空心阴极真空电弧焊接的引弧机理及参数优化*
2018-07-31刘治翔谢春雪卢进南
刘治翔, 谢春雪, 毛 君, 谢 苗, 卢进南
(1.辽宁工程技术大学矿产资源开发利用技术及装备研究院 阜新,123000) (2.辽宁工程技术大学机械工程学院 阜新,123000)
引 言
空心阴极真空电弧焊接是一种广泛应用于航空航天领域的焊接技术[1-2]。文献[3]对空心阴极真空电弧放电的引弧机理以及影响引弧电压因素进行了分析和研究。文献[4]对空心阴极真空电弧的基本特性进行了研究。文献[5]研究了电弧稳定性,并以电弧稳定性为目标对电弧弧长进行控制。
目前对真空电弧焊接设备的研究,存在引弧过程的各关键因素没有准确标准,研究学者依据经验来制定相关因素大小,引弧过程的操作需要人工控制等问题。因此,笔者对真空电弧焊接技术的引弧过程影响因素进行实验研究,并使用ANFIS建立引弧过程最优参数预测模型,使用氩气流量、真空度、击穿距离及钽管直径作为模型输入,预测击穿电压最优值,以达到快速稳定建立电弧、得到稳定引弧电流的目的。
1 真空电弧焊接设备组成及工作原理
1.1 真空电弧焊接设备组成
以某型号真空电弧焊接设备为研究对象,其主要由控制柜、焊机电源、氩气瓶、冷却水系统、真空室、抽真空系统、焊接监控系统、旋转工作台和焊枪组成。抽真空系统是设备最重要的组成部分,一般由一组真空抽气机组构成,主要是由机械泵、罗茨泵、扩散泵级联方式组成。焊枪头部安装有钽电极,焊枪中空,通有冷却水和工业纯氩,焊枪的上升、下降、前后及左右运动通过3台伺服电机完成。旋转工作台一周安装有工作件。工作电源为钽电极加热提供100~150 A的加热电流以及7~20 A的焊接电流。
1.2 真空焊接设备工作过程
焊接的主要过程有引弧、维弧以及不断弧焊接。引弧时,首先需要将焊枪下落,至钽电极距离引弧工件1~3 mm的位置,通入工业纯氩焊接介质,保证氩气流量、真空度以及钽电极位置等工艺要求符合规定后,开启工作电源,开始引弧。引弧过程在整个工作过程中最为关键。笔者采用的是非接触引弧的方式,工作电源将120 A左右的大电流通过钽电极两端,使得空心阴极钽电极加热,待工件与焊枪之间的氩气被击穿之后,可看到蓝色弧光,表示引弧成功。引弧成功后,提升焊枪,拉长电弧,断开钽电极的加热电源。之后接入焊接电源,使得焊接电弧电流得到设定值,电流不得超限,否则会熔化工件。
2 真空电弧焊接引弧影响因素分析
引弧质量好坏以及电弧稳定性对于焊接质量和效率都至关重要。影响引弧过程主要因素有真空舱真空度、引弧电压、加热电流、氩气流量、钽电极物理参数以及钽电极位置等。下面对钽电极物理参数、氩气流量、击穿电压及击穿间隙距离这几项参数对电弧的影响进行研究。
2.1 钽电极参数对引弧的影响
阴极钽管内部的电场越大,越有助于电弧形成。利用高斯定理和电场理论对钽管内部的电场进行计算可得
(1)
其中:r为高斯半径;k为常数;λ为电荷的线密度;R为钽管内径;R0为钽管外径[6]。
可知,在钽片厚度及电压不变的条件下,钽管的直径越小,钽管内电场强度越大。同时,钽管直径的选择还需要结合焊接电流值及极性,钽管直径过小时,阴极容易烧断。
