法兰密封面三维光学检测系统设计
2018-06-01文龙
, , , , ,文龙
(1.中核武汉核电运行技术股份有限公司,湖北 武汉 430223;2.华中科技大学数字制造装备与技术国家重点实验室,湖北 武汉 430074)
0 引言
法兰密封面作为核电各压力容器主设备的承压边界,需要定期对密封面的形位、尺寸误差和表面缺陷进行检修[1]。密封面主要失效形式包括由热应力和机械应力冲击导致的微量形状、尺寸变形,以及由于液体腐蚀或拆装过程机械损伤导致的剥落、凹点、划痕等缺陷[2],传统检测方式采用专用直径千分尺、塞规等对形状/尺寸误差进行测量,采用肉眼识别表面缺陷,检测效率低、随机因素影响较大、可靠性差,不利于密封性的保障[3]。研究机器人光学测量系统代替人工检测,获取密封面表面的点云数据,并通过集成化的数据处理软件计算密封面尺寸、形位误差,识别表面缺陷是一种可靠的检测方案。
1 系统设计要求和硬/软件组成
机器人光学测量系统是针对某型号法兰密封面,用以满足现场使用环境和检测技术要求而开发设计的一套专用自动化三维扫描检测设备,可用于检测密封面的形位尺寸误差及识别表面缺陷。
1.1 设计要求
1.1.1 硬件设计要求
针对某型号法兰密封面的形状尺寸及检修要求,应能够进行多轴转动和多方向进给运动,以完成密封面全范围内特征数据的扫描和数据采集工作,系统整体测量精度不低于0.1mm。
1.1.2 软件设计要求
数据处理软件可对检测点云进行合并、精简、去噪等预处理,将点云数据与CAD模型进行配准对比和分析,计算密封面直径和深度尺寸误差,密封面圆度和密封面平面度形状误差,识别各密封面上一定尺寸的缺陷并标识出缺陷位置,然后自动输出分析报告。
1.2 系统硬/软件组成
机器人光学测量系统由数据采集系统、机器人运动平台、安装支架、控制及分析软件及其他附件五部分组成。下面根据设计要求对各个部分进行设计。
1.2.1 数据采集系统
数据采集系统采用光栅式面阵扫描仪,基于三角测量原理的双目PMP(phase measurement profilometry)立体视觉三维测量技术[4],通过投射器向被测物体投射具有不同相位差的参考光栅,计算每个像素点的相位值并根据相位值计算物体的三维坐标,可利用标志点对多视角测量点云数据进行自动拼接[5]。
1.2.2 机器人运动平台
机器人运动平台选型需满足检测范围、运动自由度、负载、通信和安装要求,其工作范围能覆盖密封面完整检测区域,选用ABB某型号6轴机器人可满足相关要求。
1.2.3 安装支架
设计专用安装支架将机器人倒置固定在密封面正上方,并且通过Robot Studio软件仿真的方式确定机器人的最佳安装高度范围。安装支架整体采用高刚性铝型材三立柱框架结构,结构简单、重量轻和承载能力强。
1.2.4 控制及分析软件
