楔形内螺纹锁键螺套锁紧性能分析研究
2018-07-31,,,,,
, , ,,,
(1.北京宇航系统工程研究所,北京 100076;2.中国航天标准化与产品保证研究院,北京 100071)
0 引言
锁键螺套是一类内外螺纹与偶数组锁键一体的新型紧固件,与传统钢丝螺套紧固件相比,锁键螺套在反复拆装、受力较大和冲击振动等使用环境中,具有与基体连接可靠、不脱出等显著优势,广泛应用于航空、航天、铁路机车和振动机械等对螺纹强度要求较高的产品,以及铝合金、镁合金等基体材料强度较弱的安装环境[1-2]。
对于紧固件而言,提高自身的锁紧性能[3-4]是紧固件连接的必然要求[5],自锁紧固件主要采用参数要素优化方法提高自身的锁紧性能。全金属自锁螺母通过调整收口量优化锁紧力矩提高锁紧性能[6];变压型螺纹通过优化螺纹牙型尺寸,获取最佳锁紧性能[7]。同时,有学者通过材料力学[8]、力学性能数据[8]、优化收口量[9]、锁紧力矩影响要素优化[10-11]等方法对锁紧性能的影响要素和规律等进行研究。
本文针对锁键螺套锁紧性能试验中,出现的不同规格锁键螺套锁紧性能差异等试验现象,利用现象分析和样本试验的方法,对可能的影响要素进行辨识并进行试验研究,确定锁键螺套锁紧性能的影响要素和规律,为产品优化设计奠定基础。
1 锁键螺套结构
锁键螺套由自锁螺套和锁键两部分组成,结构形式如图1所示。自锁螺套为空心圆柱型套体,具有内螺纹和外螺纹,外螺纹为普通螺纹,内螺纹为30°楔形防松螺纹。螺套左端头部含有4个一定深度的“U”型开口长槽,用于锁键的安装导引与安装锁紧。零件状态下,锁键插入螺套中;当锁键螺套旋入基体预制螺纹孔后,将锁键沿螺套“U”型开口长槽敲入螺套基体,利用锁键和螺套之间的过盈配合,实现锁紧,为基体螺栓连接提供连接接口。锁键螺套的材料一般选用14Cr17Ni2,具有较强的材料强度。锁键螺套内外螺纹设计的特点在于,通过螺套自身较强材料的内螺纹实现与连接紧固件的配合;通过螺套自身的外螺纹实现与铝基、镁基材料的螺纹连接,提升连接强度;与此同时,锁键螺套自身的锁键通过过盈配合实现与基体的嵌入,限制周向转动,提升螺套与基体的连接强度,具有较高的连接效率。
