聚丙烯装置排产优化
2022-03-23李世博
李世博

摘 要: 本文讨论了聚丙烯装置在生产多个牌号时,以减少各牌号之间切换次数和降低过渡料量为原则,通过优化调整各个牌号的切换次序,达到 稳定工艺生产,满足客户要求,增加企业效益的目的。
关键词: 聚丙烯装置;排产优化
引言:某公司烯烃部聚丙烯装置产能为6万吨/年,由于近年来聚丙烯 市场竞争激烈,通用类树脂产品效益下滑。对于企业来说,只生产通用料 牌号产品远远不能满足企业效益要求,因此开发生产多个牌号的树脂专用 料、新产品,适应各个不同领域的专用需求,来提高产品牌号的附加值。 但由于专用料市场应用的局限性,每月的牌号生产是根据客户的要求,以 销定产的原则来安排,这样生产装置每月都要安排多个树脂牌号生产。本 文对聚丙烯裝置每个月的牌号排产优化进行了讨论。
1 聚丙烯装置简介
某公司烯烃部聚丙烯装置采用Basell公司的“Spheripol”工艺,反应系 统由一个液相环管反应器和一个气相流化床反应器组成,采用裂解装置聚 合级丙烯为主要原料,可生产聚丙烯均聚产品,无规共聚产品和抗冲共聚 产品, 1995年11月装置建成投产,产能6万吨/年。
2 聚丙烯牌号切换和过渡料
聚丙烯的每个牌号均是由一组装置工艺参数组合生产的,牌号切换指 的是从生产一个牌号的一组装置工艺操作参数组合切换到另外一个牌号的 另一组工艺操作参数组合的过程[1] ,在这个过程中产生的产品既不符合上 一个牌号的工艺指标要求,又不符合下一个牌号的工艺指标要求,而且在 这个过程中各项参数不是稳定的,而是变化的,所以这段时间生产的产品 性能较低,称为过渡料,价格也比正品料低。
3 优化排产的原则
树脂产品大多是买方市场,排产遵循的原则是满足客户需求,以销 定产。装置基本是以月度计划作为周期进行排产的,客户上报月度需求计 划,并在当月把产品提走。聚丙烯装置做排产前需要首先由销售部门收集 主要客户月度需求计划量,对需求进行整合分析,然后根据本装置的月度 计划产量排出各分牌号产品的产量。确定了各牌号产量后,在安排各牌号 的生产顺序所遵循的原则是最少的牌号切换次数和产生的过渡料量最少, 因为在总产量一定的情况下,少产过渡料意味着多生产正品料,可以提高 经济效益。
4 聚丙烯装置典型月度排产示例
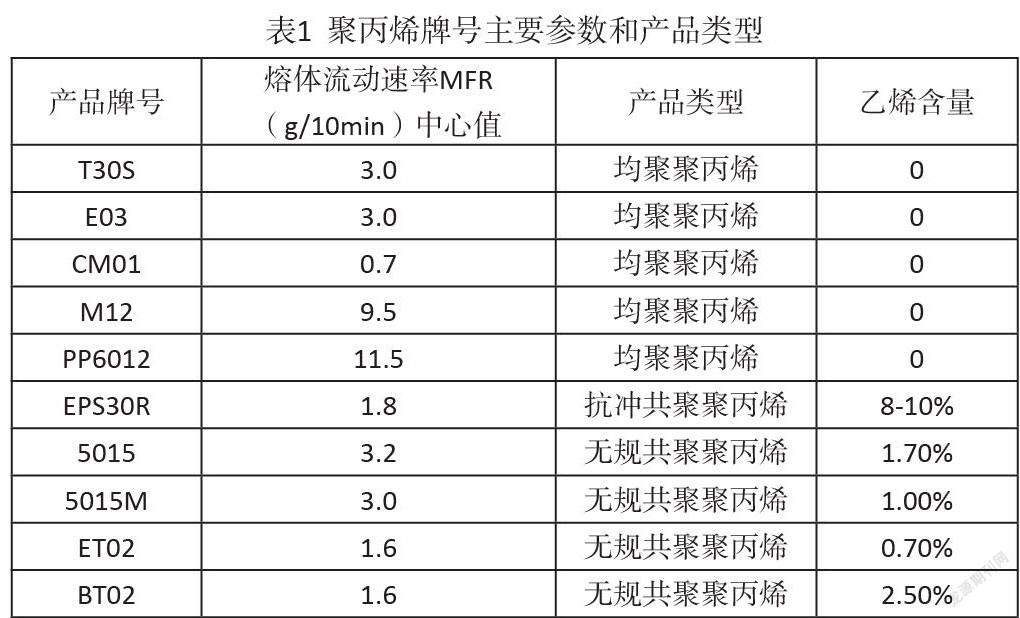
聚丙烯每月生产的牌号主要有T30S, EPS30R, M12, 6012, 5015, 5015M, ET02, BT02, E03等,它们的主要性能参数和产品类型如表1。
从表1可以看出,聚丙烯装置生产的主要产品牌号包括了所有三个聚 丙烯产品类型, T30S、 E03、 CM01、 M12、 PP6012是均聚聚丙烯牌号, 5015、 5015M、 ET02、 BT02几个牌号是无规共聚聚丙烯牌号,而EPS30R是 抗冲共聚聚丙烯牌号。其中T30S为通用料牌号,生产难度低,生产厂家 多,市场容量大,附加值较低。其他牌号为专用料牌号,生产难度高, 市场集中于少数客户,附加值高。