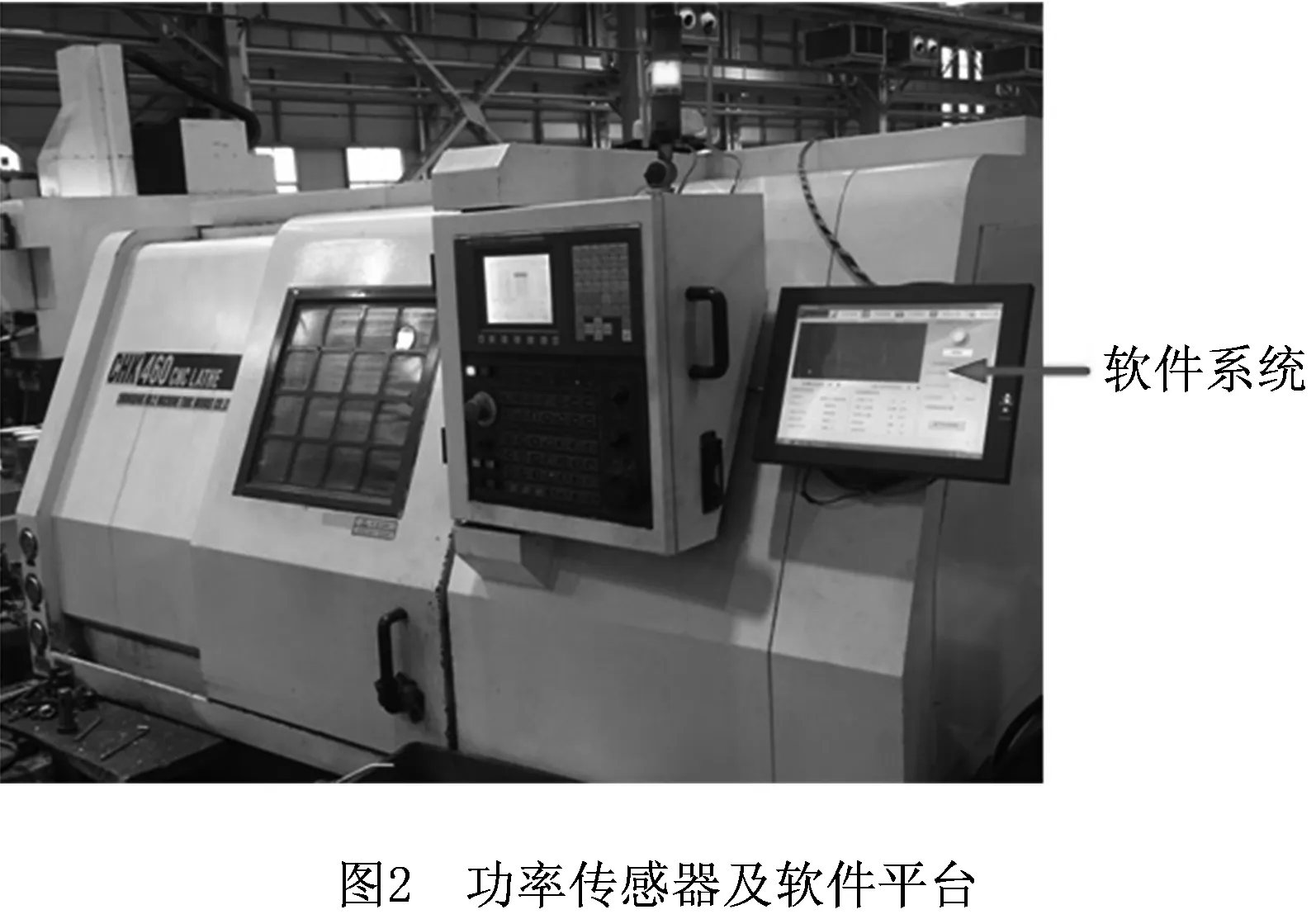
以重庆大学自主研发的机床能效监控系统为平台,通过HC33C3型功率传感器实现机床实时功率的在线监测。该设备通过在机床总电源处获取总电流和总电压,在主轴伺服系统处获取主传动系统电流,来采集机床实时功率(采集频率4 Hz),然后将采集到的数据传输到智能终端,并利用软件系统对数据进行分析和处理。测量仪器及软件平台如图2所示。

