基于Tsukamoto模糊推理的特征加工方案决策方法
2018-09-04胡权威刘德亮
胡权威 刘德亮 杜 鹏
基于Tsukamoto模糊推理的特征加工方案决策方法
胡权威 刘德亮 杜 鹏
(北京航天控制仪器研究所,北京 100039)
作为工艺设计中的重要环节,特征加工方案决策对智能化的工艺设计具有重要作用。通过构建基于Tsukamoto模糊推理的特征加工方案决策方法,分析影响特征加工方案选择的因素,建立决策因素与特征加工方案之间的隶属关系,利用单因素推理和多因素推理进行去模糊化处理,根据隶属度大小最终实现特征加工方案的模糊决策,实现特征方案的优选。最后,通过实例验证了该方法在特征加工方案决策中的有效性。
特征加工方案决策;Tsukamoto模糊推理;工艺设计

1 引言
作为工艺设计中的重要环节,合理的加工方案能够有效节省加工成本。特征加工方案决策实际上是为零件各个待加工特征选择加工方法链的过程,决策的输入为产品特征信息,而输出为满足精度需求、符合工艺规则的加工方案链。
范孝良[1]、赵亚东[2]等人采用神经网络方法进行特征加工方案决策,算法中利用若干数量的学习样本训练神经网络,为方案决策过程提供相应的经验知识,并把特征信息作为加工方案推理过程中的算法输入,添加自适应算法策略使用神经网络得到最终加工方案;覃寿同[3]等人在基于规则的模糊推理以及基于实例的模糊推理基础上,把正向混合式模糊推理方法应用到了加工方法的决策上,建立了加工特征与加工方案之间的模糊关系,采用二层评价优选加工方案;黄伟军[4]等人基于特征建立了加工方案知识库,构造了工艺评判因素与特征加工方案之间的隶属关系,最终利用模糊综合评判算法实现对特征加工方法链的优化选择;Guan X[5]将遗传算法与层次分析相互结合实现加工方案的决策;祝恒云[6]提出了基于特征的二级加工方案决策体系,建立了基于零件特征的加工方案评价指标。采用灰色关联分析对特征加工方案进行优化分析和计算;Hu Yanjuan[7]采用粒子群算法,以产品效益及产品质量为目标,进行加工方案的优选;所有这些研究对特征加工方案的决策具有重要指导意义。