控制及分析软件包括ABB机器人配套的Robot Studio机器人仿真仿真软件和自行开发的Robotscan数据采集和分析处理软件。Robot Studio是ABB公司提供的机器人模拟仿真与离线编程软件,可利用该软件对机器人和扫描仪的运动过程进行仿真规划。根据检测系统硬/件组成和数据分析需求独立开发的Robotscan软件可实现机器人、扫描仪与工作站之间的实时通信,具备测量数据采集、点云精简、点云-三维模型匹配、特征结构截面生成、2D尺寸及偏差计算、圆度、平面度计算、3D比较、误差色谱分析、缺陷识别等功能。
1.2.5 其他附件
其他附件主要包括标志点及其帖附装置、标准亚光标定单/双球等等。
系统整体布局如图1所示。机器人通过专用安装支架倒装在法兰密封面上方中央,光栅式面阵扫描仪连接在机器人手臂末端;机器人控制柜、数据交换器放置在设备附近;机器人和扫描仪的控制信号通过千兆网线引入远程便携式工作站,供操作人员远端控制。
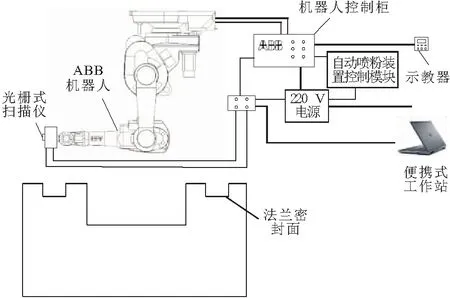
图1 系统整体布局
2 检测系统数据采集与预处理
2.1 路径规划
利用机器人光学测量系统自动采集点云数据前,需要根据扫描仪的较佳测量范围和测量距离对机器人测量路径进行规划,以保证测量视角和景深可以覆盖完整法兰密封面,同时避免所需的无干涉空间过大。对测量过程的一个静态截面进行分析,计算确定扫描仪测量密封面时的倾斜角度和相对位置;利用Robot Studio对扫描仪位姿进行运动仿真,确认在此位姿下是否与安装支架产生干涉,以及机器人动作可行性;旋转机器人的1轴来完成整个密封面测量路径的初步规划,如图2所示。
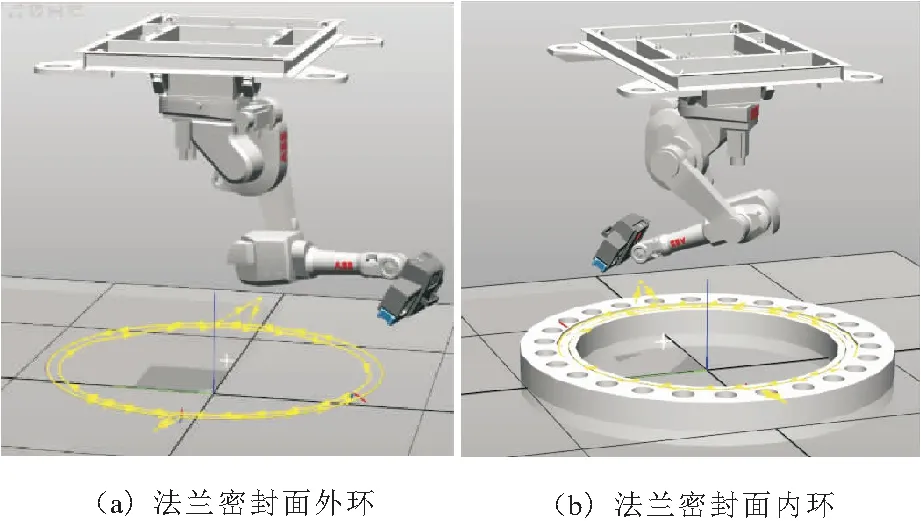
图2 机器人运动仿真路径
2.2 运动控制
在路径规划完成后,在整个设备动作过程中,对于机器人的运动控制需要考虑三种情况:
2.2.1 初次规划路径
对于初次规划检测路径的情况。首先利用Robot Studio仿真规划机器人路径,然后通过试验测试确认该路径是否能够完成密封面检测,若发现部分路径点存在问题,则通过示教器手动调整路径点的机器人位姿,直至满足要求为止。
2.2.2 路径偏移功能
发现缺陷或点云扫描缺失后,运动到对应的路径点并进行自动偏移的情况。在检测系统完成测量后,观察点云扫描结果是否存在缺失、未拼合上等问题,或观察测量点云的误差色谱图识别工件表面缺陷,可通过路径偏移功能控制机器人回到点云缺失或缺陷所在点云对应的测量路径点,在该点添加预设的偏移量调整扫描仪测量位姿,对局部进行重点测量获取更全面的测量点云数据,新获取较好的点云数据将替换之前较差的点云数据。
2.2.3 非初次检测路径选择
对于已检测过的密封面再次进行检测的情况。系统中会规划并存储各型号密封面的检测路径,可通过在PC端软件中直接选择使用其对应的检测路径程序,无需重新规划检测路径。
2.2.4 点云预处理
机器人光学测量系统所采集的点云数据可能存在点云数据规模过大(可达3 000万以上)、点云层叠、密度不均等问题,直接进行分析计算可能导致软件卡死甚至系统的崩溃,造成数据丢失等后果。为解决上述问题,需要对测量点云数据进行精简预处理。
