Electrochemical micromachining of microgroove arrays on phosphor bronze surface for improving the tribological performance
2018-07-24XunZHOUNingsongQUZhiboHOUGiZHAO
Xun ZHOU,Ningsong QU,b,*,Zhibo HOU,Gi ZHAO
aCollege of Mechanical and Electrical Engineering,Nanjing University of Aeronautics and Astronautics,Nanjing 210016,China
bJiangsu Key Laboratory of Precision and Micro-Manufacturing Technology,Nanjing 210016,China
cState Key Laboratory of Mechanics and Control of Mechanical Structures,Nanjing University of Aeronautics and Astronautics,Nanjing 210016,China
KEYWORDS Friction coefficient;Microgrooves;Through-mask electrochemical micromachining;Ultrasonic motors;Wear
Abstract A high friction coefficient and a low wear rate of contacted surfaces are essential elements to friction pairs between the stator and the rotor in ultrasonic motors.It has been shown that surface textures have a significant effect on improving the tribological performance of friction pairs.In this paper,microgroove arrays are introduced to the stator surface for improving the tribological performance of friction pairs between the stator and the rotor in ultrasonic motors.Microgrooves were fabricated on a phosphor bronze surface by through-mask electrochemical micromachining(TMEMM).Parameters,namely,the electrolyte inlet pressure,applied voltage,pulse duty cycle,and frequency,were varied to investigate their influences on the dimensions and morphology of the microgrooves.Results showed that the width and depth of the microgrooves were strongly affected by the applied voltage and frequency,while the morphology of the microgrooves was dependent on the electrolyte inlet pressure and the pulse duty cycle.Compared with a smooth surface,the friction coefficient increased from 0.245 to 0.334 and less abrasion was obtained when a surface was textured with microgrooves of which the width and depth were 185.6 and 57.6 μm,respectively.Microgroove arrays might play an important role in enhancing the performance of ultrasonic motors.
1.Introduction
Precision transmission components are essential to the performance of high-end equipment.Ultrasonic motors,as such a kind of components,have become widely used in medical equipment,semiconductor manufacturing,aerospace engineering,and other fields due to their excellent characteristics like a light weight,a large output torque,a rapid response speed,etc.An ultrasonic motor is typically driven by the ultrasonic vibration of an elastic stator,which is stimulated by piezoelectric ceramics and then transformed to an output force through the dry friction force between the rotor(or slider)and the stator.1The friction coefficient and the wear rate are two key measurements of the friction pairs’properties in ultrasonic motors,as the magnitude of the output torque and the working efficiency both increase with an increasing friction coefficient,and greater operating stability with a longer service life can be achieved at lower wear rates.2Till now,studies of enhancing and optimizing the performance of friction pairs in ultrasonic motors have mainly been focused on the choice and development of different materials.For example,Qiu et al.1investigated the main wear mechanisms and finally found the most promising material after testing four different engineering ceramics in an ultrasonic motor configuration.Li et al.3explored the wear process and the wear properties of contact surfaces between brass and PTFE-matrix composite at different wear stages in a traveling-wave ultrasonic motor.In order to choose the most suitable composite for practical applications,Qu et al.4conducted a comparative study of three kinds of polymer composites with duralumin stators for wear behaviors under different environmental conditions.However,an optimal choice of materials can only improve the tribological performance to a limited extent,and the cost of such materials is often very high.Therefore,it is of great importance to explore new methods to increase the friction coefficient while simultaneously decreasing the wear rate of the friction pair surfaces in ultrasonic motors.
Surface texturing is an advanced technical means to improve the tribological performances of different contacted or moving friction pair surfaces.It has been widely used in the fields of aviation,machining,automobile manufacture,biomedicine,etc.In this technique,arrays of grooves,dimples,or pillars of appropriate sizes are generated on a workpiece surface.5The presence of such arrays shows notable effects by entrapping microscale grinding grains and reducing abrasive wear and furrows during a dry friction process.Surface textures,especially microgroove arrays,can meet the goals of increasing the friction coefficient while decreasing the wear rate.Song et al.6fabricated stripes on the surface of cast iron and verified that the abrasion resistance was more than doubled,and the friction coefficient was increased by 66%compared to the same material with a smooth surface.He et al.7reported that increasing the size of microgrooves on a poly(dimethyl siloxane)(PDMS)surface led to a higher friction coefficient.However,little research on ameliorating the tribological performance of ultrasonic motors by using the surface texturing technology has been reported.This paper proposes a method to increase the friction coefficient and decrease the wear rate of friction pairs in ultrasonic motors by applying microgroove arrays on the stator surface.