本文在这些研究的基础上,采用模糊数学理论,利用Tsukamoto模糊推理,确定特征加工方案影响因素,建立因素与特征方案间的隶属函数,进行去模糊化处理,并最终根据隶属度确定特征加工方案。
2 特征加工方案模糊推理模型构建
2.1 建立特征加工方案影响因素集合
特征加工方案选择的影响因素很多,不仅包括工件材料、特征类型、特征尺寸、加工特征的技术要求,例如尺寸公差、形位公差及粗糙度等,还与零件的生产批量以及加工中的设备资源相关。当生产批量与车间设备处于一个相对稳定的状态时,特征尺寸、特征类型、工件材料及加工制造要求是主要考察因素,本文的研究建立在此前提下,形成特征加工方案的影响因素集合:
= {1,2, …,u}={,,,,,,} (1)
其中,u(1≤≤,=7) 代表第个评判因素,1~7分别对应~,代表特征类型,代表工件材料,代表特征尺寸,代表尺寸精度,代表位置精度,代表形状精度,代表粗糙度。在通常情况下,选择特征加工方案时,需要首先确定特征类型。当特征类型确定后,在进行加工方案选择时,某些特征类型的特征尺寸会被转化为其他评判标准,以孔类特征为例,本文建立孔特征加工方案评判因素集合为:
= {,,,,,} (2)
其中,代表由孔特征尺寸决定的孔类型,具体类型需要根据企业的个性需求来确定。
2.2 备选方案集确定
各类特征的不同加工方案集合,是企业在经验知识积累的基础上建立得到的,一般存在于知识规则库中,本文把基于不同特征类型的备选方案集合定义为:
={1,2, …,v} (3)
其中,v(1≤≤) 代表基于知识库中与特征类型对应的第个特征加工方案,表示方案个数。以孔特征为例,表1为某企业孔特征的加工方案。