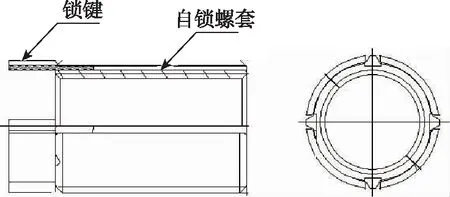
图1 锁键螺套结构设计Fig.1 Struture design of lock nut
2 锁紧性能分析
2.1 影响要素辨识
锁键螺套试验组件由试验螺栓、楔形锁键螺套和基体块等部分组成。选取RLM5、RLM6和RLM12等不同规格及不同长度(6.8mm/10mm/12mm)的锁键螺套进行锁紧性能测试。试验结果如图2所示。由图2分析可知,与规格RLM5与RLM12的锁键螺套相比,RLM6的锁键螺套的锁紧性能的锁紧性能差,规格RLM5×6.8的锁紧性能最好。其中RLM指楔形内螺纹,5为内螺纹公称直径,6.8为螺套长度。
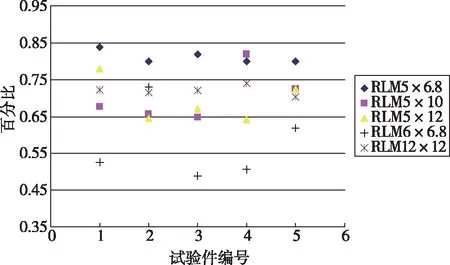
图2 锁键螺套锁紧性能检测结果Fig.2 Test result of locking performance
图3为规格RLM5×6.8锁键螺套试验夹紧力-扭矩曲线,图4为规格RLM5×6.8锁键螺套试验角度-扭矩-夹紧力曲线,图5为规格RLM6×6.8锁键螺套试验夹紧力-扭矩曲线,图6为规格RLM6×6.8锁键螺套试验角度-扭矩-夹紧力曲线。对比分析RLM5×6.8和RLM6×6.8的试验夹紧力-扭矩曲线和试验角度-扭矩-夹紧力曲线可知,两者的夹紧力-扭矩图存在显著差异。同时通过对RLM6×6.8的锁紧试验过程观察,发现RLM6×6.8的锁键螺套与基体发生了比较明显的相对转动。
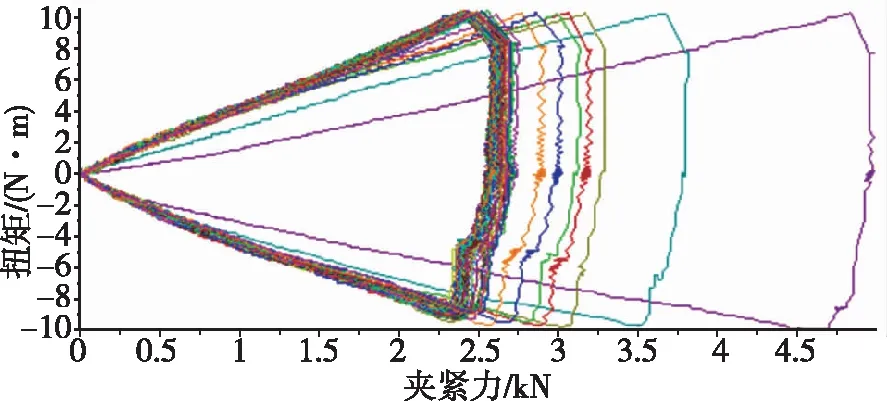
图3 RLM5×6.8锁键螺套夹紧力-扭矩曲线Fig.3 Pretightening force-torque relationship of RLM5×6.8
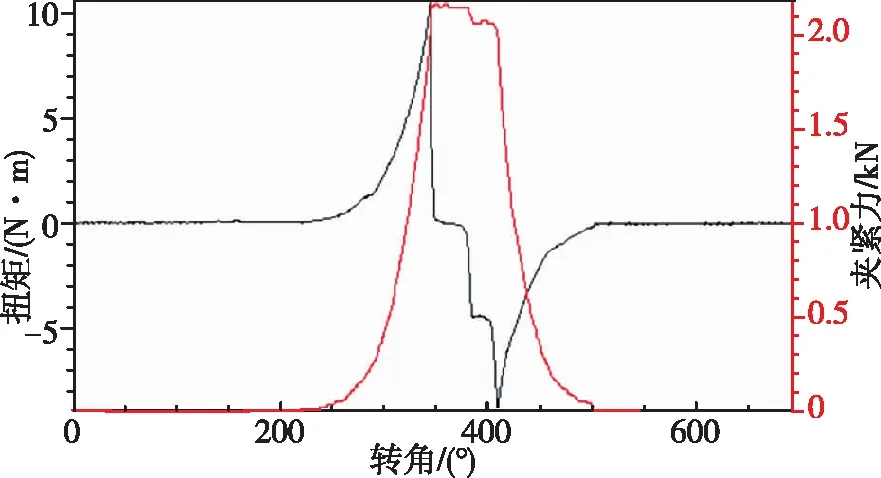
图4 规格RLM5×6.8锁键螺套角度-扭矩-夹紧力曲线Fig.4 Angle-pretightening force-torque relationship of RLM5×6.8
