A step deformation method for superplasticity improvement of coarse-grained Ti–15V–3Cr-3Sn-3Al
2018-07-24ChengHongZOUQingZHOULeiWANG
Cheng-Hong ZOU,Qing ZHOU,Lei WANG
College of Mechanical and Electrical Engineering,Nanjing University of Aeronautics and Astronautics,Nanjing 210016,China
KEYWORDS Dynamic recrystallization;Strain rate sensitivity;Subgrain;Superplasticity;Titanium alloy
Abstract Ti–15V–3Cr–3Sn–3Al(Ti–15–3),a kind of metastable beta titanium which has high specific strength and good cold-formability,is highlighted for applications in the aerospace manufacture industry.However,the technique for improving its formability at elevated temperatures is still a challenge at present.In this work,a step deformation method is proposed for superplasticity improvement of coarse grained Ti–15–3 plates at temperatures around its beta transus.The effects of the strain rate and the strain at the first stage on the superplasticity are investigated.The results show an increase of the strain rate sensitivity and a decrease of the flow stress under the step deformation mode compared to those obtained under constant strain rates at 780°C.The maximum strain to failure obtained in the step mode is 93%higher than that deformed in the constant strain rate mode.Strain rates,strains at the first stage,and temperatures have influences on the superplasticity improvement.The deformation mechanism is concluded as subgrain formation accommodated by grain boundary sliding rate-controlled by dislocation climb.The improved m value in the step deformation is accounted to the extra dislocation density produced during the strain rate reduction.
1.Introduction
Ti–15V–3Cr–3Sn–3Al(Ti–15–3),a kind of metastable beta titanium alloy,was invented in the 1980s which has high speciif c strength and good cold-formability.1Theoretically more slipping systems of bcc structures than those of hcp structures lead to better plasticity.The cold-formability of Ti–15–3 is superior to α + β and α titanium alloys.1Through solid solution treatment and aging,the strength of the alloy can be elevated to the range of 1000–1300 MPa.2The application of the alloy to aerospace manufacture industry is highlighted.2
Although better cold-formability of Ti–15–3 alloy,the plastic forming of the alloy is usually performed at elevated temperatures for reducing flow stress.The hot deformation behaviors of Ti–15–3 alloy and other near-beta titanium alloys have been investigated by several authors.2–11The investiga-tion on the superplasticity of Ti–15–3 plates with an average grain size of 80 μm was reported by Hamilton.3A strain to failure of 229%and a strain rate sensitivity(m)of 0.5 at 815°C and 2×10-4s-1were obtained.Srinivasan and Weiss4performed hot deformation study on casted and recrystallized Ti–15–3 in the temperature range of 927–1260 °C at the strain rate range of 0.1–0.001 s-1.A sharp peak stress was exhibited initially in stress-strain curves followed by a constant stress state.An inhomogeneous substructure was found when deformed to large strains.Hot-deformation of a near-β titanium alloy Ti–10V–2Fe–3Al5,6at the temperatures of α + β phase and β phase areas was studied.The deformation mechanisms were summarized as dislocation glide at high strain rates and diffusion creep at low strain rates.Griffiths and Hammond7investigated the superplasticity of coarse grained beta Ti alloys Ti–8Mn,Ti–15Mo and Ti–13Cr–11V–3Al above the temperatures of beta transus.As a result,themvalues of these titanium alloys approach 1 as the strain rate is lower(1×10-5s-1),whereas themvalue is 0.3 at the strain rate of 1×10-3s-1.Using Herring-Nabarro diffusion creep,anmvalue of 1 at lower strain rates was predicted,while using Weertman’s model involving the glide and climb of dislocations,anmvalue of 0.3 at higher strain rates was predicted.
Even with these investigations,it is still necessary to improve the superplasticity of Ti–15–3 for meeting the requirement of the manufacture industry.Some detailed studies are still required for full understanding of the deformation mechanism of Ti–15–3.In this work,a continuous step deformation technique was induced to attempt to improve the superplasticity of coarse grained Ti–15–3.Relatively fast strain rate at the first stage was set and followed by lower strain rate deformation.The temperature was chosen around its beta transus,which was considered to be beneficial to optimize the mechanical properties after deformation.The effects of the strain rate and the strain at the first stage on the following deformation were investigated.
2.Experimental procedures
In this study,hot-rolled Ti–15–3 plates with the thickness 13 mm were commercially obtained from Nippon Steel Co.Ltd.The composition is listed in Table 1.As-received Ti–15–3 occupies a microstructure of equiaxial grains(see Fig.1)with an average grain size of 112 μm.The beta transus of the alloy wasknown as 760°C.2Dog-bone shaped tensile specimens with the thickness of 2 mm,gauge length of 10 mm,and gauge width of 3 mm were prepared by wire-cutting with the tensile axis parallel to the rolling direction.Tensile tests were carried out by using a standard constant cross-head speed machine in argon gas atmosphere at temperatures of 700,780 and 850°C,respectively.Before the tensile tests,specimens loaded to the testing machine were kept at the temperature for 15 min to achieve temperature homogenization.The strain rate step model was set with the strain rate=0.1 and 0.01 s-1and the strain ε1=0.2,0.3,0.5 and 0.6 at the first stage.At the second stage,the strain rates were in the range of=3×10-4–7×10-3s-1for superplastic deformation.Constant strain rate tests were also carried out for comparison.Deformed specimens were quenched into water at the end of the first stage for freezing the deformed microstructure.Microstructural observations were performed on frozen specimens by an optical microscope and a scanning electronic microscope(SEM)equipped with electron back scattering diffraction(EBSD)system.

