CAP1400钢制安全壳底封头支撑短柱安装工艺探讨
2018-06-25吴硕
吴 硕
(中国核工业二三建设有限公司,北京101300)
在国内AP1000依托电站中,CV底封头的整体施工工艺顺序采用的是“正装法”,即从CV底封头底部第四圈板开始进行拼装,最后拼装上部的第一圈板。为便于底封头组装焊接工程中单板位置与形状偏差的调整,设计制造了一个“鸟巢型”的底封头组装调整支架,用于支撑和调整底封头单板的位置与形状。浙江三门底封头组装如图1所示。

图1 浙江三门底封头组装示意图
与之相比,CAP1400型压水堆核电机组CV底封头的施工工艺顺序采用的是“倒装法”,即从上部第一圈板开始拼装,其在拼装过程的支撑结构形式也发生了变化。CAP1400型CV底封头顶部18张BH1板采用长支柱结构进行支撑,18张BH1板的底部焊接18根支撑短柱,此支撑短柱与下部的18根长支柱结构采用螺栓进行连接。如图2、3所示。
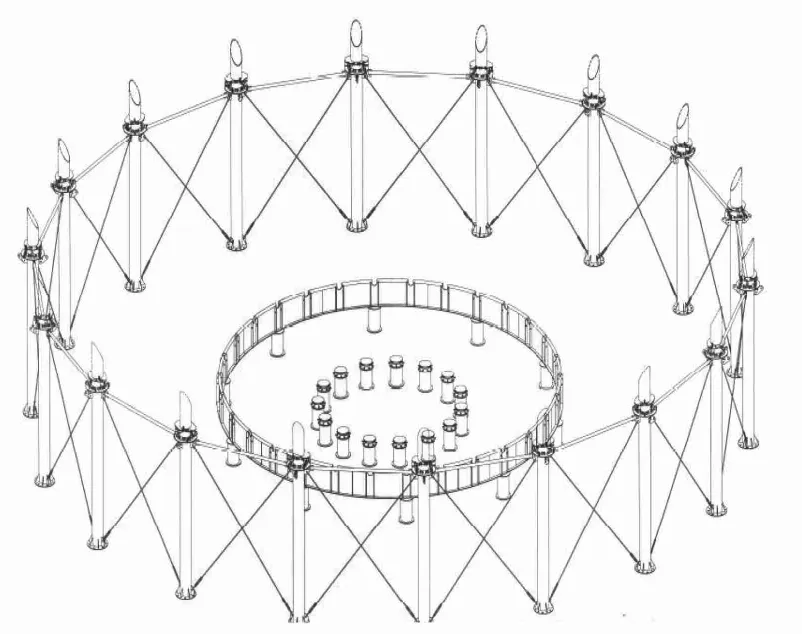
图2 CAP1400底封头长支柱结构示意图

图3 CV底封头短柱与长支柱连接示意图
现场需要将短柱精确定位并采用手工电弧焊焊接到单片板上,因此需要设计出一套安装支撑短柱的工装,既能精确定位又能保证焊接质量。支撑短柱结构如图4所示。

图4 支撑短柱结构示意图
1 CV底封头支撑短柱安装方法的分析及确定
支撑短柱的安装有两种安装方法可进行选择:第一种是卧式安装方法,与球罐瓜瓣焊接支腿一样,即将BH1板内侧朝下,再将短柱与BH1板进行连接;第二种是立式安装方法,即将BH1板竖立起来,与拼装时状态一致,再将短柱与BH1板进行连接。
1.1 支撑短柱“卧式”安装方法
卧式安装方法的基本思路是:将BH1板弧形内侧朝下卧式固定,然后定位并安装支撑短柱。支撑短柱“卧式”安装流程如图5所示。

