2219铝合金激光-TIG复合焊接头特性分析
2018-09-04黄振辉
陈 靖 董 飞 黄振辉 郭 娇 甄 勇
2219铝合金激光-TIG复合焊接头特性分析
陈 靖1董 飞2黄振辉1郭 娇1甄 勇1
(1. 首都航天机械有限公司,北京 100076;2.西安航天发动机有限公司,西安 710100)
采用CO2激光-TIG复合焊接对4mm厚2219铝合金开展焊接工艺研究,分析了不同电流对焊缝组织形貌以及接头性能的影响。分析结果表明,由于焊缝晶粒组织形态和尺寸均发生了变化,焊缝的显微硬度要小于母材和热影响区,在2219复合焊接头中存在明显的接头软化现象。接头的最大抗拉强度为母材的70.84%,断裂发生在试样焊缝边缘位置。
2219铝合金;激光-TIG复合焊;显微组织;力学性能
1 引言
2219铝合金是一种铜作为主要合金元素的铝-铜-锰系三元合金,具有比强度高、低温和高温力学性能好、断裂韧度高、抗应力腐蚀性能好等特点,是航空航天领域常用的铝合金材料[1,2]。
激光-TIG电弧复合热源焊接是一种将激光和TIG电弧两种不同性质的热源耦合作用在焊接区域的焊接工艺。激光电弧复合焊通过激光与电弧的相互作用充分发挥了两种焊接工艺的优势。其中,TIG电弧可以稳定光致等离子体,利于得到较为稳定的深熔小孔,稳定焊接过程,能够有效减少焊缝中的气孔。同时,激光对TIG电弧具有吸引、压缩作用,有利于稳定电弧。与激光焊相比,激光电弧复合焊具有更高的能量利用率、焊接效率以及接头间隙适应性[3~5]。在2219铝合金激光-TIG复合焊中,TIG电弧可对铝合金母材进行预热,提高激光能量的吸收率,并且随着电弧的引入,延缓了熔池冷却时间,熔池内的气孔有足够的时间溢出,提高接头质量,并且较高的液相停留时间有利于防止咬边等缺陷的产生[6~10]。
本文针对4mm厚2219铝合金开展CO2激光-TIG电弧复合焊试验,分析了不同工艺参数对焊缝显微组织形貌以及显微的影响。
2 试验条件
焊接试验采用最大输出功率为3000W的Rofin DC030 Slab CO2激光器以及Miller Dynasty 350型TIG焊机。采用激光引导电弧的旁轴复合方式进行焊接试验。固定激光功率为2500W,TIG电弧电流分别为50A、100A、150A、200A,热源间距4mm,焊接速度0.8m/min。
试验材料为4mm厚的2219铝合金,其主要成分如表1所示。焊前采用NaOH溶液清洗表面去除氧化膜,HNO3溶液中和清洗后,吹干待焊。焊后,采用Keller试剂对制备好的2219激光-电弧复合焊接头的金相试样进行腐蚀。采用金相显微镜分析不同工艺参数的焊缝显微组织。采用显微硬度测试和静载荷拉伸试验评价接头的性能。