Fig.1 Optical microstructure of as-received Ti–15–3 with average grain size of 112 μm.
3.Results and discussion
3.1.Stress-strain curves
Fig.2 shows the true stress-true strain curves of the step deformation at the temperature 780°C.The curves shown in Fig.2(a)and(b)were obtained under the conditions of=0.1 s-1,ε1=0.3,and=0.01 s-1,ε1=0.2,respectively.A sharp peak stress is exhibited at the initial stages of the curves.In the following deformation the flow stress decreases moderately with the strain.When the strain rate drops suddenly at a strain,the flow stress is decreased sharply.The flow stress in the follow undergoes short increase and then slow decrease with the strain increased.
The peak stress occurs under every strain rate in this work.However,it is not exhibited at the second stage.The magnitude of the peak stress depends on the strain rate and temperature.With the decrease of the strain rate and the increase of the temperature,the peak stress is decreased which indicates thermal activated mechanism.
The phenomenon of the peak stress was observed in the hot deformations of near-beta and beta titanium alloys such as Ti–29Ta–13Nb–5Zr,12Beta–CEZ13and Ti–10V–2Fe–3Al14;however,it was not exhibited in the beta phase deformations of commercially pure titanium15and Ti–6Al–4V.16The microstructural understanding of this phenomenon is related to rapid hardening caused by solute-dragged dislocation slip and high solute concentration on dislocations.Rapid hardening happening in bcc structure rather than hexagonal closed-packed structure is due to the loose atomic package and facile solute concentration on dislocations of bcc structure.The absence of the peak stress at the second stage may be caused by unlocking effect of the solutes on dislocation slipping and considerable reduction of the solute number.At this deformation stage,subgrain microstructure formation occurs and consumes large numbers of solutes and dislocations.The solutes distributed in the interior of subgrains are less.17Rapid hardening does not take place any more at the second stage and consequently there is no appearance of the peak stress.