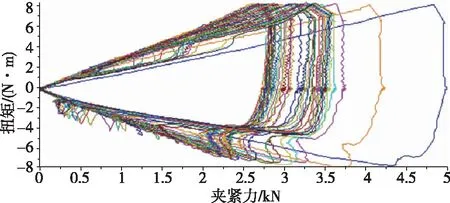
图5 RLM6×6.8锁键螺套夹紧力-扭矩曲线Fig.5 Pretightening force-torque relationship of RLM6×6.8
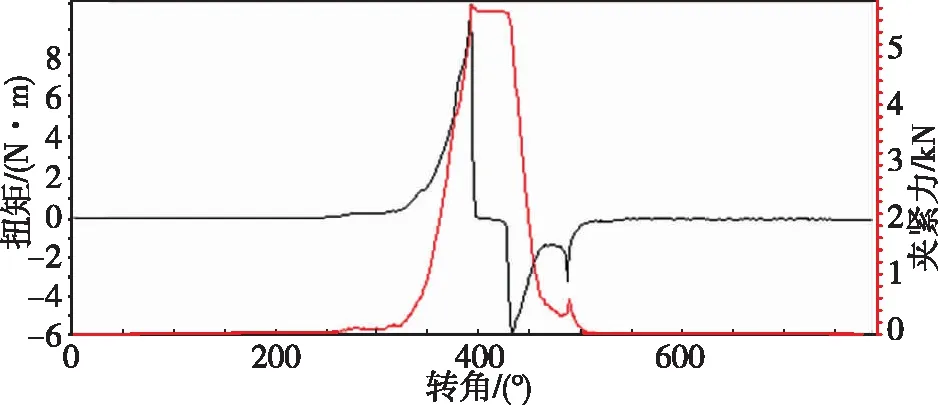
图6 规格RLM6×6.8锁键螺套角度-扭矩-夹紧力曲线Fig.6 Angle-pretightening force-torque relationship of RLM6×6.8
锁紧性能试验过程中,预紧力和扭矩传递过程复杂。通过分析试验曲线、观察试验过程以及与其他楔形螺纹紧固件锁紧性能数据分析(其他一体型的楔形内螺纹紧固件锁紧性能拧出力矩占拧入力矩80%以上),RLM6锁键螺套锁紧性能较差,可能和锁键螺套与基体之间配合松紧程度有关。
分析锁紧螺套安装后的结构,影响锁键螺套与基体配合松紧程度的主要要素有:锁键长度、锁键过盈量和锁键数量、基体材料和基体螺纹精度等。
2.2 影响分析
(1)锁键长度影响
由于锁键螺套的锁键长度影响基体与锁键螺套之间的间隙,表1比较了在其他试验条件相同的情况下,锁键螺套锁键长度不同时,锁键螺套锁紧性能检测结果。由表1分析结果表明,锁键长度较长的锁键螺套锁紧性能优于锁键长度较短的锁键螺套的锁紧性能,锁键长度较短的锁键螺套的最小拧出力矩较锁键长度较长的锁键螺套的最小拧出力矩少28.3%,即锁键长度越长,锁键螺套的锁紧性能越好。
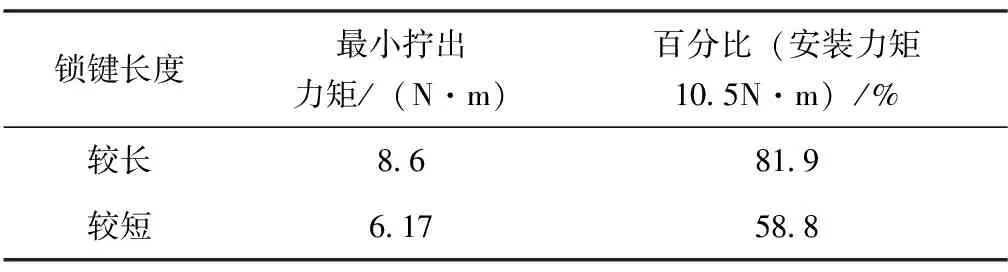
表1 锁键长度不同时RLM5×6.8锁键螺套的锁紧性能试验结果Tab.1 Test result of RLM5×6.8 locking performance with different length
(2)锁键过盈量及锁键数量影响