Different ways of fabricating microgrooves have been found in recent years,such as microgrinding,8electrodischarge machining (EDM),9chemicaletching,10laser machining,11micro-abrasive jet machining(MAJM),12and electrochemical machining(ECM).13ECM is a material removal process based on an electrochemical reaction between the electrodes in an electrolytic cell.It shows significant advantages over most other machining methods in terms of the absences of cutting forces and tool wear and the fact that it does not generate any residual stress or a heat-affected zone in the material of a workpiece.14Over the years,there have been a number of investigations of microgrooves fabricated by ECM.Lee et al.15compared two types of electrolyte,aqueous sodium nitrate and aqueous sodium chloride,in an ECM process,and a better morphology of microgrooves was obtained in the former one.Liu et al.16manufactured microring grooves on the inner face of a metallic cylinder by pulse electrochemical sawing micro-machining.During this machining process,a rotational dentate cathode was applied to promote a uniform distribution of the electrolyte and facilitate the removal of electrolytic products.Rathod et al.17developed a tungsten microtool to fabricate microgrooves on stainless steel by ECM and studied various parameters affecting machining results.Lee et al.18simulated the electrolytic flow and then selected an operational parameter to generate microscale grooves of 200 μm in depth and 500 μm in width on SS316 stainless steel sheets.Natsu et al.19fabricated microgrooves on both a plate and a cylinder by electrolyte jet machining and found that the groove width remained the same while the depth varied with changes of the nozzle’s moving speed.Ghoshal and Bhattacharyya20fabricated complex microgrooves of‘U”and ‘S” shapes on SS-304 stainless steel by micro-electrochemical sinking and milling along the paths of micro features.Chen et al.21applied an electrolyte system with double nozzles to reduce the corner radius and taper of the side walls of microgrooves.However,in most of these studies,grooves were fabricated one by one with a reciprocating motion of the cathode of which the working efficiency was low.
Through-mask electrochemical micromachining(TMEMM)is a common method adopted to machine surface texture in ECM.In TMEMM,a workpiece is covered with a patterned mask prepared by a lithographic process.When the electrolyte flows into the pattern,the exposed region is removed by electrochemical dissolution.With this method,a large number of microgrooves can be generated at the same time,which greatly increases the working efficiency.Research on fabricating micro-dimples by TMEMM has been widely reported,22–24although this technique is rarely used for machining microgrooves.
It has been shown that the dissolution law varies greatly among different materials in an ECM process.Machining of stainless steel,25titanium alloy,26copper,27and other metallic materials has been studied,while there has been no report of any investigation of machining of phosphor bronze,a common material for friction pairs in ultrasonic motors.In this paper,the rotor and stator materials of the friction pairs were polyimide and phosphor bronze,respectively.Microgrooves were fabricated on the surface of phosphor bronze by TMEMM.Different machining parameters,namely,the electrolyte inlet pressure,applied voltage,pulse duty cycle,and frequency,which may influence results greatly,were investigated.The friction coefficients of both smooth and textured surfaces were obtained from a pin-on-disk dry friction test.The wear morphologies of the corresponding pins were also investigated to determine their effects on decreasing the wear rate of the contacted friction pair surfaces.
2.Analysis of electric field and current density
To investigate the profile of microgrooves in TMEMM,a mathematical model is set up,as shown in Fig.1,whereW0is the width of each microgroove on the mask,Gis the distance between the anode and the cathode,andH0is the thickness of the mask.
The electric potential,φ,in the inter-electrode gap can be approximately described by Laplace’s equation as