表1 2219铝合金主要成分 wt.%
3 试验结果与分析
3.1 不同工艺参数对焊缝显微组织的影响
图1为2219铝合金激光-电弧复合焊接头中各区域的显微组织形貌。焊缝中心主要由枝晶态α(Al)及其晶界位置的Al-Al2Cu共晶组织组成,如图1a所示,与母材相比,图1b的晶粒形态与尺寸均有所变化。图1c为接头焊缝边缘、热影响区、母材交界的显微组织。在热影响区内,受到焊接热作用,母材轧制态组织发生晶粒长大。焊缝边缘的组织为沿垂直于熔合线方向生长的柱状晶。
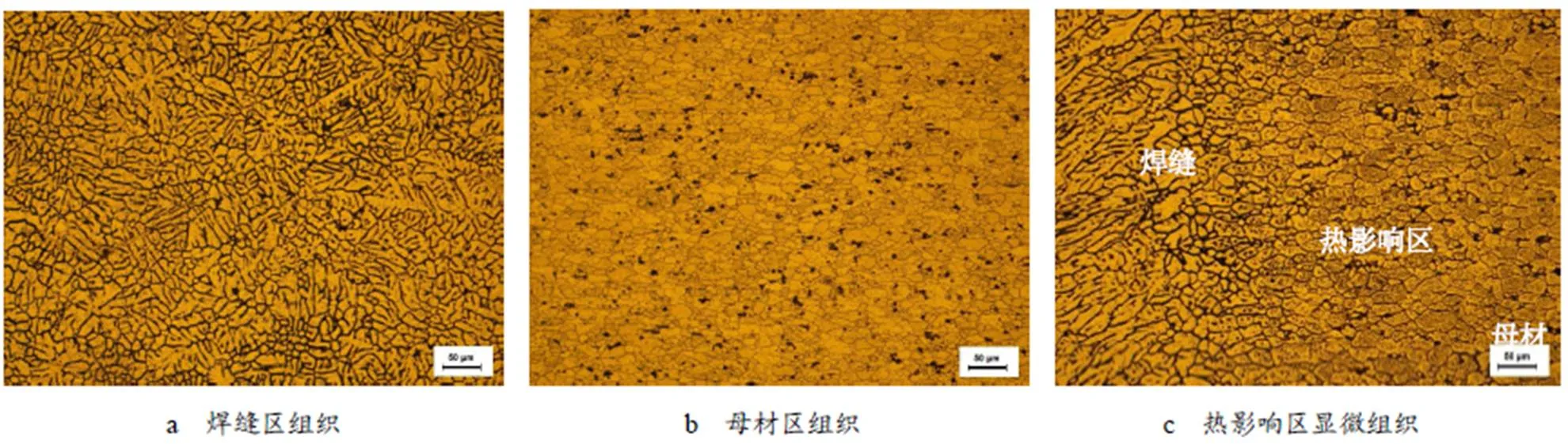
图1 2219激光-TIG复合焊接头各区域显微组织形貌
根据Al-Cu二元合金相图,在液态下Al和Cu两种元素能无限互溶,但是在平衡条件下Cu在Al中的溶解度较低,在548℃(Al-Al2Cu共晶温度)时仅为5.6wt.%,并且随着温度的降低,铜在铝中的固溶度也随之降低,300℃时,仅为0.2wt.%。在熔池凝固过程中,熔池边缘液相中的熔点较高的铝(660℃)以固溶体α(Al)的形式优先在热影响区晶粒表面外延结晶,晶粒沿与熔池边界等温线垂直,即与最大散热方向相反的方向结晶呈柱状晶组织。随着熔池温度降低以及α(Al)的析出,熔池中铜含量增加,在析出的先结晶树枝状α(Al)相周围以Al-Al2Cu共晶的形态析出,直至熔池完全冷却。
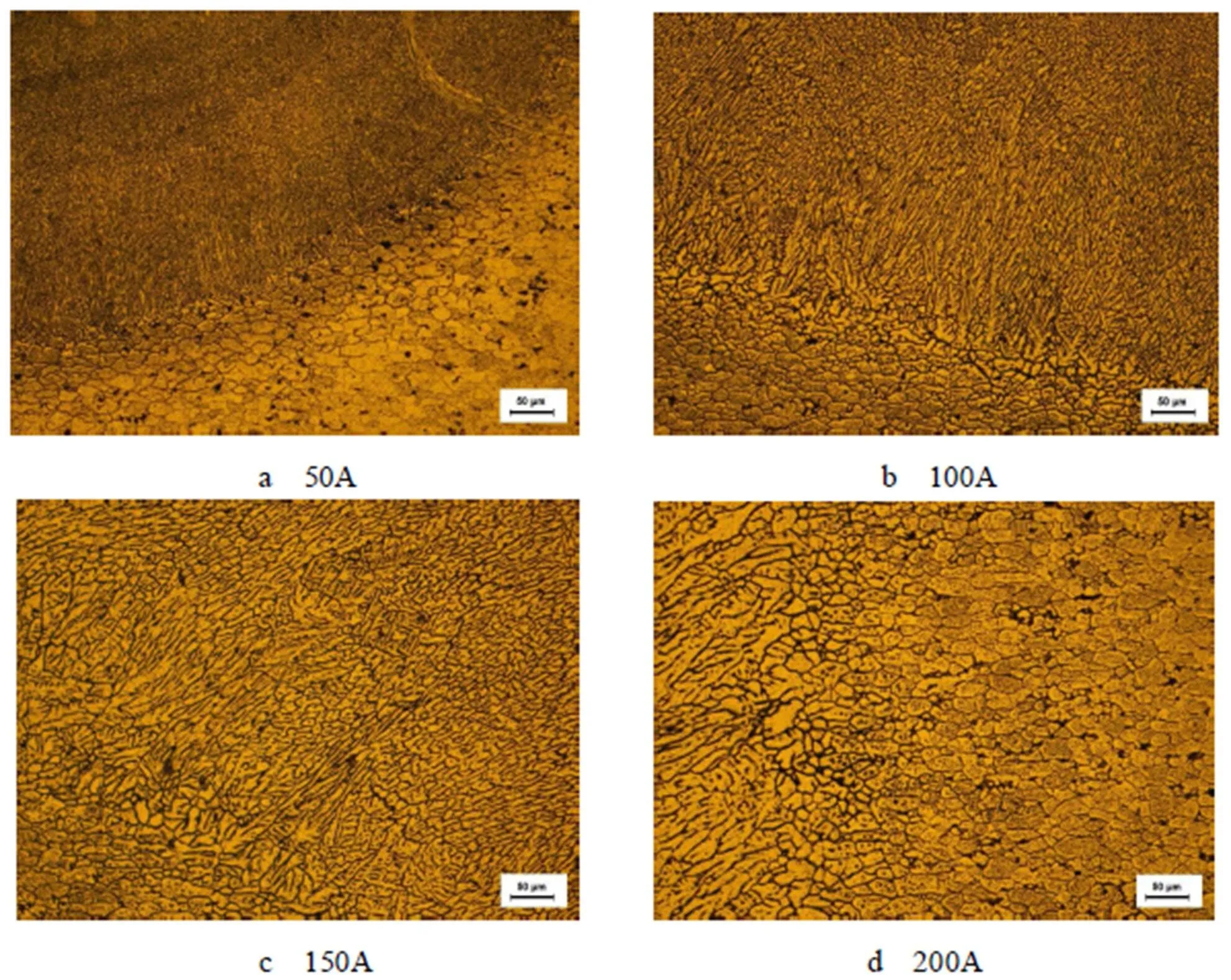
图2 不同电流对热影响区-焊缝显微组织的影响(激光功率2500W,焊接速度0.8m/min,热源间距4mm)
图2为激光功率2500W,50~200A不同TIG电流的焊缝显微组织形貌。随着电流的增加,焊缝内的晶粒尺寸变大,热影响区的柱状晶组织也逐渐变大。随着电弧电流的增加,焊接过程能量输入增加,熔池冷却时间变长,因此导致熔池和热影响的晶粒尺寸增加。
3.2 工艺参数对接头性能的影响
表2为不同工艺参数激光-TIG复合焊2219接头中不同区域的显微硬度。接头的显微硬度从母材—热影响区—焊缝呈下降的趋势,有明显的接头软化现象。这是由于焊缝内的组织与母材相比晶粒更大,而且母材强化效果随着熔池的熔化凝固重新结晶而消失。

表2 不同电流2219接头的显微硬度(激光功率2500W,焊接速度0.8m/min,热源间距4mm)
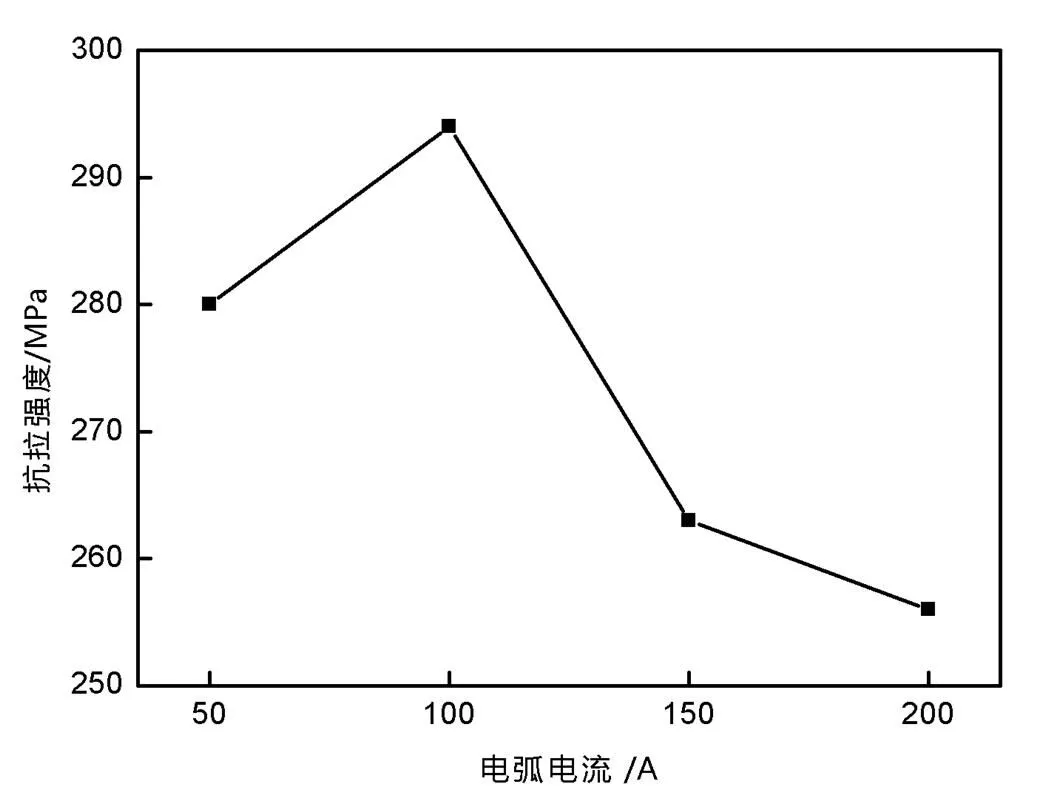
