金属材料实验室检测全过程分析方法探究
2018-06-28赵景红盛向军赵恒英曹际娟刘名扬
赵景红 盛向军 王 雷 赵恒英 曹际娟 刘名扬,2*
(1.辽宁出入境检验检疫局 辽宁大连 116001;2.大连交通大学环境与化学工程学院)
1 前言
在检验检疫实验室应对国务院机构改革和积极开拓市场的大环境下,针对海关和市场委托的各种检测需求和超出实验室检测范围的样品和项目,如何积极开展新的检测项目并在最短时间内获得准确可靠的实验结果、如何做到最短时间内保质保量的完成新的检测任务,提高检测能力,保证检测质量,赢得客户信任,是检验检疫实验室面临的关键问题。
银焊料(也称银钎料)包括银焊条、银焊丝、银焊片、银焊环、银扁丝,银焊粉等,广泛应用于机电、电子、家电、五金、汽配等行业。国内的银焊料从80年代开始发展[1],主要以银(Ag)-铜(Cu)-锌(Zn)体系为主体[2-3],根据所含元素和元素的含量不同其牌号众多,不同牌号的银焊料中的元素含量需要符合我国国家标准(GB)或美国焊接协会标准(ASW)。银含量对含银焊料性能有很大的影响[4],因此检测银焊料中的元素含量特别是银含量是否满足产品标准的要求,对于使用者来说非常重要。
本文以超出实验室检测范围的银焊丝中银含量的检测为实例,探讨了金属实验室在开发新的检测任务时,如何判断开展新项目的评审,并建立相应的程序以确定检测方法并实施检验及检测结果正确的全过程分析方法的可行性。
2 新开项目的评审和方法建立
本项目为实验室未开展的检测项目,经客户同意,实验室接收样品并开展相关项目的研发和检测。
2.1 样品接收
样品接收人员对客户提供的信息进行细致地咨询,尽可能实现对样品的名称、来源、规格、测试项目、检测依据和检测标准全面的了解,为实验室提供详细的检验依据。
2.1.1 客户提供信息
样品名称:银焊丝;规格:Φ1.0 mm;测试项目:Ag含量,范围45%~60%。
2.1.2 样品接收情况
样品外观:焊丝,银色表面微黄;焊丝牌号及其他相关信息、所用检测方法客户未提供。
2.2 方法选择
本项目为实验室未开展的检测项目,因此,需通过文献检索、产品质量标准检索,必要时辅助实验室初筛试验来确定检测方法和实验室需要具备相应的检测条件。
2.2.1 文献检索
通过检索可知,银焊料中银含量的检测方法有重量法[5]、容量法[5-6]、火焰原子吸收光谱法[7]及电感耦和等离子体原子发射光谱法(ICP-AES)[8]。焊丝的产品牌号通常符合国标(GB)或美标(AWS)产品标准。根据银焊料所含金属元素的种类和含量不同,牌号不同,其性能和用途也不同。GB/T10046-2008[5]给出了10类48个型号的银焊料,其银含量从5%~85%,除Ag、Cu基体外,不同型号的银焊料还有Zn、锡(Sn)、镍(Ni)、铬(Cd)、锰(Mn)、锂(Li)、铟(In)等金属元素。含镉银焊料因含有重金属Cd,对环境和人体健康有危害[8],不能用于食品用容器的焊接,含镉焊条的使用可造成环境污染,国内外一直在致力研究性能相近的环保替代焊料[9-11]。