The boundary conditions are as follows:

whereUis the applied voltage and n is the unit normal vector of surface.
The current density,i,can be expressed by

where κ is the conductivity of the electrolyte.In this paper,the COMSOL Multiphysics package was used to simulate the current density distribution over the workpiece surface under the following conditions: κ =10 S/m,G=2 mm,H0=50 μm,andW0=110 μm.The simulation results on the current density distribution at different applied voltages are shown in Fig.2.It can be seen that the current density increases with increasing applied voltage.Moreover,the maximum current density occurs at the edge of a microgroove and decreases to the center(see Fig.3).
According to Faraday’s Law,the volume of material removed during the machining process can be calculated as

where η is the current efficiency,ω is the volumetric electrochemical equivalent of the material(mm3/(A·s)),Iis the mean current intensity(A),andtis the machining time(s).Thus,the profiles of microgrooves can be predicted,and a central peak might be formed at the bottom of a microgroove.
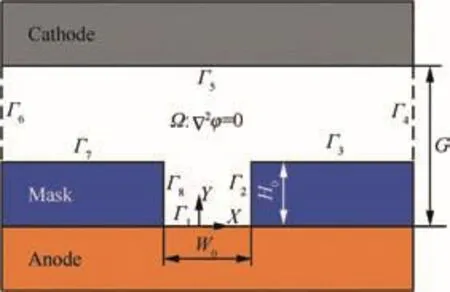
Fig.1 Electric potential distribution in the inter-electrode gap.

Fig.2 Current density distribution at different applied voltages.
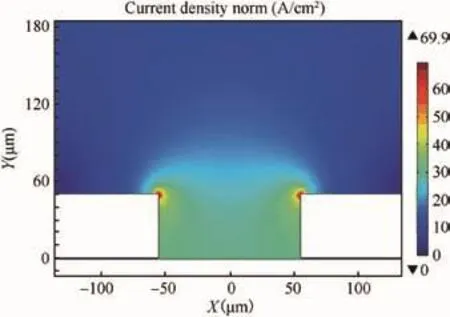
Fig.3 Current density norm at an applied voltage of 25 V.
3.Experimental procedures
3.1.Electrochemical machining
The experimental system is schematically shown in Fig.4.It consists of an electrolyte-circulating system,a power supply,electrodes,a PC-based digital acquisition system(PC-DAQ),and a time switch.Phosphor bronze samples with a diameter of 34 mm and a thickness of 5 mm were applied as the anodic workpiece for the machining process.The chemical composition of phosphor bronze is listed in Table 1.The samples were polished to a surface roughness of 0.16 μm and cleaned with absolute ethanol before experiments.

Fig.4 Experimental system set-up.

Table 1 Chemical composition of phosphor bronze.
The machining process involved two steps.The first was lithography.A dry film(GPM220;DuPont,USA),which was a negative photoresist with a thickness of 50 μm,was employed as a mask,with patterned microgrooves being produced by a photolithographic procedure involving lamination,exposure,and development.Microgrooves with a width of 110 μm and a center distance of 667 μm were obtained on the mask.
The second step was the ECM itself,in which the gap between electrodes was 2 mm.Fig.5 shows a schematic diagram of the TMEMM process.The electrolyte,sodium nitrate(NaNO3)solution,was at a concentration of 100 g/L and a temperature of 28°C, flowing along the patterned microgrooves on the workpiece surface.Back pressure was also introduced to make the electrolyte flow through the bottoms of the microgrooves and remove the electrolysis products from the working area completely.Thefixture’s detailed structure and the developed flow channel for the electrolyte are shown in Fig.6.The profiles of the microgrooves were measured by a three-dimensional profilometer(DVM5000;Leica,Germany)and a scanning electron microscope(SEM)(S-3400 N;Hitachi,Japan).
The parameters of the microgrooves(see Fig.7)are calculated as follows.The average width of the microgrooves is

whereWiis the microgroove width at theith measurement.The average depth of the microgrooves is

whereHiis the microgroove depth at theith measurement.
The standard deviations of the microgrooves’width and depth are

SWandSHquantify the amount of dispersions of width and depth,and lower values are preferred to obtain a higher machining accuracy.In Eqs.(8)–(11),Nis the total number of measured microgrooves;in this experiment,N=30.
The area ratio of microgrooves is

Fig.5 Schematic of the TMEMM process.