Table 1 Compositions of Ti–15–3.
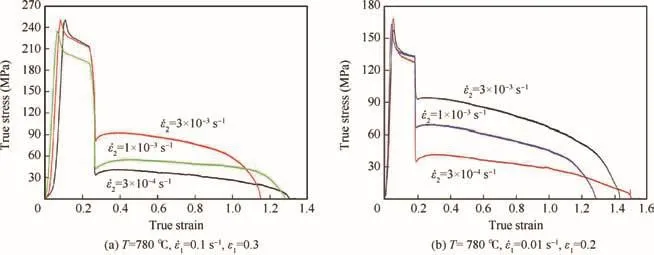
Fig.2 True stress-true strain curves of strain rate step deformation of coarse-grained Ti–15–3.
3.2.Strain to failure
Fig.3(a)and(b)show the strains to failure dependence on the temperature at=3×10-4s-1.It can be seen from these two figures that compared to those under the constant strain rate,an increment of the strains to failure occurs.The strains to failure obtained at=0.01 s-1are larger than those obtained at=0.1 s-1.However,when the strain increases to 0.5 or 0.6,the total strain to failure is decreased largely.The strain to failure increment occurs only at 780°C.At 700 °C and 850 °C,the strains to failure are decreased comparing to those obtained at the constant strain rate.The maximum strain to failure occurs at 780°C at ε1=0.2 and=0.01 s-1,which is increased 93%compared to that obtained at the constant strain rate.

Fig.4 Strain to failure plotting against the strain rate of the second stage at 780°C.
Fig.4 shows the dependence of the strain to failure onIt can be found that the smaller the strains at the first stage,the larger the strain to failure.The largest strains to failure occur under=0.01 s-1and ε1=0.2.The strains to failure under the conditions of=0.1 s-1and ε1=0.2 and 0.3 are in the middle,then followed by the strains to failure under the condition of=0.01 s-1and ε1=0.3.The strains to failure under the above conditions are all larger than those under constant strain rates.The strain to failure of the specimens deformed to 0.5 or 0.6 at the first stage has the lowest strain to failures.

Fig.3 Strain to failure plotting against temperature under different first-stage deformation conditions.
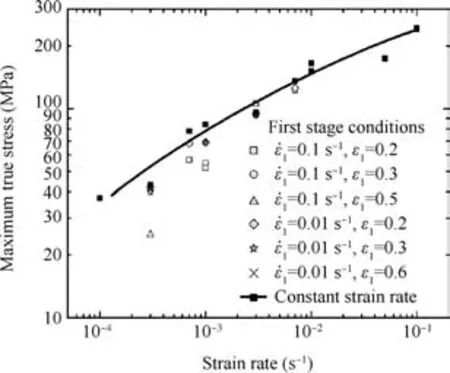
Fig.5 Plotting of the maximum true stress against strain rate at 780°C.
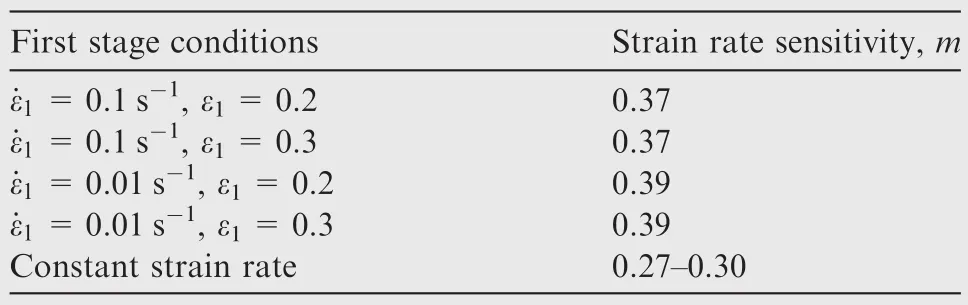
Table 2 Strain rate sensitivity ofTi-15-3 by step deformation.
3.3.Strain rate sensitivity
The maximum true stresses obtained in both the step mode and the constant strain rate mode are plotted against the strain rate in Fig.5.A slightly curved line can be drawn through the entire strain rates under the constant strain rate.Compared to those by the constant strain rate,the maximum true stress in the step deformation is reduced(below the curve).Themvalue which is defined as the dependence of the maximum true stress on the strain rate is ranged in 0.27–0.30 under the constant strain rate(Table 2).It is noted that themvalues under the step deformation modes are ranged in 0.37–0.39.Table 2 lists themvalues under different first-stage conditions.Therefore,the results obtained here are very useful for hot-deformation practice that the step deformation increases the strain rate sensitivity and meanwhile decreases the maximum true stress.
3.4.Deformation mechanism
Fig.6 shows an EBSD image of Ti–15–3 deformed to the strain of 0.3 with=0.01 s-1at 780°C.Large numbers of small subgrains with the sizes of 2–5 μm are formed near a serrated grain boundary in the area indicated asA.Thefine subgrains formed almost by low-angle boundaries(LAB)near the grain boundary are shown detailed in Fig.7.White and black lines indicate the LAB and high-angle boundary(HAG),respectively.Subgrain formation near the serrated grain boundary is characterized by a continuous recrystallization mechanism that the LAG is eventually developed into the HAG with the strain increased.18,19In some places such as areaCin Fig.6,HAG grains with the sizes of 5–8 μm have been formed,which can be regarded as deep development of LAG and the formation of HAG.20,21The formation of subgrains with the sizes of 10–20 μm is found in the area indicated asB.Because these subgrains are formed in the grain interior,a different mechanism from that occurring at the grain boundaries(areasAandC)is expected.
It has been established that the subgrain size is inversely proportional to the local shear stress by the following equation22:

