百分表测量钳工件对称度方法初探
2018-08-23徐海军
文 徐海军
对称度是钳工加工工件中常见的形位公差要求,在实践过程中,由于测量工具的不同,教学对象的不同,教学目标的不同,对称度的测量方法也不尽相同,从而也会影响到加工工艺。笔者在实践过程中,对利用百分表进行对称度测量的方法做了一些探究,对传统的加工方法、测量方法进行了改进。
一、测量前的准备工作
(一)V型铁的中心高计算
如图(1)所示,借助半径为R的标准芯棒,可以计算出V型铁的中心高,具体计算过程如下:
测量出芯棒顶端至V型铁底部的高度M;
显然,在直角三角形ABC中,AB⊥BC


图1
该中心高H的值即使在同一型号的V铁中也是不同的,故在钳工操作过程中,所使用的V型铁应当相对固定,并能记清此中心高,在以后的测量过程中将会经常使用该值。
(二)正弦规的计算
正弦规是利用正弦定义测量角度和锥度的量规,也称正弦尺。它主要由一钢制长方体和固定在其两端的两个相同直径的钢圆柱体组成。两圆柱的轴心线距离L一般为100mm或200mm。正弦规配合量块按正弦原理可以组成标准角度,再配合百分表,可对角度进行测量,单纯角度的测量一般教科书中都有,在本文中不再赘述。
使用正弦规测量对称度时,还需计算出正弦规倾斜后,工件支撑点距平台的距离,即图(2)中BE的距离,其值大小随所需测量角度α的变化而变化,故将其记为H(α),也是本节中需要通过测量计算的值。
现设工件的角度为α,通过量块可使正弦规平面倾斜α角。在测量端安放直径为φ半径为R的测量芯棒,此状态下,利用百分表及量块测量出芯棒最高点至测量平台的距离,并记为M。值得注意的是,在非45°角时,芯棒的最高点并不在EB延长线上,不能采用V型铁的中心高计算方法。

图2
二、典型零件对称度的测量
(一)直角凹凸对称度测量

图3
(二)含45°角的对称度测量
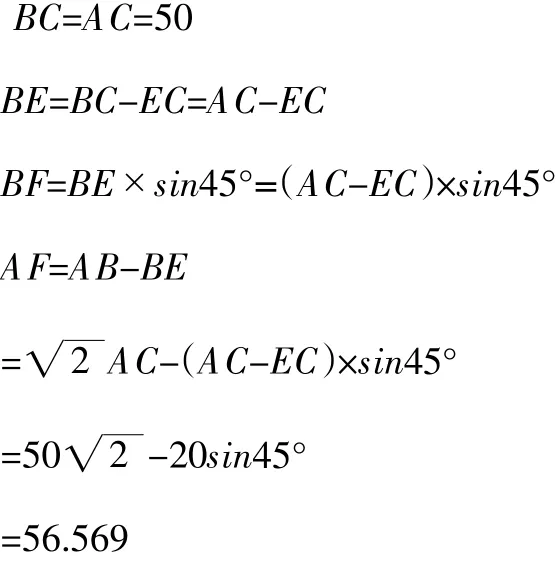
仍以图(3)为例,图中135±2'的角度可认为含45°角的情况,传统的利用万能角度尺测量方法,存在两个明显的不足,一是因万能角度尺本身测量精度的限制,很难保证角度的精度,二是利用万能角度尺进行测量,很难保证两角度的对称度要求,势必影响镶配质量。而利用百分表进行测量,则可以很好地解决上述两个不足。测量前进行的必要计算,如图(4)示,(EC、AC按理论正确尺寸计,)需计算出 AF的尺寸。AF的计算过程如下:
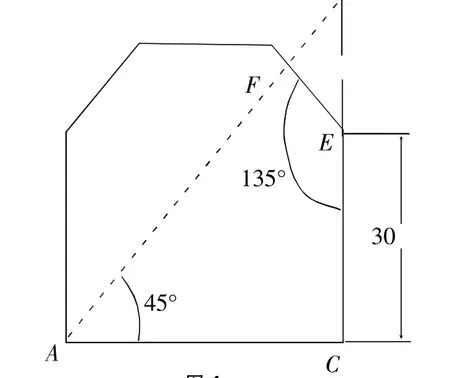
图4
然后进行测量操作,将工件置于V型铁上如图(5)示,此时L=H+37.713+56.569=94.282

图5
用量块组合出上述尺寸并用百分表套取该尺寸,作为加工角度面的基准尺寸,控制加工尺寸在范围内即可,当然,两侧尺寸越接近,对称度误差会越小。
当然,有关测量角度和对称度还有其他各种方法,以上方法只是笔者在实际操作过程中的一点经验总结,此法的不足之处在于开始使用时会感觉有点繁琐,但此法确实可以同时保证尺寸精度、角度精度和对称度要求。