whereLis the distance between the microgrooves.The machining localization is

whereW0=110 μm.EFevaluates the degree of lateral etching of microgrooves,and higher values are preferred.
3.2.Friction tests
In order to examine the friction performance of the microgroove array on the phosphor bronze samples,comparative dry friction tests on surfaces with and without microgrooves were carried out on a friction tester(HSR-2 M,China).A pin-on-disk friction test was used to simulate the working condition of the ultrasonic motor,in which the square pin was made of polyimide with a width of 8 mm and the disk was a machined phosphor bronze sample.The sliding direction was perpendicular to the microgrooves,and the length was 16 mm,with a motor speed of 300 r/min.Each friction test was conducted for 30 min at a normal load of 120 N,which was calculated according to the working status of the ultrasonic motor.In order to ensure the stability of the testing system,the load was detected and controlled by load cells.
4.Results and discussion
The electrolyte inlet pressure,P,applied voltage,U,pulse duty cycle,D,and frequency,f,were varied to reveal their effects on the electrochemical machining of microgrooves on phosphor bronze.The machining parameters and results are given in Table 2.
4.1.Effect of the electrolyte inlet pressure on microgrooves
The electrolyte inlet pressure affects the machining results to a certain extent.It is important to choose an appropriate value for this pressure before evaluating the effects of other parameters.According to our previous investigation on generating micro-dimple arrays,parameters with a voltage of 20 V,a frequency of 0.12 kHz,and a duty cycle of 20%were applied.14Fig.8 shows the changes in the width and depth of microgrooves generated at inlet pressures of 0.1,0.2,0.3,and 0.4 MPa and an effective machining time of 10 s.Standard deviations of the width are 2.64,2.43,1.83,and 1.83 μm,while the depth standard deviations are 1.88,1.66,1.33,and 1.32 μm,respectively.There is no obvious change in the sizes of the microgrooves,which ranges from 175.0 to 180.5 μm in width and from 44.5 to 45.7 μm in depth.profiles of the microgrooves in Fig.9 shows that a smoother bottom can be achieved in microgrooves generated at an inlet pressure of 0.3 and 0.4 MPa instead of 0.1 and 0.2 MPa.A similar conclu-sion can also be drawn by the standard deviations of microgrooves’width and depth.In TMEMM,machining products block the electrochemical reaction and greatly affect the uniformity of machining once they accumulate at the bottom of microgrooves.With the application of a high electrolyte inlet pressure,machining products can be removed from the electrolyte easily,and microgrooves with smooth bottoms can be obtained.Compared with an inlet pressure of 0.4 MPa,the sealing performance of thefixture might be maintained more easily at an inlet pressure of 0.3 MPa.Thus,an electrolyte inlet pressure of 0.3 MPa is appropriate for generating microgrooves by TMEMM.

Fig.6 Detailed structure of thefixture.

Fig.7 Schematic diagram showing the definitions of the parameters.
4.2.Effect of the applied voltage on microgrooves
It has been verified that the machining voltage exerts a great influence on machining results in TMEMM.24Experiments 3 and 5–7 were conducted to identify the effects of the applied voltage on microgrooves.Fig.10 plots the variations in the width and depth of the microgrooves at applied voltages of 10,15,20,and 25 V,a frequency of 0.12 kHz,a duty cycle of 20%,an electrolyte inlet pressure of 0.3 MPa,and an effective machining time of 10 s.It is obvious that the width and depth of the microgrooves increase with an increase of the applied voltage.A high applied voltage leads to a high current intensity,which increases the volume of material removed according to Eq.(7).In addition,Fig.11(a)shows that a central peak remains at the bottom of a microgroove when the applied voltage is 10 V.According to the simulation results,a higher current density occurs at the edge other than the center of the electric field,and therefore the edge material removal volume is larger.However,when the applied voltage exceeds 15 V,the central peak disappears,and smooth microgrooves can be obtained(see Fig.11(b)–(d)).This can be explained by the fact that at a high applied voltage,the current density is way too high at the edge of the electric field,which results in a creation of excessive amounts of machining products(see Fig.12).Therefore,the electrical resistance increases at the edge and uniforms the distribution of the current density.Finally,microgrooves with smooth morphology are obtained.

Table 2 Machining parameters and results.