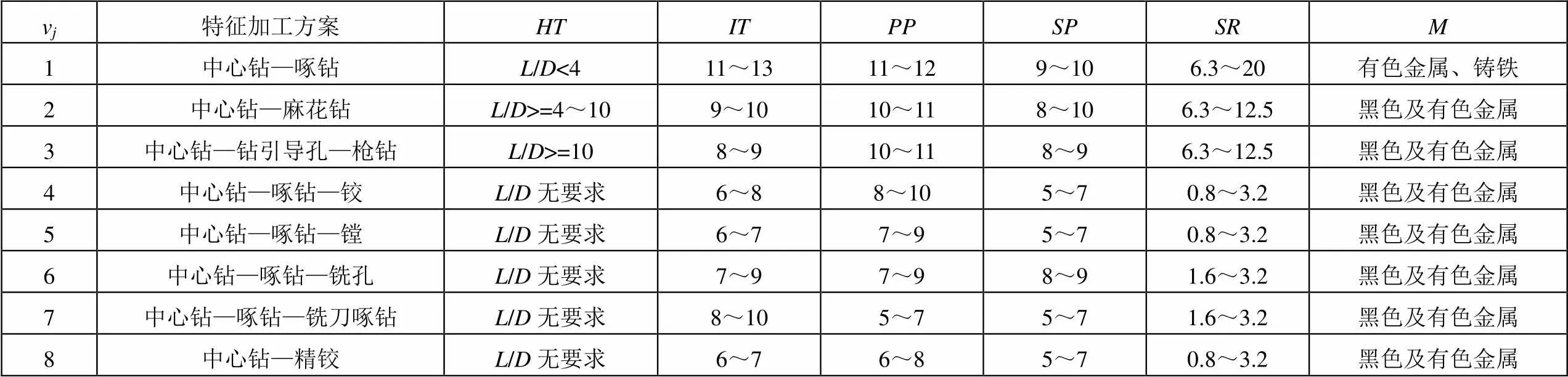
表1 某企业孔特征的加工方案
2.3 单因素评判矩阵生成
在评判第个评判因素u进时,设u对第个备选方案v的隶属度为r,则可以用如下关系式来表示单因素评判的结果:


为了得到单因素评判矩阵,需要建立考察因素与特征加工方案之间的隶属函数。以孔特征加工方案选择为例,本文建立工件材料、孔类型、尺寸精度、位置精度、形状精度及粗糙度与孔特征加工方案的隶属函数。
2.3.1 工件材料

即当待加工材料为材料集合M时,对应的隶属度值为1,否则值为0。
2.3.2 孔类型
即当待加工孔特征的类型为HT时,对应的隶属度值为1,否则值为0。
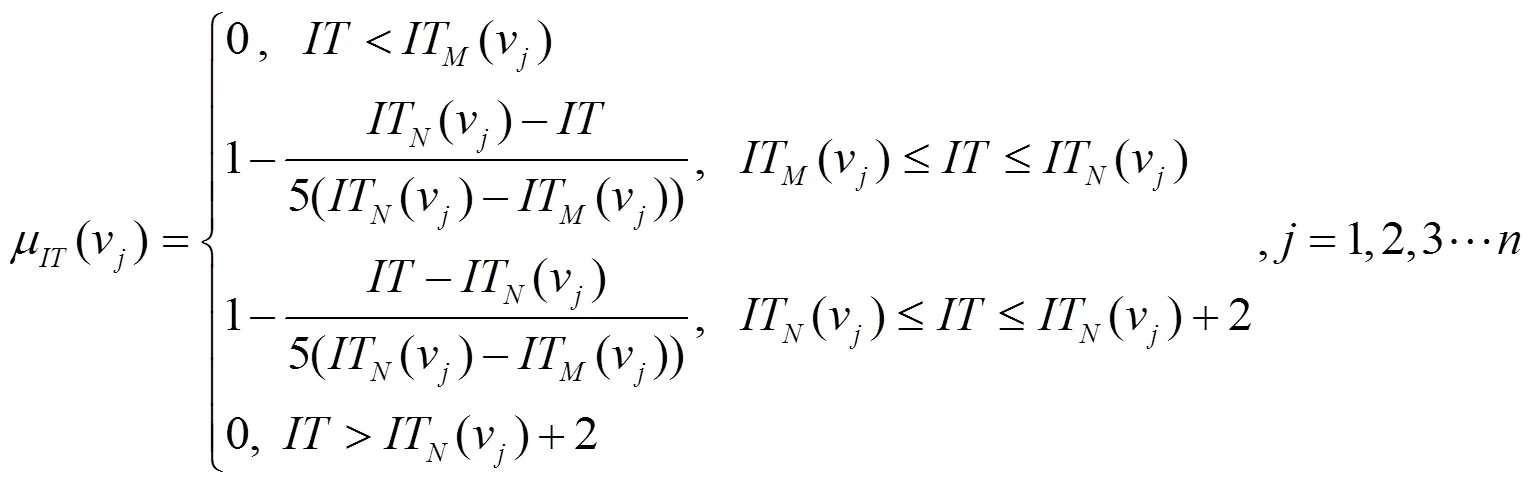
2.3.3 尺寸精度

由此,得到尺寸精度与特征加工方案的隶属度函数(membership functions)如下,该隶属度反映了选择加工方案v的合理程度。
此外,形状精度、位置精度及表面粗糙度隶属度函数与尺寸精度的隶属度函数有一定相似性,设被加工特征的形状精度、位置精度及表面粗糙度分别为,,,特征加工方案v所能达到的经济公差范围分别为SP(v)~SP(v),PP(v)~PP(v),SR(v)~SR(v),规定如下:



e. 在其他情况下,各方案被选择的可能性为[0.8,1]。
由此,得到它们的隶属函数如式(9)~式(11)所示。
形状精度与加工方案的隶属度函数:
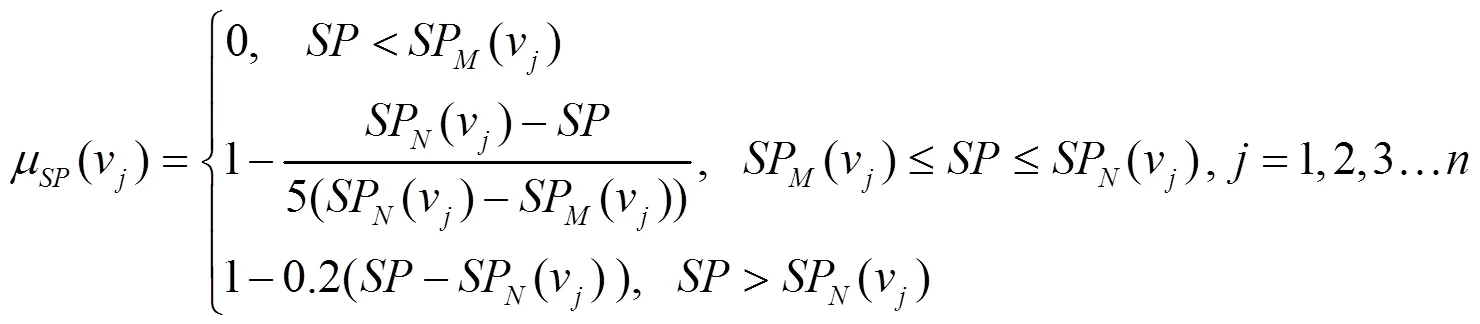
位置精度与加工方案的隶属度函数:
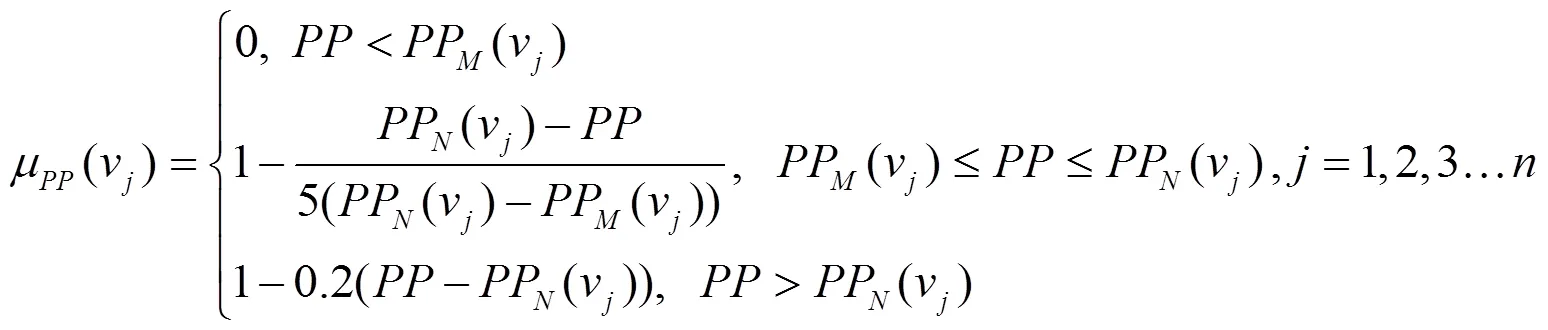
粗糙度与加工方案的隶属度函数:

2.4 Tsukamoto模糊推理方法