目前常用的精简算法包括均匀精简、随机精简和曲率精简[6]。考虑密封面主要由平面和圆弧面等规则特征组成,随机精简则有可能造成重要测量区域的点云精简过多,曲率精简极易导致平面和圆弧面区域点云数据缺失,二者均会影响后续误差分析的精度;本方案考采用均匀精简的方式,可以在平面和圆弧面区域保留足够的点云数据,同时解决点云层叠、密度不均问题。
3 点云匹配与误差计算
3.1 点云匹配
点云匹配是将测量的点云数据和设计模型统一到一个坐标系下,目前最常用的点云匹配算法是最近点迭代算法[7]ICP(iterative closest point)。ICP算法稳定性较好,但对初始位姿比较敏感,在匹配计算迭代过程中有可能会陷入局部最优解,导致匹配失真和计算时间过长的情况。
本方案采用基于自适应距离的自适应距离函数匹配算法[8]ADF(adaptive distance function),通过定义自适应距离最小化目标函数,建立非线性优化模型,修正系数μ,具有二阶收敛特性,收敛速度快且收敛稳定不易发散,有效地解决了点云拼合中收敛速度与收敛稳定性协调的问题。采用ADF算法对密封面结构设计模型离散成点云数据,然后与设计模型本身进行匹配,匹配后的平均误差值为0.000 013 mm,均方根误差值0.000 027 mm。
3.2 误差计算
密封面结构尺寸误差计算主要包括直径、深度等二维尺寸误差和平面度、圆度等形位误差的计算。软件可根据测量点云数据与三维模型自动计算密封面的尺寸误差和形位误差,输出定制化的误差参数报告,提升误差参数计算效率。
其中,尺寸误差计算主要基于最小二乘法拟合直线以及圆等二维特征,求取密封面结构二维尺寸;依据相关国标,圆度和平面度形位误差计算采用最小二乘法拟合理想圆或平面,考虑光学测量方法受环境影响,测得的点云数据局部可能存在粗大噪音或浮动点,影响平面度或圆度的评估,在获取点云数据后需去除偏差值较大的粗大噪音点和浮动点,然后根据包容原则测定点云数据的圆度和平面度误差。
4 数据处理软件与试验测试
4.1 数据处理软件
根据检测系统硬/件组成和数据分析需求,采用Microsoft Visual Studio 2010工具在Windows10环境下,独立开发了Robotscan数据采集和处理软件,该软件具备测量数据采集、点云精简、点云-三维模型匹配、特征结构截面生成、2D尺寸及偏差计算、圆度、平面度计算、3D比较、误差色谱分析、缺陷识别等功能。软件整体框架和软件总体流程图如图3和图4所示。

图3 软件框架
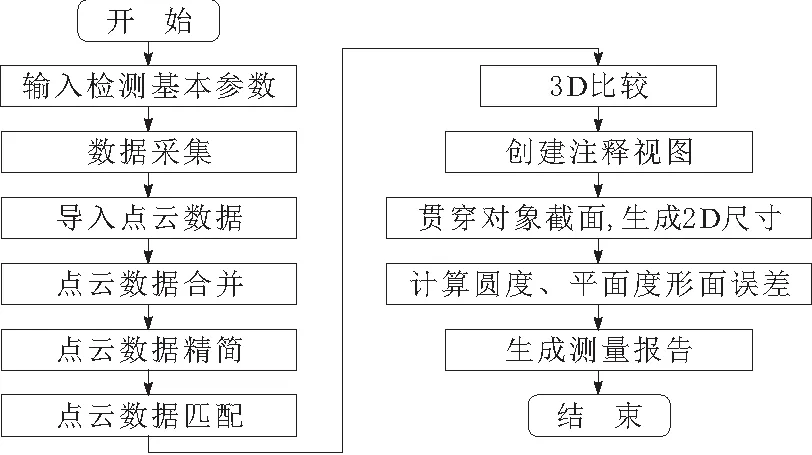
图4 软件总体流程
4.2 试验测试
搭建法兰密封面三维光学检测系统样机,并加工某型号法兰密封面1/5模拟样件(局部表面加工了已知微小深度缺陷),利用检测系统样机对密封面模拟样件进行检测试验,具体过程如下:①在密封面模拟样件待测区域均匀喷涂一层显像剂减少密封面样件镜面反射效应;②在密封面样件的周边设置测量标志点;③利用Robot Studio软件编制机器人运动轨迹,并通过示教器调整机器人位姿,使其能够以较佳的位姿测量密封面的同时拍摄到尽可能多的标志点,完成检测路径规划;④启动自动扫描模式,获取密封面样件的完整结构点云数据;⑤通过自行开发的Robotscan软件对测量数据点云进行精简、去噪、点云-三维模型匹配等处理,计算生成误差色谱图并对其进行误差分析。