根据客户提供信息,银含量应在45%~60%之间,但具体属于哪一类的什么牌号的焊料未知。
2.2.2 初筛试验
实验室采用X射线荧光光谱法[13]定性及半定量测定银焊丝中的金属元素成分及其含量,从而初步判定待测样品的牌号和银含量。
2.2.2.1 样品制备
截取银焊丝1~2 cm,用微晶纤维素压制成试料片,见图1。
图1 银焊丝试料片
2.2.2.2 测定
将压制好的试料片置于X射线荧光谱仪中测定。
2.2.2.3 结果与分析
X射线荧光光谱法测定结果以金属氧化物的形式给出,金属含量由金属氧化物测定结果计算,银焊丝主成分测定结果见表1。

表1 银焊丝主成分的XRF测定结果
由检测结果可知,银焊丝中含有 Ag、Cu、Zn、Cd 4种金属,由此判定该银焊丝属于银铜锌镉类焊料,根据客户所提供的资料Ag含量为45%~60%可以判断,该银焊丝可能为BAg45CuZnCd焊料(主要化学成分:Ag:45±1,Cu:15±1,Cd:24±1,Zn: 余量)或BAg50CuZnCd(HL313)焊料(主要化学成分:Ag:50±1,Cu:15.5±1,Cd:18±1,Zn:余量)。
由表1中计算的金属含量初步判定,该银焊丝应为BAg50CuZnCd(HL313)焊料,其主要化学成分:Ag:50±1,Cu:15.5±1,Cd:18±1,Zn:余量。 性能:钎焊温度635~780℃,熔点低,接点强度高。应用:适用于钎焊铜,铜合金,钢及不锈钢。
2.2.3 方法评审和选择
根据检索的国家标准方法,拟采用GB/T 10046—2008[5]国家标准方法中附录A中的方法1:氯化银重量法测定银含量,与实验室沟通并核实该方法所需要的人员、设备、材料、方法和环境,具备检测该项目的必要条件。
3 实验室检测
3.1 测试前的准备工作
根据检测方法,在检测前,实验室全面分析了影响实验结果的所有因素:
(1)金属银在空气中易形成Ag2S而使焊丝表面发黄,实验时应用金相砂纸打磨去除表面层后制样称量。
(2)重量法首先采用硝酸溶解样品,过滤不溶物后用稀盐酸滴加生成氯化银沉淀,为避免样品溶解时有Cl-,所用蒸馏水采用高纯水,所用试剂均为高纯级,所用烧杯、玻璃棒、G4坩埚等器皿均用稀硝酸浸泡后用高纯水清洗。
(3)G4坩埚使用前在实验温度下烘干至恒重,滴加稀盐酸需过量,且AgCl沉淀需避光放置12 h以上。
实验室根据上述可能影响检测结果的所有因素进行了全面分析及考虑,实验前做好了充分的前期准备工作。
3.2 样品测定
称取1.0 g处理好的试样(精确到0.1 mg)置于300 mL高型烧杯中,加入10 mL硝酸(1+1),盖上表皿,慢慢加热至银焊丝全部分解,煮沸使氮氧化物溢出。如有沉淀,过滤后加入高纯水至150 mL,边搅拌边滴加盐酸(1+9)至不再产生氯化银沉淀后,再过量加入1 mL盐酸(1+9)使其饱和,充分搅拌后加热煮沸 5 min,于暗处放置过夜(12 h)。
用已恒重的玻璃坩埚抽滤分离,先用硝酸(1+100)洗涤沉淀数次,再用高纯水充分清洗。将沉淀及玻璃坩埚置于130±1℃烘箱中烘干1 h,放入干燥器中冷却至室温,然后称其质量,反复该操作直至恒重。