图3 不同焊接参数2219焊接接头的抗拉强度(激光功率2500W,焊接速度0.8m/min,热源间距4mm)
图3为不同工艺参数激光-TIG复合焊2219接头的抗拉强度。不同参数对应的接头抗拉强度分别为2219母材的67.47%,70.84%,63.37%和61.69%。随着电流的增加呈先增加后减小的趋势。接头力学性能试样在拉伸试验中从焊缝熔合线附近发生正断型断裂。基于对焊缝的显微组织以及显微硬度的分析发现,热影响区熔合线附近组织非常不均匀,且焊缝、热影响区、母材之间存在较大的硬度差和接头软化现象,在拉伸过程中此处强度较低且容易产生应力集中,因此断裂发生在焊缝边缘熔合线处。
4 结束语
通过对不同焊接参数2219激光-TIG复合焊接头显微组织以及力学性能的分析发现,随着电流的增加,焊缝内的晶粒尺寸变大,热影响区的柱状晶组织也逐渐变大。焊缝组织重新熔凝使得晶粒长大以及母材强化效果消失,发生了接头软化现象,焊缝的显微硬度低于母材和热影响区。接头的最大抗拉强度为母材的70.84%,在拉伸试验中断裂发生在试样焊缝边缘位置。
1 左铁钏. 高强铝合金的激光加工[M]. 北京:国防工业出版社,2002
2 张赵林,程兆谷,雒江涛,等. 激光焊接铝合金的研究[J]. 中国激光,1998,25(5):477~480
3 张亚亮,刘佳,石岩,等. 激光-电弧复合焊不同引导方式对其焊接成形质量的影响研究[J]. 应用激光,2017(2):229~233
4 Brenner B, Standfub J, Morgenthal L. New technological aspects of laser beam welding of aircraft structures[C]. DVS 229
5 汝连志,刘凤德,张宏,等. 工艺参数对复合焊接接头形貌和熔滴过渡的影响[J]. 应用激光,2017,37(4):515~520
6 Dilthey U, Brandenburg A, Reich J F. Investigation of strength and quality of aluminum laser-MIG-hybrid welded joints[C]. in: Proceedings of “The Derek Russell Workshop”——Exploiting the High Efficiency of the Laser-Arc Hybrid Welding Processes, Comm. XII - Arc Welding Processes and Production Systems. IIW, Prague, 2005