针对钽电极的直径对电弧影响进行实验,实验条件为:氩气流量为100 mL/min;引弧距离为2 mm;击穿电压为125 V;真空度范围为5.5~7.5×10-2Pa。分别以直径为2,2.5,3,4和5 mm、壁厚为0.2 mm的钽管进行引弧实验,加热电流、加热时间与电弧电压的数据如图1所示。

1-D=2 mm时电弧电压;2-D=2.5 mm时电弧电压;3-D=3 mm时电弧电压;4-D=4 mm时电弧电压;5-加热电源电流图1 钽电极的直径对电弧建立的影响Fig.1 Influence of diameter of tantalum electrode on arc establishment
通过钽电极直径对电弧影响的实验可以看出,阴极钽管直径越小,钽管内电场强度越大,越有利于电子逸出形成电子束。
2.2 保护气体对引弧的影响
根据帕邢定律,击穿电压又会随之上升,所以氩气流量应根据设备抽气能力来制定。
油扩散泵抽气速率计算公式为
(2)

随着氩气流量越大,越有利于引弧及维弧;但当氩气流量过大时,造成真空度下降,电弧电压也随之下降。
2.3 击穿电压对电弧的影响
真空电弧焊接中击穿电压包括两方面:阴极加热电离电压Ui及阴极与阳极之间的击穿电压U。电离电压Ui是加载在阴极之上的电压,在工作工程中,通常是电离电压不变,通过调整电路中电位器来调整阴极上的电流,使阴极逐渐加热,满足发射电子的要求。击穿电压U是加载在阴极与阳极之间的电压,通过公式推导得最小电压值
Umin=2.72Uiln(1+1/r)
(3)
针对击穿电压对电弧的影响进行实验,实验条件为:氩气流量为100 mL/min;引弧距离为2 mm;钽电极直径为2.5 mm;真空度范围为5.5~7.5×10-2Pa。分别对钽电极(阴极)和工件(阳极)施加75,85,95,105,115,125和135 V的击穿电压,当电弧建立后,击穿电压用以维持电弧。记录不同击穿电压作用下电弧建立过程的实验数据,如图2所示。
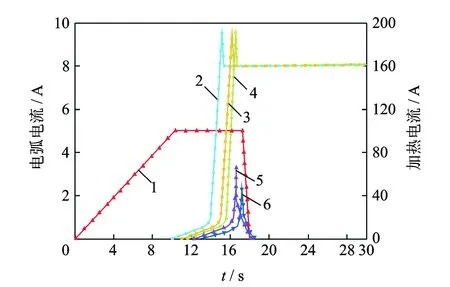
1-加热电源电流;2-135 V击穿电压;3-125 V击穿电压;4-115 V击穿电压;5-105 V击穿电压;6-95 V击穿电压图2 击穿电压对电弧建立的影响Fig.2 Effect of breakdown voltage on arc establishment
可以看出,击穿电压越大,电弧越容易建立,这与之前理论分析吻合。较大的击穿电压能够形成更强电场,为击穿气体介质提供了足够的能量。
2.4 击穿间隙对电弧的影响
在真空度不变的情况下,减小击穿间隙d,则击穿电压也随之降低,使电弧更容易建立。考虑到在工作过程中设备振动及焊件尺寸存在误差因素,击穿间隙过小容易造成阴极与阳极直接接触,导致电路短路,瞬间大电流会烧毁电路中的元器件,所以引弧距离取2~ 5 mm之间。