Tsukamoto模糊推理法的基本原理是将多维模糊推理模型分解,并将分解形成的简单模糊推理模型并联,运用其进行特征加工方案推理时的模型如图1所示,推理过程分以下几个步骤:
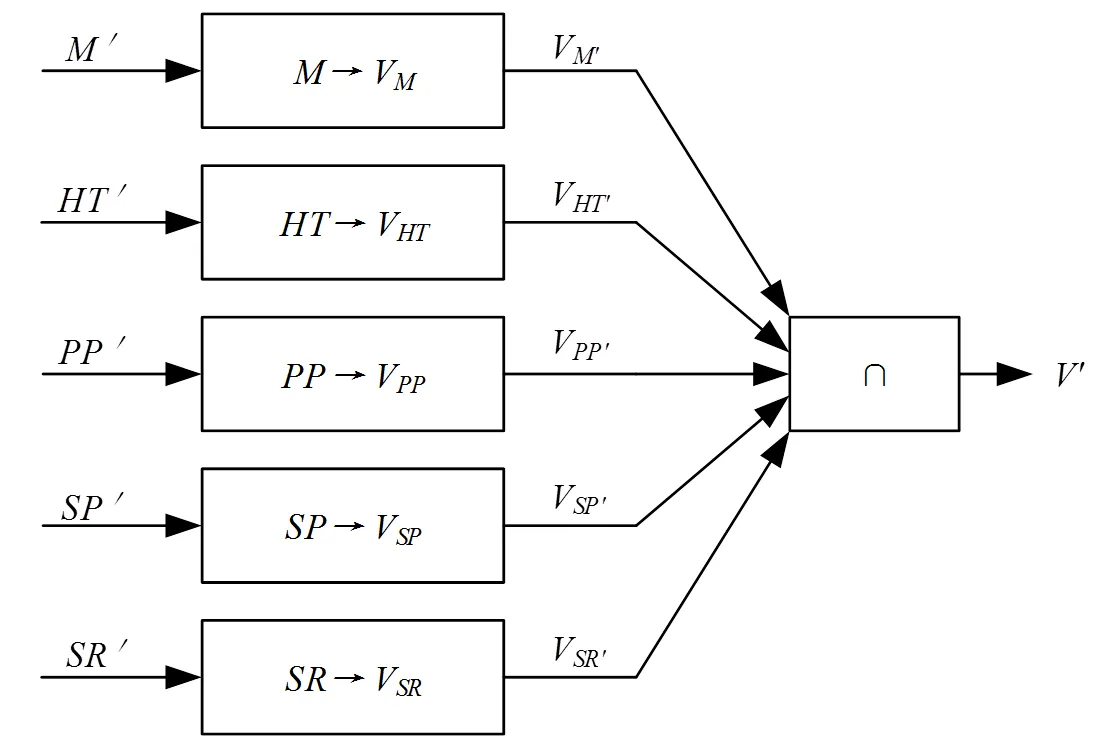
图1 特征加工方案推理模型
a. 特征信息模糊化处理。以孔特征为例,需要根据孔的特征尺寸、工件材料、位置精度、尺寸精度、形状精度以及粗糙度等得到模糊化数据,并设其对应的值设为′,′,′,′,′,′。
b. 单因素推理。根据基于模糊化数据处理得到的值,在式(6)~式(11)隶属函数基础上,进行单因素推理,其过程如下:
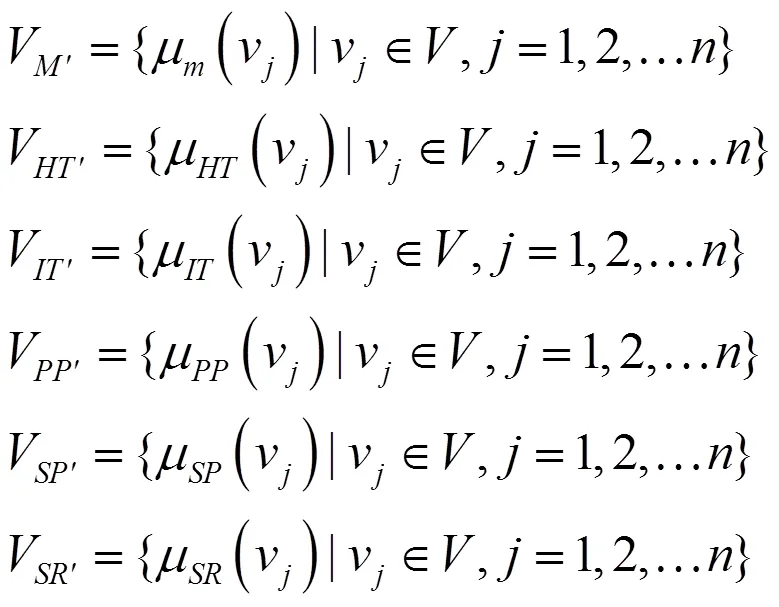
各单因素推理的结果对应单因素评判矩阵的转置,即R。
c. 多因素推理。最终,进行特征加工方案多因素推理:
′=V∩V∩V∩V∩V∩V(13)
根据多因素推理结果进行去模糊化处理,若取隶属度的阀值为λ,则有:

2.5 基于Tsukamoto的模糊推理流程
在特征加工方案模糊推理模型基础上,形成基于Tsukamoto的模糊推理流程,如图2所示,确定加工方案因素及加工方案集的确定,通过单因素和多因素评判,利用Tsukamoto模糊推理实现加工方案决策。
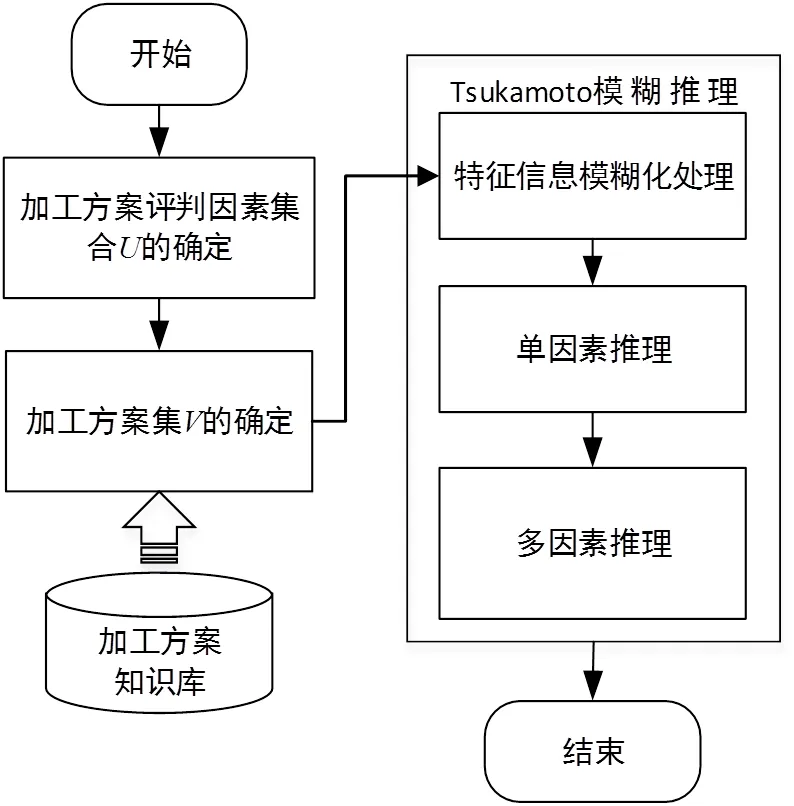
图2 基于Tsukamoto的模糊推理流程
3 特征加工方案模糊决策应用实例
以某企业孔特征的加工方案(表1)选择为例进行验证。图3所示为该零件的正视图及剖视图。其中,接头零件的材料为铝合金,孔特征的孔径尺寸=8H7,深度=50mm,表面粗糙度为a1.6μm,该孔与外圆柱具有同轴度要求,其值为0.01(等级为7级),该孔还具有圆柱度要求,其值为0.009(等级为9级),下面给出该孔特征加工方案决策过程。
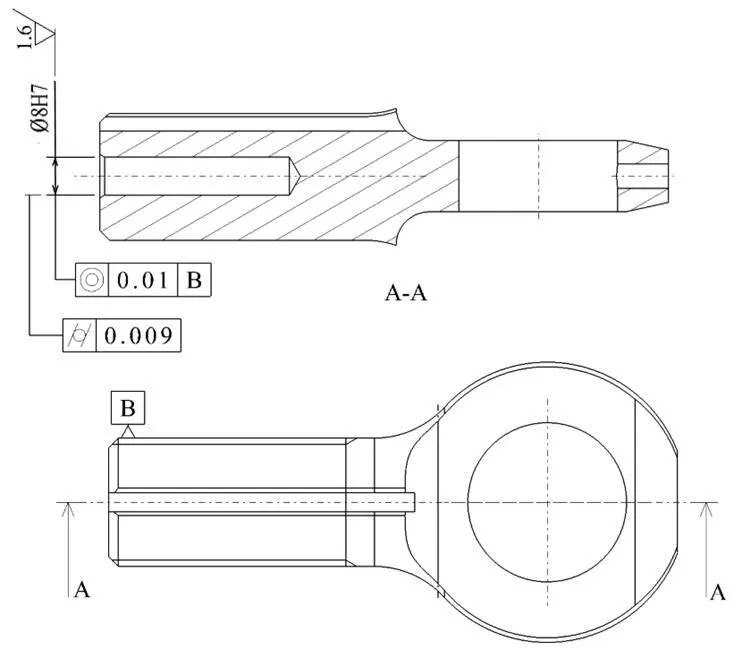