表2为锁键螺套过盈量的设计参数,从表中可以看出,RLM12与RLM6锁键螺套的过盈量是相同的,RLM5的锁键螺套的过盈量大于其他规格的锁键螺套。但RLM12的锁键螺套的锁键数量为4,RLM6的锁键螺套的锁键数量为2,故RLM12的锁键螺套的锁紧性能优于RLM6的锁键螺套的锁紧性能。RLM5的锁键螺套的锁键数量为2,RLM6的锁键螺套的锁键数量为2,故RLM5的锁键螺套的锁紧性能优于RLM6的锁键螺套的锁紧性能。
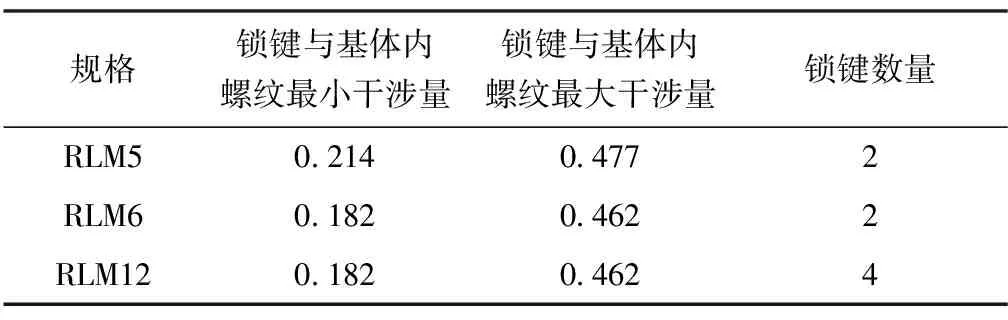
表2 锁键螺套过盈量Tab.2 Interference amount of lock nut
(3)基体螺纹精度的影响
采用螺纹止规分别检测了基体的螺纹,检测结果均合格。但发现RLM6锁键螺套的基体螺纹较RLM5锁键螺套的基体螺纹松。基体内螺纹的大小可能是结果差异的重要因素。为进一步证实,将规格为RLM5×6.8的试验件基体进行攻丝处理,处理后基体中径和大径增大。表3比较了在其他试验条件相同的情况下,RLM5×6.8锁键螺套基体与做攻丝处理的锁紧性能试验结果。从表3可以看出,其他试验条件相同的情况下,基体做攻丝处理的锁键螺套较基体未做攻丝处理的锁键螺套的最小拧出力矩少20.0%,由此可见,基体螺纹与锁键螺套间隙越大,锁紧性能越差。
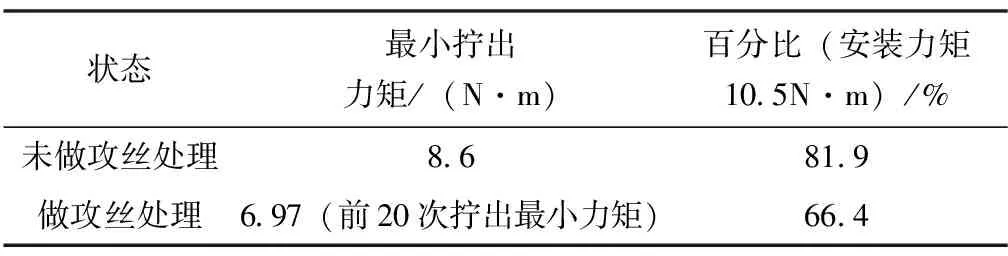
表3 RLM5×6.8锁键螺套基体与做攻丝处理的锁紧性能试验结果Tab.3 Test result of RLM5×6.8 locking performance with different substrate material
(4)基体材料的影响
为分析基体材料对锁键螺套锁紧性能的影响,对比分析了基体材料为钢和铝时锁键螺套的锁紧性能,试验结果如表4所示。从表4可以看出,基体材料对锁键螺套的锁紧性影响不显著。通过对试验观察及试验曲线分析,不同规格不同基体材料组合试验过程中锁键都会在拧入或拧出过程中发生一定角度的转动,这是由于锁键本身的刚度及配合间隙造成的,配合间隙大的组合更加明显。
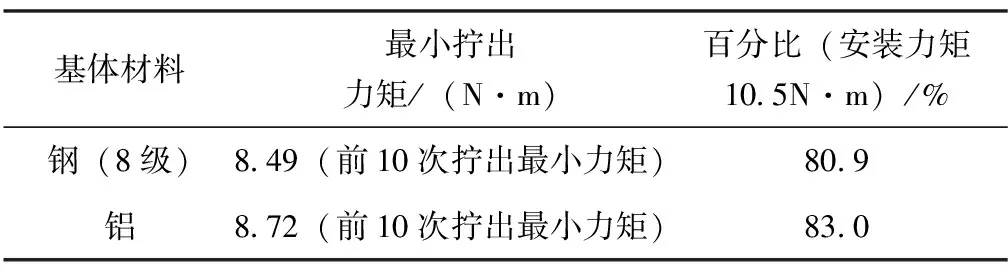