针对击穿间隙对电弧的影响进行实验,实验条件为:氩气流量为100 mL/min;击穿电压为125 V;钽电极直径为2.5 mm;真空度范围为5.5~7.5×10-2Pa。分别以击穿间隙为1,2,3,4,5和6 mm进行引弧实验,记录实验数据见图3。

1-加热电源电流;2-击穿间隙为1 mm;3-击穿间隙为2 mm;4-击穿间隙为3 mm;5-击穿间隙为4 mm;6-击穿间隙为5 mm图3 击穿间隙距离对电弧建立的影响Fig.3 Effect of distance on arc establishment
从以上实验数据可以看出,随着击穿间隙距离的增加,电弧建立所需要的加热电流逐渐增大,电弧建立越困难。这与前文理论分析吻合,即引弧距离越大,击穿气体所需要的能量越大,电弧建立越困难。
3 击穿电压参数预测
以上理论与实验研究采用的是单一变量法,而引弧过程各方面因素是相互耦合的,引弧是否成功取决于各方面因素共同作用。根据以上分析,影响电弧建立以及电弧稳定性的主要因素有钽电极直径、击穿间隙、击穿电压、氩气流量以及真空度,其中,钽电极直径、击穿间隙、氩气流量以及真空度最不易于实时调节,同时调节的精度较低,因此将这4个参数作为预测模型的输入量;击穿电压可以通过可调式变压器进行实时精确调整,将这个参数作为预测模型输出量。依据上述问题,建立基于ANFIS的击穿电压参数预测模型。预测系统结构示意图如图4[8]所示。

图4 最优参数预测模型示意图Fig.4 Schematic diagram of optimal parameter prediction model
如图4所示,构成了以钽电极直径、击穿间隙、氩气流量以及真空度作为模型输入量,x=[Dt,db,Qa,Pv],击穿电压Ub作为输出量的多输入单输出的ANFIS模型。输入量与输出量之间的非线性关系如下
Ub(k+1)=f[Ub(k) ,Ub(k-1),…,Ub(k-n),
Dt(k),db(k),Qa(k),Pv(k)]
(4)
ANFIS实际上是以网络方式实现Sugeno型1阶模糊推理系统的一种神经网络模型,其适用于任意精度逼近要求的非线性系统的预测和分析。ANFIS模型由隶属度函数节点、模糊规则前件节点、归一化节点、模糊规则输出节点以及模糊系统输出节点5层节点构成。笔者使用高斯型函数作为隶属度函数
(5)
其中:i=1,2,3,4;l=1,2,…,M;ci,l为高斯函数中心;bi,l为高斯函数宽度,此二者即前件参数。
ANFIS模型具有M条模糊规则,表示为
Rl:ifx1isDtandx2isdbandx3isQaandx4isPv
Theny1=p0,l+p1,lx1+p2,lx2+p3,lx3+p4,lx4(l=1,2,…,M)
(6)
其中:p0,l,p1,l,p2,l,p3,l和p4,l为模糊规则输出参数,即ANFIS模型的后件参数。
ANFIS模型的输出表达式为
y=
(7)
(8)
为了提高ANFIS模型的泛化能力,使用文献[9]所述方法对ANFIS模型进行改进,使用模糊C-均值聚类方法获取前件参数,使用递推最小二乘法获取后件参数。
将输入量划分成M个模糊组,求解各组聚类中心,使式(9)值最小