(2)车刀磨损量测量
刀具磨损根据磨损区域通常分为前刀面磨损、后刀面磨损、前后刀面同时磨损3种类型[16]。其中后刀面磨损便于测量,在研究与应用领域被作为刀具磨损量的评定标准。超景深三维显微系统是一种高端新型的成像机器,其因在影视成像、立体观察、实时测量等方面优越的技术特性而适用于各种科学实践领域。本实验采用Keyence公司生产的VHX-1000型超景深三维显微系统测量车刀后刀面磨损量,测量仪器及车刀后刀面磨损情况如图3和图4所示。


(3)实验条件
本实验以车削某零件外圆为例,采用型号为CHK460的数控车床,其主电机功率为11 kW,主轴转速范围为100 r/min~4 500 r/min,最大车削长度为420 mm,允许的最大回转直径为460 mm。工件及加工方式如表2所示,所选用外圆车刀的具体参数如表3所示。


1.2.2 正交实验设计及结果
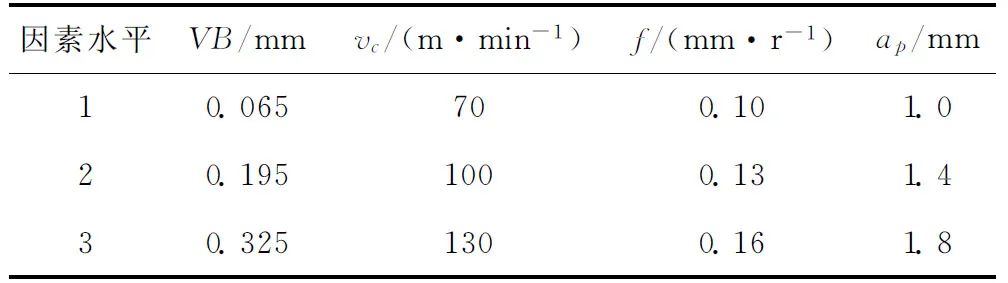
将车刀后刀面磨损量VB以及车削三要素(切削速度vc、进给量f、背吃刀量ap)作为影响切削功率Pc的4个因素。每个因素分别设定3个水平,其中刀具磨损量VB分别选取0.065 mm,0.195 mm,0.325 mm表示刀具轻微磨损、中度磨损和严重磨损3个阶段。具体如表4所示。
为保证实验的有效性和准确性,选取实验次数较多的L27(313)正交表进行实验设计,正交表和实验结果如表5所示。为了减小实验测量误差带来的影响,将实验得到的功率进行了平均处理。其中Pu为空载状态下机床的主轴功率,Psp为切削状态下机床的主轴功率,切削功率

1.3 基于响应面法的切削功率与刀具磨损量及加工参数回归模型的建立
1.3.1 模型的建立
响应面(Response Surface Methodology, RSM)多项式回归模型采用二次回归方程,通过最小二乘法求取回归方程系数,进而构造出响应量和自变量之间的函数。
切削功率Pc与刀具磨损量VB及加工参数(切削速度vc、进给量f、背吃刀量ap)的关系复杂,因此采用二阶响应曲面模型表达切削功率与刀具磨损量及加工参数之间的关系如下:
(5)
式中:y表示切削功率,x表示刀具磨损量、切削速度、进给量和背吃刀量,β0,β1,…,βm表示回归方程的系数,ε表示回归值与实际值的误差。
采用MINITAB 16软件对实验得到的数据进行拟合,由于各自变量的变化范围不同,为解决量纲不同给设计和分析带来的麻烦,将自变量后刀面磨损量VB、切削速度vc、进给量f、背吃刀量ap分别进行线性变换(又称编码变换),具体公式如下:
(6)
经过线性变换处理后各自变量A,B,C,D的变化范围均在[-1,1]之间,切削功率的二阶回归模型为
Pc=1 035.63+83.5A+235.03B+
246.36C+262.54D+37.02AB-34.87AC+
62.14BD+47.28CD。
(7)
1.3.2 模型的方差分析
表6所示为切削功率模型的方差分析,其中R-Sq=99.29%,其值越大,回归模型与数据拟合得越好;R-Sq(adj)=98.98%,该值越接近R-Sq,回归模型越可靠。同时,回归模型中各因素项的F比值均大于F0.05,说明这些项对切削功率的影响是显著的。故而分析结果表明,切削功率函数拟合程度良好,能有效预测该实验条件下的切削功率。