图5 支撑短柱“卧式”安装流程示意图
此方法可降低施工高度,能避开高空作业的风险。但若采用“卧式”安装方法,将有以下不利因素:
(1)单板的内表面朝下,将无法对单板的各项技术指标进行实时测量监控,出现偏差后调整难度大。
(2)“卧式”安装针对支撑短柱的安装定位只能是理论划线,无法消除单板的实际形态和理论之间的偏差,定位不准确。
(3)支撑短柱的重量较重,要保证其与单板的组对间隙难度大,定位将存在偏差。
(4)单板运输到场是内表面朝上,需要翻转后才能焊接短支腿,焊完后再翻转过来吊装到长支柱组架上。增加了施工步骤,存在单板变形的风险,同时也增加了施工安全风险。
1.2 支撑短柱“立式”安装方法
立式安装方法模拟的是BH1板在正式拼装的状态,能将BH1板的整个安装调整形式与实际拼装过程保持基本一致。支撑短柱“立式”安装流程如图6所示。
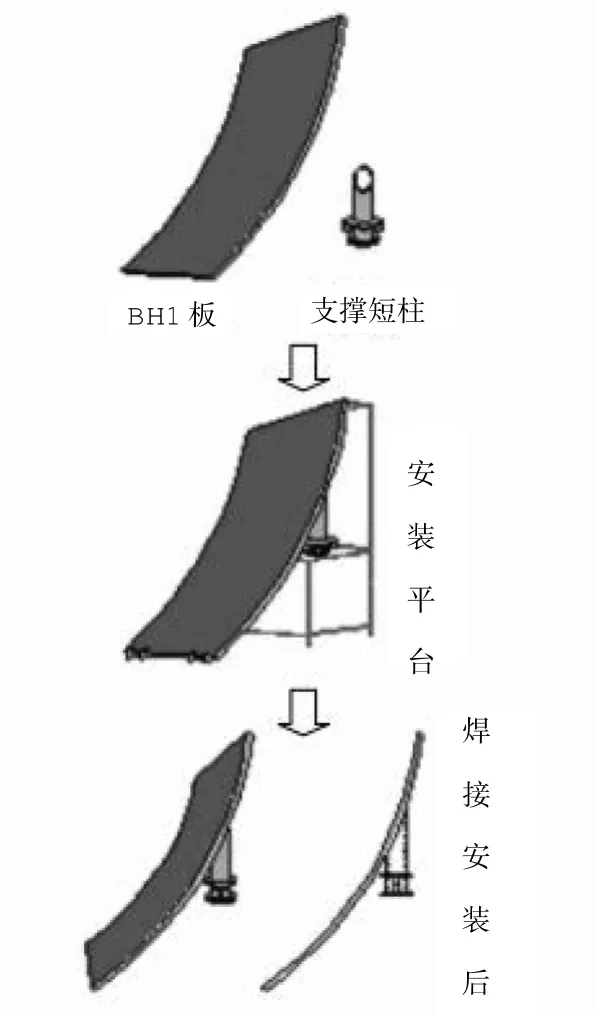
图6 支撑短柱“立式”安装流程示意图
此方法可根据BH1板的设计安装位置来确定CV底封头支撑短柱安装工装的大小及安装位置,以使BH1板放置到安装工装上后,通过调整BH1板的位置,使其能够按照设计安装位置就位于安装工装上。此方法通过模拟BH1板的设计安装位置来进行支撑短柱的定位安装,提高了支撑短柱定位安装的准确性。
因BH1板内表面朝外,其各项技术指标可以更直观的进行测量,并且可通过在内侧设置调整工装对单板进行调整;同时能通过顶升装置调整短柱的位置,使短柱的顶端与BH1板贴合,更容易达到组对要求,并且安装方便。
1.3 支撑短柱安装方法的确定
通过对“立式”和“卧式”两种安装方法分析对比,“立式”安装方法从单板变形控制及调整、支撑短柱的精确定位、安装便利性方面都比卧式安装方法效果更佳,降低了施工难度,便于操作,省时省力,提高了工作效率,加快了施工进度。
同时,为了满足立式安装的工艺要求,需要设计一套能满足支撑短柱精确定位和安装的工装。
2 支撑短柱安装用工装的介绍
CV底封头支撑短柱安装工装包括BH1单板上缘支撑架、中间支撑架、下缘支撑架和短柱安装用轨道。在设计时,上缘支撑架的支撑点、中间支撑架的顶端和下缘支撑架连接形成弧线,该弧线与CV底封头的BH1板的弧形结构相同,并且各支撑架顶部均有微调装置,保证各支撑点与BH1单板接触。工装结构示意图如图7所示。

图7 支撑短柱安装工装结构示意图
将BH1板放置到安装工装上后,BH1板的底部抵住下缘支撑架,BH1板的中部依靠中间支撑架的顶端支撑,BH1板的上部抵靠上缘支撑架的支撑点上,以实现将BH1板固定于工装上。另外,中间支撑架和下缘支撑架相对上缘支撑架设计为对称结构,这样利用一套工装可以同时调整两张BH1板。BH1板安装固定如图8所示。
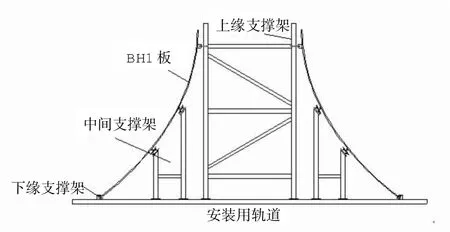
图8 BH1板安装固定示意图
支撑短柱安装用轨道沿垂直于工装的侧面方向穿过工装结构,轨道也铺设于施工现场的地面上,轨道上设有运输车,运输车为矩形框架结构,如图9所示,运输车底部设有万向轮,能够在轨道上滑动,使用时,将支撑短柱放置于运输车上,通过运输车将支撑短柱运送到安装位置。

图9 支撑短柱运输轨道示意图
3 结束语
目前“立式”安装方法已成功应用于CAP1400示范工程1#机组CV底封头BH1板支撑短柱的安装,支撑短柱的定位及BH1板的各项技术指标均能满足设计要求,现场安装如图10所示。同时,CAP1400项目CV底封头组装支撑结构相比AP1000简洁、运输方便,节省了大量的材料,提高了工作效率。

图10 支撑短柱现场安装示意图
[1]林诚格.非能动安全先进核电厂AP1000[M].北京:原子能出版社,2010.
[2]SNG-MV50-Z0Y-001,安全壳设备规格书[S].
[3]建筑施工手册编委会.建筑施工手册[M].北京:中国建筑工业出版社,2012.