(9)
其中:cl为第l组的聚类中心;dil=‖cl-xi‖为第i个数据到第l个聚类中心的欧式距离;m∈[1,∞)为加权算子。
目标函数定义为
(10)
(11)
其中:λi为拉格朗日乘子。
通过求导输入参数,并使得ANFIS模型的输出表式中的φl最小,就得到了M个模糊组聚类中心cl和隶属矩阵μi,l
综上,ANFIS模型输出可表示为
y=X′σ
(14)
其中:σ为ANFIS后件参数pi,l向量集合形式。
σ= [p0,1,…,p0,M,p1,1,…,p1,M,p2,1,…,
p2,M,p3,1,…,p3,M,p4,1,…,p4,M]T
(15)
X′= [φ1,…,φM,φ1x1,…,φMx1,φ1x2,…,
φMx2,φ1x3,…,φMx3,φ1x4,…,φMx4]
(16)
令系统的误差函数表示为
(17)

通过递推最小二乘法,可估计ANFIS模型后件参数向量σ[9-11]。
4 实验研究
使用ANFIS模型建立真空电弧焊接设备的引弧参数优化模型,选取50组测试数据,并随机抽取30组数据作为预测模型的训练数据样本,20组数据作为预测模型的性能测试样本。部分数据样本见表1。
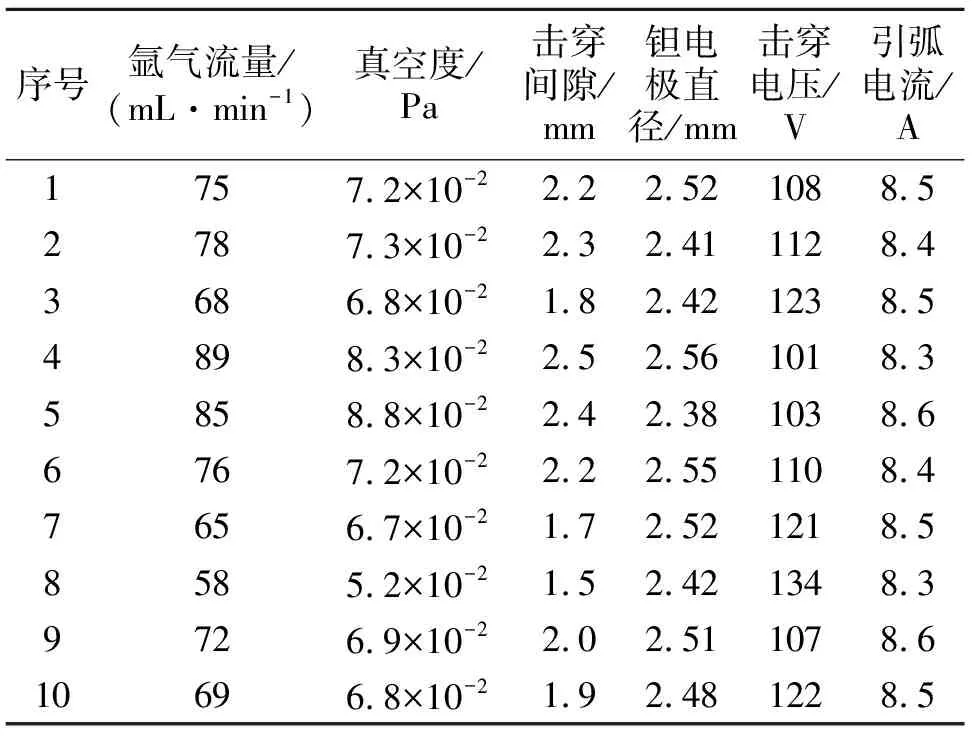
表1 数据样本
对本研究的参数优化模型使用训练数据进行训练,并使用测试数据样本对训练后的模型进行测试,针对表1中序号1~5的数据,得到的预测结果见表2。
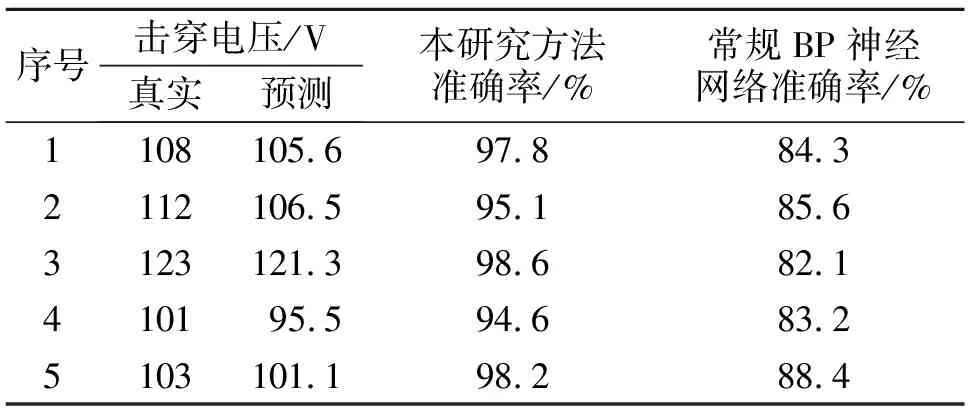
表2 预测结果
可以看出,预测结果与真实值十分接近,再次使用预测后的数据进行真空电弧焊接设备的引弧实验,可以得到在人工经验设定系统参数和预测模型得到的系统参数情况下,引弧电流变化曲线见图5。

1-加热电源电流;2-使用本研究预测方法得到的参数进行引弧;3-使用人工经验方法得到的参数进行引弧;4-使用BP神经网络预测方法得到的参数进行引弧图5 不同参数预测方法得到参数对引弧的影响Fig.5 Parameter prediction method to get parameters on the arc effect
可以看出,使用本研究的预测模型得到的系统参数进行引弧实验,引弧电流十分稳定,与工艺要求基本符合。
5 结 论
1) 对真空电弧焊接设备引弧过程影响因素进行理论和实验研究,为分析引弧过程的影响因素寻求理论依据,为提高真空电弧焊接设备引弧成功率及工作性能提供解决途径。
2) 由于引弧过程各方面因素是相互耦合的,对多种因素耦合作用下的最佳引弧参数选取方法进行研究,建立了基于改进ANFIS的参数预测模型。通过进行现场实验,验证和完善了理论研究,以及本研究参数预测模型的预测性能。
3) 本研究方法适用于引弧前准备过程,即当所有参数达到引弧条件后,使用本研究参数预测模型获取最优击穿电压,能提高引弧的稳定性。
参 考 文 献
[1] 程耀楠,刘利,巩亚楠,等.大型焊接筒节切削刀具的振动特性[J].振动、测试与诊断,2015,35(3):507-512.