图3 接头零件实例信息图
3.1 孔特征加工方案影响因素确定
从上面信息可以看出,该零件的材料为铝合金,根据表1判断可知孔特征所有的加工方案均满足该零件的材料要求。因此,为了使评判过程简化,在对该孔特征进行加工方案选择时主要考虑工件材料以外的其他因素,即= {,,,,}。
3.2 孔特征加工方案集确定
根据表1建立孔特征的加工方案集合:
={1,2,3,4,5,6,v,8}
其中:1——中心钻—啄钻;2——中心钻—麻花钻;3——中心钻—钻引导孔—枪钻;4——中心钻—啄钻—铰;5——中心钻—啄钻—镗;6——中心钻—啄钻—铣孔;7——中心钻—啄钻—铣刀啄钻;8——中心钻—精铰。
3.3 特征信息模糊化处理
该孔特征信息模糊化结果为:′=2,′=7,′=7,′=9,′1.6。
3.4 单因素推理
根据、、、及与特征加工方案选择的隶属度函数,可以得到单因素评判矩阵:
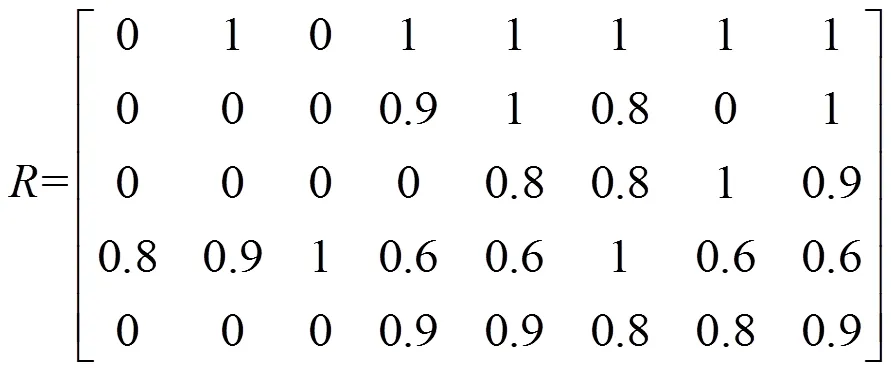
通过的转置,可以得到Tsukamoto单因素模糊推理结果,如表2所示。

表2 模糊推理结果
3.5 多因素推理
在隶属度的域值取=0.8情况下,从表2可以看出,6为该隶属度下的优选加工方案。基于某企业的实际应用,该加工方案能够满足加工要求,也证明了模糊推理决策方法在解决特征加工方案决策问题中的合理性。
4 结束语
采用基于Tsukamoto模糊推理的特征加工方案决策方法,通过对特征加工方案影响因素分析,构建了隶属度函数,在对特征信息模糊化处理基础上,利用单因素推理和多因素推理进行去模糊化处理,并基于隶属度实现特征加工方案的优选。最后,通过实例验证了该方法在特征加工方案决策中的有效性,为智能化的工艺决策奠定了基础。
1 范孝良,花广如,周雄辉. 基于人工神经网络的零件特征加工方法获取及其优先权选择[J]. 计算机集成制造系统,2008,14(7):1370~1374