2 数控车削批量加工刀具磨损在线监测方法
2.1 数控车削批量加工刀具磨损在线监测流程框架
在数控车削批量加工过程中,机床、刀具和工件材料均不发生变化,通过一次正交实验即可获取切削功率与刀具磨损量及加工参数之间的回归模型,因此该模型对批量加工过程具有较高的适应性。基于此,本文提出一种实时更新切削功率阈值的数控车削批量加工刀具磨损在线监测方法,其流程框架如图5所示。具体步骤如下:
步骤1根据机床、刀具及工件信息判断历史数据中是否已有该加工条件下的切削功率与刀具磨损量及加工参数的回归模型,若无则通过正交实验设计和响应面法建立模型,同时将所得模型存入历史数据库中。
步骤2通过功率采集系统获取机床总功率和主传动系统功率,并对功率信号进行滤波处理。
步骤3与数控车床NC系统实现通信,同时结合机床功率信息判断机床状态。
步骤4当机床处于加工状态时,通过NC系统读取车削过程加工参数,同时根据工件表面粗糙度及尺寸精度要求设定适当的刀具磨钝标准(允许的最大刀具磨损量),将加工参数和刀具磨钝标准带入切削功率与磨损量及加工参数的回归模型中实时计算切削功率阈值[Pc]。
步骤5将通过功率采集系统实时测量并计算所得的切削功率Pc与切削功率阈值[Pc]进行比较。若Pc<[Pc],则返回步骤4;若Pc>[Pc],则说明刀具磨损量已达到事先设定的磨钝标准,应该停止加工并更换刀具。

2.2 数控车削批量加工刀具磨损在线监测关键步骤
2.2.1 功率信号滤波处理
机床的功率信号中不可避免地含有各种噪声和干扰,这些噪声和干扰将使功率信息失真。为了准确监测加工过程中的刀具磨损状况,必须对传感器采集到的功率信号进行滤波处理,消除噪声和干扰。
机床功率信号中的噪声和干扰分为两类:①频率一定的周期性干扰;②如脉冲干扰等随机性干扰。例如对于使用交流电机的数控机床而言,三相交流电动机任一相的电流、电压及瞬时功率值可表示为:
(8)
式中:ω表示三相交流电的角频率,φ表示电压与电流的相位差,Im表示单相绕组中的最大电流,Um表示单相绕组中的最大电压。
由式(8)可知,三相交流电动机任一相瞬时功率P的基频是工频(50 Hz)的两倍。由此可见,在交流电动机的功率信号中将不可避免地含有工频及两倍工频的分量,它属于周期性干扰。模拟滤波电路可以滤除大部分周期性干扰,但不能完全有效地消除随机干扰,因此必须使用数字滤波方法。
防脉冲干扰滑动平均算法能有效消除由脉冲干扰引起的采样值偏差,同时对周期性干扰具有良好的抑制作用,其平滑度高,适用于高频振荡系统。因此,使用防脉冲干扰滑动平均算法对功率信号进行数字滤波,具体步骤如下:
步骤1通过功率传感器采集N个数据{m1,m2,…,mN},将其放入队列存储器M[n]中。

步骤3判断M′[n]中的最大值mmax与最小值mmin。
步骤4求取M′[n]中N个数据之和,然后减去最大值与最小值,对剩下的N-2个数据计算算术平均值:
(9)

2.2.2 数控机床状态判断
机床的运行状态一般包括停机状态、待机状态、主轴启动状态、空载状态和加工状态。如图6所示为一数控车床加工过程的功率曲线图,机床功率曲线实质上是机床处于不同状态时功率特性的反映,因此由功率传感器测得的机床功率信息能实时地反映机床状态[17]。然而,由于零漂及电压波动等原因,转速较低和切削量较小的加工过程难以通过功率信息准确判断机床状态。
对此,本文提出一种NC系统与功率信息相结合的机床状态判断方法:首先与数控机床NC系统进行通信,然后调用相应的应用程序接口(Application Programming Interface, API)函数读取加工参数,同时结合功率采集系统采集到的功率信息判断机床运行状态。具体算法流程如图7所示。
目前数控机床常用的NC系统有FANUC、SIEMENS、广州数控等。以FANUC系统为例,与该系统进行通信并读取加工参数的具体步骤如下:首先通过PCMCIA网卡实现与NC系统的硬件连接;然后调用FOCAS函数库(FOCAS函数是FANUC提供给用户的一组针对NC系统的API函数)中的部分函数读取加工参数,例如通过调用cnc_acts()函数和cnc_rdspeed()函数读取机床主轴的实际转速n和传动轴的实际进给速度f。