Cheng Yaonan,Liu Li,Kong Yanan,et al. The vibration characteristics of large welded tube section cutting tools [J]. Journal of Vibration,Measurement & Diagnosis,2015,35(3):507-512. ( in Chinese)
[2] 许建平,巩春志,田修波.空心阴极真空环境焊接研究进展[J].焊接,2012,10:25-29.
Xu Jianping, Kong Chunzhi, Tian Xiubo. The research progress of welding hollow cathode vacuum environment[J].Welding & Joining,2012,10:25-29. (in Chinese)
[3] 郭和平,钱乙余,方洪渊,等.空心阴极真空电弧焊接的引弧机理[J].焊接学报,2001,22(5):79-81.
Guo Heping,Qian Yiyu,Fang Hongyuan,et al. The mechanism of hollow cathode vacuum arc welding[J]. Transactions of the China Welding Institution,2001,22(5):79-81. (in Chinese)
[4] 郭和平,钱乙余,方洪渊,等.空心阴极真空电弧基本特性的研究[J].机械工程学报,2000,36(4):91-94.
Guo Heping, Qian Yiyu,Fang Hongyuan,et al. The research of basic features of hollow cathode vacuum arc welding[J].Chinese Journal of Mechanical Engineering,2000,36(4):91-94. (in Chinese)
[5] 黄健康,石玗,卢立晖,等.脉冲MIG焊建模仿真分析及弧长控制[J].机械工程学报,2011,47(4):37-41.
Huang Jiankang,Shi Yu,Lu Lihui,et al. Modeling simulation analysis and arc length control of pulsed MIG welding[J].Journal of Mechanical Engineering,2011,47(4):37-41. (in Chinese)
[6] 孙清洁,林三宝,杨春利,等.超声钨极氩弧复合焊接电弧压力特征研究[J].机械工程学报,2011,47(4):53-57.
Sun Qingjie,Lin Sanbao,Yang Chunli,et al. Characteristic of arc pressure in ultrasonic-TIG hybrid welding[J]. Journal of Mechanical Engineering,2011,47(4):53-57. (in Chinese)
[7] 许建平,巩春志,田修波,等.工艺参数对空心阴极真空电弧电子温度影响[J].焊接学报,2014,35(6):26-30.
Xu Jianping,Kong Chunzhi,Tian Xiubo,et al. The temperature influence of process parameters on the hollow cathode vacuum arc electronic[J]. Transactions of the China Welding Institution,2014,35(6):26-30. (in Chinese)
[8] 谢苗,刘治翔,毛君.基于改进型ANFIS的磁致伸缩液位传感器温度补偿[J].传感技术学报,2015,28(1):49-55.
Xie Miao,Liu Zhixiang,Mao Jun. Research on temperature compensation system of magnetostrictive liquid level sensor based on improved ANFIS [J].Chinese Journal of Sensors and Actuators,2015,28(1):49-55. (in Chinese)
[9] 吴小娟,朱新坚,曹广益,等. 固体氧化物燃料电池的数学模型及自适应神经模糊辨识模型的研究[J].电网技术,2008,32(1):9-14.
Wu Xiaojuan,Zhu Xinjian,Cao Guangyi,et al . Modeling of solid oxide fuel cell based on mathematical theory and adaptive neural fuzzy inference system identification[J]. Power System Technology,2008,32(1):9-14.(in Chinese)
[10] 程军圣,郑近德,杨宇.变量预测模型在齿轮故障诊断中的应用[J].振动、测试与诊断,2013,33(S1):111-114.
Cheng Junsheng,Zheng Jinde,Yang Yu. Variable predictive model in the application of the gear fault diagnosis [J]. Journal of Vibration,Measurement & Diagnosis,2013,33(S1):111-114. (in Chinese)
[11] 胡艳娟,王占礼,董超,等.集成对称模糊数及有限元法的切削力预测[J]. 振动、测试与诊断,2014,34(4):673-679.
Hu Yanjuan,Wang Zhanli,Dong Chao,et al. The cutting force prediction of integrated symmetric fuzzy number and the finite element method[J]. Journal of Vibration,Measurement & Diagnosis,2014,34(4):673-679. ( in Chinese)