7 王金钢,黄根哲,候丹丹,等. 高强钢激光-电弧复合焊接接头微观组织与显微硬度分布规律的研究[J]. 应用激光,2016(3):306~310
8 赵耀邦,雷正龙,陈彦宾. 激光功率对铝合金激光-电弧双面焊接头特征的影响[J]. 红外与激光工程,2009,11,Vol.38(s):454~457
9 雷正龙,陈彦宾,李颖,等. 铝合金CO2激光−TIG电弧复合焊接试验研究[J]. 航天制造技术,2012(4):35~37
10 王天骄,王春明,胡佩佩,等. 窄间隙条件下激光-电弧复合焊接稳定性研究[J]. 应用激光,2012,32(6):501~504
Analysis of Microstructure and Properties of 2219 Laser-TIG Hybrid Welded Joints
Chen Jing1Dong Fei2Huang Zhenhui1Guo Jiao1Zhen Yong1
(1. Capital Aerospace Machinery Co., Ltd., Beijing 100076, 2. Xi’an Space Engine Co., Ltd., Xi’an 710100)
In this paper, 2219 aluminum alloy with the thickness of 4mm was welded by laser-TIG hybrid welding. The characterizations of joints were analyzed by optical microscope, microhardness and tensile tests. The microhardness of weld and heat effect zone were less than that of base metal. The maximum tensile strength of joints is 70.84% of the base metal, and the failure occurred at the interface of weld and heat effect zone.
2219 aluminum alloy;laser-TIG hybrid weld;microstructure;mechanical properties
2018-07-11
陈靖(1976),高级工程师,机械设计及制造专业;研究方向:特种加工、特种焊接、金属增材制造。