Fig.8 Effect of electrolyte inlet pressure on width and depth of microgrooves.
Usually,machining products need to be removed timely for improving the machining accuracy in ECM.However,in this paper,a new method is proposed to generate smooth microgrooves with an accumulation of machining products.Furthermore,it can be seen that the machining localization EF is enhanced,as shown in Fig.13.This is because the mask limits the lateral etching of the material while the microgroove depth still increases with increasing applied voltage.
4.3.Effect of the pulse duty cycle on microgrooves
To investigate the effects of pulse parameters on microgrooves machining,experiments with various pulse duty cycles were performed.Considering the capacity of our developed current acquisition system,experiments were conducted at a voltage of 15 V,a frequency of 0.12 kHz,an electrolyte inlet pressure of 0.3 MPa,and an effective machining time of 10 s.Fig.14 plots changes in the width and depth of microgrooves generated at different pulse duty cycles.The dimensions of the microgrooves vary little with increasing pulse duty cycle,ranging from 164.1 to 167.9 μm in width and from 33.8 to 37.0 μm in depth.However,there is an obvious variation in their threedimensional topography(see Fig.15).The standard deviations of microgrooves’width and depth are the smallest at a pulse duty cycle of 20%,so that the bottoms of these microgrooves are the smoothest.Since the pulse interval time is longer at a pulse duty cycle of 20%than those of any other pulse duty cycles,machining productscan be removed thoroughly through the flowing electrolyte.Therefore,a pulse duty cycle of 20%is suitable for generating microgrooves with a highquality three-dimensional topography.

Fig.10 Effect of applied voltage on width and depth of microgrooves.
4.4.Effect of the frequency on microgrooves
The effect of the frequency during TMEMM with a dry- film mask was investigated.Figs.16 and 17 respectively show variations in the dimensions and machining localizationEFof microgrooves generated at frequencies of 0.12,2,4,and 6 kHz,an applied voltage of 20 V,a duty cycle of 20%,an effective machining time of 10 s,and an electrolyte inlet pressure of 0.3 MPa.The width and depth of the microgrooves decrease while the machining localization grows with increasing frequency.Furthermore,the microgroove morphology becomes poor at high frequencies(see Fig.18).In order to illustrate this phenomenon,the current signal was collected during the machining process by the PC-DAQ and is shown in Fig.19.It is evident that the current decreases with increasing frequency.At a high frequency,the pulse interval time is too short to update the electrolyte in a single pulse duty cycle,which blocks the removal of machining products.The resulting accumulation of these products leads to an increased electrical resistance during machining,and therefore the current intensity decreases.According to Eq.(7),the volume of material removed decreases and shows a reduction of the microgrooves’dimensions.Meanwhile,the accumulated products are nonuniform,so that the dissolution of each area is uneven.As a result,microgrooves’morphology becomes poor,and the bottoms are no longer smooth.Similar conclusions regarding reduced width and depth were obtained in a previous report on the influences of the pulse frequency on machining accuracy and surfacefinish.17

Fig.9 profiles of microgrooves generated at different inlet pressures.

Fig.11 profiles of microgrooves generated at different applied voltages.

Fig.12 Distribution of reaction products with high applied voltages.