2 赵亚东,谭超,徐建超. 基于模糊 BP 网络的加工方法链决策[J]. 制造业自动化,2012,34(12):31~33
3 覃寿同,汤海舰,刘欣欣. 基于模糊推理的箱体类零件特征加工方案的决策研究[J]. 现代制造技术与装备,2008(2):6~8
4 黄伟军. 复杂零件工艺方案优化关键技术研究[D]. 武汉:华中科技大学,2012
5 Guan Xuesong, Wang Yiqiang, Tao Liyan. Machining scheme selection of digital manufacturing based on genetic algorithm and AHP[J]. Journal of Intelligent Manufacturing, 2009, 20(6): 661~669
6 祝恒云. 基于灰色关联分析的加工方案决策研究[J]. 机械制造与自动化,2011,40(4):79~81
7 Hu Yanjuan, Wang Yao, Wang Zhanli, et al. Machining scheme selection based on a new discrete particle swarm optimization and analytic hierarchy process[J]. Artificial Intelligence for Engineering Design, Analysis and Manufacturing, 2014, 28(1): 71~82
Feature Processing Scheme Decision Based on Tsukamoto Fuzzy Reasoning
Hu Quanwei Liu Deliang Du Peng
(Beijing Institute of Aerospace Control Devices, Beijing 100039)
As an important part in process design, feature processing scheme selection plays an important role in intelligent process decision. Tsukamoto fuzzy reasoning method is formed in order to realize the fuzzy decision of the processing scheme. The factors in influencing processing scheme selection are summarized and membershipfunctions between factors and processing schemes are set up. Based on single factor reasoning and multiple factor reasoning, optimized feature processing scheme is selected. In the end,an example is given to verify the effectiveness of this method in the decision of feature processing scheme.
feature processing scheme decision;Tsukamoto fuzzy reasoning;process planning
胡权威(1986),博士,工业与制造系统工程专业;研究方向:智能制造技术、三维数字化工艺等。
2018-07-02