表4 基体材料为钢和铝时RLM5×6.8锁键螺套的锁紧性能试验结果Tab.4 Test result of RLM5×6.8 locking performance with different substrate material
(5)试验速度的影响
为分析扭拉机转速对锁键螺套锁紧性能的影响,进行了锁紧性能对比试验,试验采用锁键较短的锁键螺套,基体材料选用钢,扭拉机转速分别为4r/min(GB/T16823.3-1997推荐的试验转速为4r/min)与10r/min(GB/T16823.3-2010推荐的M3-M16规格的试验转速为10r/min~40r/min)[12-13],试验结果如表5所示。分析试验结果可知,扭拉机转速对锁键螺套的锁紧性能检测结果有影响。鉴于试验速度的选取参考人工操作的旋转速度(约10r/min),因此建议参考人工操作速度进行试验,试验结果将更具参考意义和借鉴性。
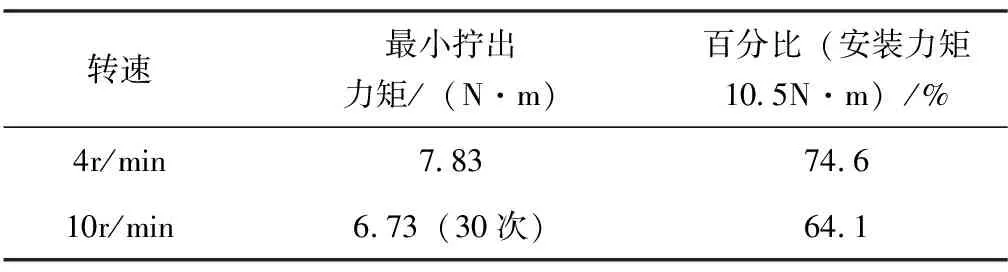
表5 不同扭拉机转速时RLM5×6.8锁键螺套的锁紧性能试验结果Tab.5 Test result of RLM5×6.8 locking performance with different test speed
3 结束语
楔形内螺纹锁键螺套作为可靠使用的锁紧紧固件,在螺纹强度要求较高和反复拆装等使用环境中广泛应用,是提升铝基基体材料连接能力的重要紧固件。本文以楔形内螺纹锁键螺套锁紧性能影响要素为研究对象,对锁紧性能影响要素进行了试验研究。主要结论如下:
1)锁键螺套与基体的安装间隙、锁键长度、试验速度、规格及锁键数量等因素,均会影响锁键螺套的锁紧性能。
2)锁键螺套与铝合金基体螺纹配合较松,将会导致锁键螺套锁紧性衰减;基体螺纹与锁键螺套间隙越大,锁紧性能越差。
3)在锁键过盈量一定的情况下,基体材料对锁键螺套的锁紧性能影响不显著。
4)锁键长度越长,锁键螺套的锁紧性能越好。
5)锁键与基体过盈量大,锁键数量越多,锁紧性能越好;试验转速建议参考人工操作速度进行。