同类型聚丙烯牌号之间切换产生的过 渡料量主要依赖于牌号的熔体流动速率,即MFR值的差异。如同为均聚聚丙烯的CM01 (MFR: 0.7g/10min), T30S (MFR: 3.0 g/10min), M12 ( MFR: 9.5 g/10min )之间切换,MFR差异越大,切换起来过渡料量越 多,例从CM01切换到T30S过渡料为25吨,从T30S切换到M12过渡料为30 吨,而从CM01切换到M12的过渡料为35吨。由于工艺特点,从高MFR的牌 号切换到低MFR的牌号过程要比同样低MFR到高MFR产生更多的过渡料, 如以上过程倒过来切换时,从M12切换至T30S产生过渡料35吨,从T30S切 换至CM01过渡料30吨,从M12直接切换至CM01过渡料50吨,所以排产时 应避免直接从极高MFR的牌号切换至极低MFR的牌号,而要在其中安排中 间MFR的牌号进行过渡,以减少过渡料的总量。相近MFR的牌号要安排连 产,例T30S和E03连产, 5015和5015M连产, M12和PP6012连产等,由于这 几组牌号MFR相同或相近,连产时基本不产生过渡料。不同类型的聚丙烯 牌号之间切换情形不同,抗冲共聚聚丙烯牌号由于要开气相流化床共聚反 应器,牌号中乙烯含量高,大幅度提高产品的冲击性能。所以从各个牌号 切换到抗冲共聚牌号过渡料均较多,都在40吨以上。所以抗冲共聚牌号切 换后应保持一个相对较长的生产周期,最好安排在月末和下月初连产,这 样可以一次切换满足前后两个月的客户需求,尽最大可能减少过渡料。无 规共聚聚丙烯与均聚聚丙烯一样,只开环管反应器,只是在大量丙烯的基 础上加少量乙烯,增加产品的冲击性能和透明性。排产时主要考虑MFR, 次要考虑乙烯含量。表2为几个典型牌号之间切换产生的过渡料量。
聚丙烯装置月度计划产量约6000吨,各个牌号的典型月度需求量见表3。
如果本月初的牌号是T30S, 那么最优化的排产顺序为: T30S→E0 3→6012→M12→5015→5015M→ET02→CM01→EPS30R ,然后 EPS30R 下月初连产。若本月初的牌号是 EPS 30R ,则优化的排产顺序变为 EPS30R→CM01→ET02→5015→5015M→ 6012→M12→E03→T30S ,然后 T30S下月初连产。这样两种排产当月过渡料量总体约为150吨,如果采用 其他顺序排产,过渡料都在150吨以上。在排产时应尽量把量大的牌号放 在月底和月初连产,这样做是为了避免装置发生波动达不到月计划产量 时,可以保证前面排产的量小的专用料牌号的交货,月底量大的牌号少交 货一部分,减少对市场客户的影响。
5 结论
通过对聚丙烯牌号类型、熔体流动速率等参数指标的分析,对聚丙 烯的排产进行了优化,以减少牌号切换次数,减少过渡料量,增加企业效 益。随着市场的变化,还会有更多的新开发牌号加入到排产序列中,根据 新牌号参数进行科学分析,优化排产,提高企业效益,是一个长期的持续 的过程。
参考文献:
[1]张伟,聚丙烯排产牌号的筛选与优化[J].广东化工,2014,41(24):61-62.