3.3 检测结果
银的质量分数按下式计算:

其中,m1—玻璃坩埚及沉淀的总质量,单位g;
m2—玻璃坩埚的质量,单位g;
m0—试样的质量,单位g;
0.7526 —氯化银的换算系数。
采用重量法测量,按上式计算银含量,3次平行实验原始数据及测定结果见表2,3次测定结果的平均值为49.90%。
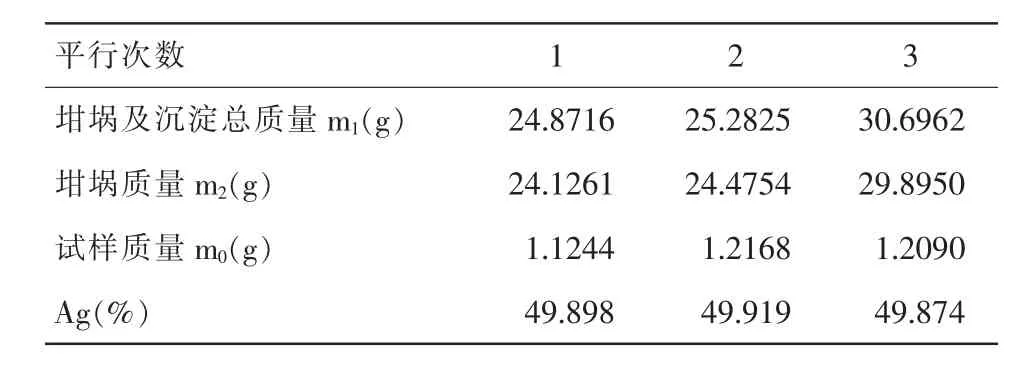
表2 3次平行实验原始数据及测定结果
4 检测结果准确性评价
对于未知牌号焊料的检测方法,通过前期的文献检索,初步掌握了银焊料的分类和牌号要求。通过方法调研,判定了银焊丝的牌号后,选择正确的标准方法来检测,在检测过程中严格按照标准要求,并尽可能考虑到影响实验结果的所有因素并在实验中消除。
检测结果Ag含量为49.90%,3次测定结果的相对误差小于0.06%,满足重量法中对检测精度的要求,本文同时将重量法测定中的滤液进行了ICPAES测定,未检出滤液中有损失的Ag+。
结合X射线荧光光谱分析结果,由此确证所检测的银焊丝为BAg50CuZnCd(HL313),银含量符合BAg50CuZnCd(HL313)焊料中 50±1%的要求,该产品中的银含量符合产品质量要求。
5 结论
本文建立了一种金属材料检测实验室从样品接收、方法选择、实验室检测到检测结果准确性评价的全过程分析方法,以期作为实验室质量控制的有效补充,架起客户与检测人员、实验室管理者三方沟通的桥梁,对提高金属材料实验室检测质量及开拓检测市场能力具有积极的推广作用。
[1] 吴昌辉.银焊料和铜焊料的最近动向[J].上海有色金属,1980,(5):54.
[2] 卢方焱,薛松柏,张亮,等.Ag—Cu—Zn系钎料的研究现状及发展趋势[J].焊接,2008,(10):13-19.
[3] 张涛,薛松柏,马超力.Ag-Cu-Zn系钎料的研究现状[J].焊接,2014,(10):10-15.
[4] 王禾,薛松柏,刘霜.银元素对含银钎料性能的影响[J].中国有色金属学报,2016,(11):2340-2352.
[5] GB/T 10046-2008银钎料[S].
[6] 赵洁芳.银焊条中银的化学分析 [J].杭氧科技,2003,(2):50-51.
[7] 王亚军.火焰原子吸收法测定铜银线和银焊料中的银含量[J].宝成科技,2006,(1):15-17.
[8] 周南,诸杏君,朱福珍.银焊料中银铜镍锌锰锡的测定[J].分析试验室,1986,(11):57-58.
[9] 王文玲.对既往接触含镉银焊条工人的随访[J].国外医学卫生学分册,2000,27(4):246.
[10] 张殿英.低毒银钎料的探讨[J].焊接技术,1981,(4):32-34.
[11]上海有色金属焊接材料厂.无镉银钎料的试制[J].焊接通讯,1983,(3):18-21.
[12]韩宪鹏,薛松柏,赖忠民,等.无镉银钎料研究现状与发展趋势[J].焊接,2007(6):19-23.
[13]GB/T 16597-1996冶金产品分析方法 X射线荧光光谱法通则[S].