Fig.13 Effect of the applied voltage on machining localization EF.
4.5.Friction properties
It was found that the friction coefficient varied little with a change of the microgrooves’depths,but was affected greatly by the area ratio in our previous investigation.A high friction coefficient could be obtained with a microgroove area ratio over 20%.28,29specifically,in the friction tests of this paper,microgrooves of different widths and the average depth about 58 μm at an area ratio of about 25%were machined with the optimized machining parameters:an electrolyte inlet pressure of 0.3 MPa,an applied voltage of 20 V,a duty cycle of 20%,a frequency of 0.12 kHz,and an effective machining time of 10 s.Fig.20 shows a typical SEM image of a machined workpiece with microgrooves.
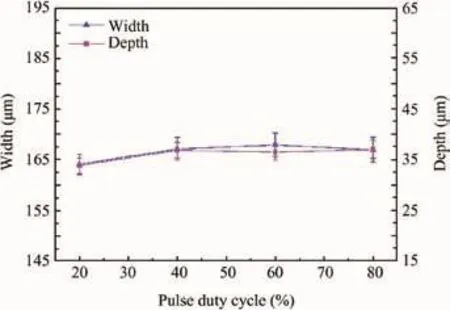
Fig.14 Effect of pulse duty cycle on width and depth of microgrooves.
The results of friction tests are shown in Table 3.It can be seen that the friction coefficients of surfaces with microgroove arrays are greater than that of a smooth surface,which is only about 0.245.The highest friction coefficient,0.334,is obtained when the average width of microgrooves is 188.6 μm.That is,the distance between the microgrooves is 750 μm.Fig.21 shows the optical images of wear track on the phosphor bronze surface.No obvious difference can be observed between surfaces with and without microgrooves.Since the hardness of polyimide is lower than that of phosphor bronze,polyimide was worn and adhered on the surface of phosphor bronze(see the gray zone in Fig.21).Therefore,the wear morphology of pins can be observed after the friction tests.SEM images of the corresponding pin surfaces are shown in Fig.22.A large area of material is detached from the substrate surface,and severe abrasion can be seen when a pin is rubbed with an untextured phosphor bronze surface.However,less abrasion and a better wear morphology of the pin surface are obtained when a pin is rubbed with a microgrooved surface.This can be attributed to the microgroove arrays.During a dry friction process,solid-solid contact inevitably occurs owing to the roughness and inaccurate morphology of contacted surfaces,which produces wear particles and promotes wear30(see Fig.22(b)).However,when the surface is textured,wear particles are captured into microgrooves,resulting in a reduction of abrasive wear(see Fig.22(c)–(f)).Thus,microgroove arrays have a beneficial effect on decreasing the wear rate while increasing the friction coefficient.Microgroove arrays can thus improve the magnitude of the output torque and service life of ultrasonic motors.

Fig.15 profiles of microgrooves generated at different pulse duty cycles.

Fig.16 Effect of frequency on width and depth of microgrooves.

Fig.17 Effect of frequency on the machining localization EF.

Fig.18 profiles of microgrooves generated at different frequencies.

Fig.19 Current signal at different frequencies.

Fig.20 SEM image of microgrooves machined with the optimized parameters.

Table 3 Friction coefficients of surfaces with different widths of microgrooves.

Fig.22 SEM images of pin surfaces under different conditions.
5.Conclusions
This paper has described an experimental investigation of a procedure for generating microgrooves on phosphor bronze material,in which the effects of different machining parameters were studied.Microgrooves ranging from 148.5 to 258.6 μm in width and from 17.6 to 58.0 μm in depth were successfully fabricated by TMEMM.Friction tests were also carried out.The following conclusions can be drawn from experimental results:
(1)A high inlet pressure and a low pulse duty cycle have the advantageofimproving themorphology ofthe microgrooves.
(2)The width and depth of the microgrooves were greatly affected by the applied voltage and the frequency.Moreover,a new method was proposed to generate smooth microgrooves with the accumulation of machining products.
(3)High-quality microgroove arrays can be well achieved with optimized machining parameters:an electrolyte inlet pressure of 0.3 MPa,an applied voltage of 20 V,a duty cycle of 20%,and a frequency of 0.12 kHz.
(4)Compared with a smooth surface,the friction coefficient increased from 0.245 to 0.334 and less abrasion was obtained when a surface was textured with microgrooves of which the width and depth were 185.6 and 57.6 μm,respectively.Microgroove arrays exhibit a good application prospect in improving the tribological performance of friction pairs in ultrasonic motors.
Acknowledgements
The work described in this study was supported by the National Basic Research Program of China(973 Program,No.2015CB057502)and the Fundamental Research Funds for the Central Universities(No.NZ2016106).
杂志排行

CHINESE JOURNAL OF AERONAUTICS的其它文章
- Particle image velocimetry for combustion measurements:Applications and developments
- Abnormal changes of dynamic derivatives at low reduced frequencies
- A new hybrid aerodynamic optimization framework based on differential evolution and invasive weed optimization
- Experimental study of an anti-icing method over an airfoil based on pulsed dielectric barrier discharge plasma
- Envelope protection for aircraft encountering upset condition based on dynamic envelope enlargement
- Effects of the radial blade loading distribution and B parameter on the type of flow instability in a low-speed axial compressor