Fig.6 Electron backscattered diffraction image of Ti–15–3 deformed at 780°C(ε1=0.3,˙ε1=0.01 s-1).

Fig.7 EBSD mapping of area near grain boundary in Ti–15–3 deformed at 780°C(ε1=0.3,˙ε1=0.01 s-1).

wheredsubis the subgrain size located at the area ofi,bis the size of Burger’s vector,τiis the shear stress applied to the area ofi,Gis the shear modulus andkis the constant.Although the grains within a specimen undergo the same applied stress,the resolved shear stresses which act on the slip plane along the slip direction are different depending on the orientation of the grain.Thus,the equation below is used to explain the orientation effect:

where μiis the Schmid factor in the area ofiand σ is the applied tensile stress.A ‘soft” orientation and a ‘hard”orientation can be produced in a single specimen according to grain orientation.As the applied stress acts along theYdirection in the image in Fig.7,a higher resolved shear stress will be produced in the slip plane{001}i.e., ‘hard” orientation,and a lower shear stress will be produced in the slip plane of{111},i.e.,‘soft” orientation.It is understandable according to Eq.(1)that smaller subgrains are formed in the areas ofAandCwhere the{100}grain is located,and larger subgrains are formed in the area ofBwhere the{111}grain is located.
Large formation of small subgrains near the grain boundary accommodates the geometrical misfit23between neighboring grains,promotes grain boundary sliding,24and improves the strain to failure.The subgrain formation in the accommodation of grain boundary sliding of large grains has been discussed by Langdon.24A rate process controlled by the climb of dislocations piling up before sub-boundary is supposed.A strain rate sensitivity of 0.33 is obtained by this mechanism,which approximately corresponds to themvalues obtained in this work in the constant strain rate deformation.