(1)主轴启动状态判断
步骤1当功率传感器测得机床总功率Ptotal由0变为大于0时,机床状态由停机状态变为待机状态。
步骤2通过NC系统实时读取机床主轴转速,当转速n由0变为大于0时,判断机床主轴开始启动。
(2)空载状态判断
步骤1当主轴启动后,将功率传感器测得的机床主轴实时功率Psp存入一个缓存数组G[m]={Psp1,Psp2,…,PspM}。
步骤2判断缓存数组G[m]中的数据是否平稳,即是否满足
(10)
根据机床特性和电网电压波动情况一般取C1=15%~25%。若缓存数组G[m]中的数据平稳,则判断机床处于空载状态,同时将此时G[m]数组的平均值作为机床当前转速下的空载功率Pu。
(3)加工状态判断
步骤1当判断机床处于空载状态并获取空载功率Pu后,通过NC系统实时读取机床的进给速度f。
步骤2当进给速度f>0时,判断主轴功率Psp在Pu的基础上是否发生了跃变,即是否满足
(11)
根据切削量大小一般取C2=5%~10%。若式(11)成立,则判断机床处于加工状态。
3 应用案例
图8所示为3批45钢盘类零件的图纸,本实验以这3批零件的车削过程为例,分别使用3把类型相同的未磨损车刀开始加工,采用上述数控车削批量加工刀具磨损在线监测方法对刀具磨损状况进行实时监测。车削加工后的零件实物图如图9所示,具体实验条件和加工参数信息分别如表7和表8所示。




因为工件表面粗糙度及尺寸精度要求不高,所以设定刀具磨钝标准为0.3 mm。将表8中的数据和刀具磨钝标准带入式(6)及式(7)计算,分别得到各个加工特征所对应的切削功率阈值,同时使用功率采集系统测得三批零件首件加工时的切削功率,结果如表9所示。
基于上述刀具磨损在线监测方法,利用QT平台成功开发了数控车削批量加工刀具磨损在线监测系统,并利用该系统对上述加工过程进行自动在线监测。软件系统如图10所示。

表9 切削功率阈值及实验测试结果

首先在基本信息输入模块中输入机床型号、刀具型号、工件材料、各项系数和刀具磨钝标准等基本信息;然后通过与数控车床NC系统通信实时读取加工参数,并结合功率信息判断机床状态;当机床处于加工状态时,计算切削功率阈值(如图10中功率信息曲线模块的虚线)并与实际加工过程切削功率(如图10中功率信息曲线模块的实线)进行比较,当实际切削功率大于阈值时报警灯变为红色,此时应停止加工并更换刀具。
通过数控车削批量加工刀具磨损在线监测系统实时监测三批零件的车削加工过程,当功率采集系统采集到的实际切削功率超过阈值时,停止加工并取下车刀,使用VHX-1000型超景深三维显微系统测量后刀面磨损量,测量值及测量误差如表9所示。刀具图片和磨损图像分别如图11和图12所示。


由表9可知,采用本文所提的数控车削批量加工刀具磨损在线监测方法对刀具磨损状况进行在线监测,其平均误差仅为7.22%,证明了该方法能准确监测数控车削过程的刀具磨损状况;同时,基于该方法开发的数控车削批量加工刀具磨损在线监测系统能有效应用于自动化生产线的刀具状态监测。
4 结束语
本文在分析数控车削加工切削功率与刀具磨损量关系的基础上,考虑加工参数对切削功率的影响,通过正交实验设计与响应面法建立了切削功率与刀具磨损量及加工参数的回归模型,揭示了切削功率与刀具磨损量及加工参数之间的映射关系。提出一种数控车削批量加工刀具磨损在线监测方法,该方法对功率信号进行滤波处理,并结合NC系统判断数控车床的运行状态,然后实时计算切削功率阈值,通过与实际加工切削功率进行比较可以反映刀具的磨损状况。最后通过自动在线监测三批零件在数控车削过程中刀具磨损的情况,验证了该方法的有效性。
本文主要研究了数控车削批量加工过程中的刀具磨损在线监测问题,然而在实际的自动化生产线中还包括数控铣削、数控钻削等其他工艺类型,因此针对数控铣削、数控钻削等加工过程进行刀具磨损在线监测将是下一步的研究重点。