Fig.8 Grain sizes of Ti–15–3 deformed at the end of the first stage with various strains and strain rates.
During step deformation,a change of the strain rate means that the subgrain structure formed at the first deformation stage has to be reconstructed according to the new strain rate.25If a higher strain rate is changed to a lower one,as the mode used in this work,dislocation density reduction occurs,and a larger subgrain microstructure is formed after the strain rate change.Therefore,extra dislocation density can be produced during the strain rate step experiment,which provides extra motivation for the subsequent deformation.The increment in themvalue in this work can be considered to be caused by this mechanism.However,themvalue obtained in the step deformation depends not only the change value of the strain rate,but also the initial microstructure where the change takes place.Therefore,the investigation of the grain size is necessary for understanding the deformation mechanism and improving the technique for enhanced superplasticity.
3.5.Grain size effect
The grain sizes developed at the end of the first stage are plotted against the strain in Fig.8.The average grain size is obtained by the line intercept method.The grain size developed at a strain depends on the competition between the process of new grain production through dynamic recrystallization(DRX)and the process of grain growth.26–28
The grain sizes(see Fig.8)appear to be reduced(below the strain of 0.6)at small strains compared to the initial grain size at the temperatures of 700 and 780°C due to new grains recrystallization.It can be found that the grain size under=0.01 s-1is smaller than that under=0.1 s-1.The smallest grain size obtained at 780°C is at ε1=0.2 and˙ε1=0.01 s-1.This result corresponds agreeably to the largest strain to failure obtained under the same condition,which explains that the grain size acts as the key factor affecting the strain to failure and the deformation mechanism of grain boundary sliding.The grain size developed at 850°C is larger than those of the sizes developed at 780°C because of enhanced grain growth,which causes the decrease of the strain to failure in the step deformation at 850°C.The superplasticity obtained by the step mode at 700°C may not be related to the grain size factor because of the existence of the α′phase at the grain boundary at this temperature.
4.Conclusions
In this paper,a strain rate step method is used to improve the superplasticity of coarse grained Ti–15–3.Tensile deformation tests and microstructure observations are carried out for investigating the optimum condition for superplasticity improve-ment.It can be found that=0.01,0.1 s-1,ε1=0.2,0.3 do cause the decrease of the flow stress and the increase of the strain rate sensitivity at the temperature of 780°C.The increments in the strains to failure under these conditions are also confirmed when compared to those under the constant strain rate.The obtained maximum strain to failure is found at=0.01 s-1and ε1=0.2.Themvalues are improved to 0.37–0.39 in the step deformation compared to 0.27–0.30 under the constant strain rate.
A large strain at the first stage such as≥0.5 does no benefit to the superplasticity improvement.The temperature at which the superplasticity can be improved by the step deformation is limited to 780 °C.At 700 and 850 °C,no improvement is found.
Microstructure observations by the EBSD and the optical microscopy are performed for understanding the deformation mechanism.Two kinds of sizes of subgrains are observed by EBSD mapping.Relatively higher and lower shear stress applied to the places near the grain boundary and the interior of the grain generate small and large subgrains,respectively,depending on grain orientations.The grain sizes developed at the end of the first stage have been summarized due to different strain rates and strains.With the temperature fall the grain size becomes smaller.The grain size developed at˙ε1=0.01 s-1is smaller than that at=0.1 s-1.It can be concluded that the grain size values obtained at the end of the first stage correspond to the superplasticity of the alloy agreeably.The deformation mechanism is summarized as the subgrain formation accommodated by grain boundary sliding with anmvalue of 0.33 predicted.The controlling process is accounted to the climb of the dislocation pile up before the boundary.The sub-structure is subject to reconstruction at the change of the strain rates.Extra dislocation density and motivation are generated from the strain rate reduction which is considered as the source of the improved strain rate sensitivity in the step deformation.
杂志排行

CHINESE JOURNAL OF AERONAUTICS的其它文章
- Particle image velocimetry for combustion measurements:Applications and developments
- Abnormal changes of dynamic derivatives at low reduced frequencies
- A new hybrid aerodynamic optimization framework based on differential evolution and invasive weed optimization
- Experimental study of an anti-icing method over an airfoil based on pulsed dielectric barrier discharge plasma
- Envelope protection for aircraft encountering upset condition based on dynamic envelope enlargement
- Effects of the radial blade loading distribution and B parameter on the type of flow instability in a low-speed axial compressor