法兰密封面三维光学检测系统样机通过12次拼接获取密封槽表面完整测量数据,原始测量点云规模约800万,精简、去噪处理后点云规模为50万,检测试验及测量点云数据分别如图5和图6所示。

图5 检测试验
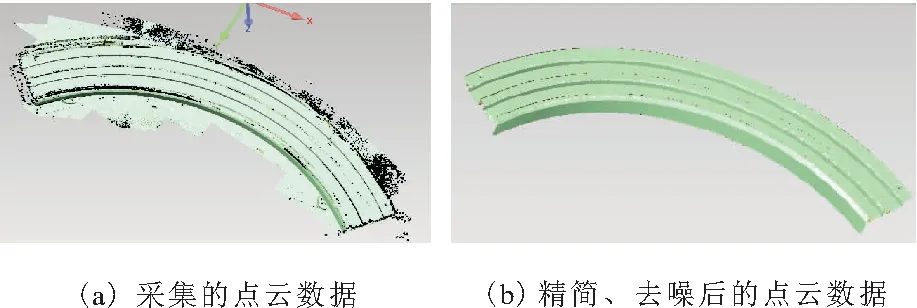
图6 密封面样件测量点云数据
经过点云匹配得到的误差色谱图和误差统计表,如图7和表1所示。点云数据的平均正向偏差为0.103 9 mm,平均负向偏差为-0.105 7 mm。试验过程,密封面样件通过两端支撑放置,由于重力产生轻微弯曲变形,两端支撑处上翘,中间无支撑位置下凹,通过观察误差色谱图可以发现点云的误差分布与实际变形情况基本一致。

表1 点云误差统计表

图7 密封面样件测量点云误差色谱图
利用高精度测量仪器测得密封面样件上加工的正方形和三角形缺陷实际深度分别为0.099 6 mm和0.049 9 mm,宽度均为1 mm。生成点云色谱后,缺陷以突出的颜色显示出来,如图8所示。点云色谱图显示方形缺陷的点云偏差为-0.09~-0.1 mm,三角形缺陷点云偏差为-0.05~-0.06 mm,与仪器测量深度基本一致,证明本系统具备较好的缺陷识别能力。

图8 缺陷识别
5 结束语
针对某型号法兰密封面的检测需求,设计了机器人三维光学检测系统,包括高精度面阵扫描仪、多自由关节机器人、专用数据处理分析软件等。
提出检测系统扫描路径规划和运动控制方法,实现机器人、扫描仪实时通信和自动化数据采集,并对测量的所得数据进行精简、去噪、点云-三维模型匹配,生成误差色谱图,计算密封面尺寸误差和形位误差。
搭建机器人三维光学检测系统样机,并加工某型号法兰密封面1/5模拟样件进行试验测试,验证了该系统设计的可行性和有效性。
参考文献:
[1] 冯晓东, 吴大转, 杨立峰, 等. CNP1000轴封式核主泵技术[J]. 排灌机械工程学报, 2016, 34(7):553-560.
[2] 钟雄. 核电站电动主给水前置泵密封面失效分析及结构优化[J]. 产业与科技论坛, 2013, 12(10):73-74.
[3] 王峰,朱伟. 反应堆核主泵轴密封的设计特点[J]. 城市建设理论研究, 2017(3):138-139.
[4] 刘浩然, 张文明, 刘彬. 基于双目立体视觉实现物体三维测量的研究[J]. 光子学报, 2009, 38(7):1830-1834.
[5] 欧阳祥波, 宗志坚, 熊会元. 基于标志点的测量数据自动拼接方法[J]. 中国图象图形学报, 2008, 13(2):298-301.
[6] 蔡志敏. 基于点云数据的精简算法研究[D]. 北京:北京建筑大学, 2014.
[7] BESL P J, MCKAY N D. A method for registration of 3-D shapes[J]. IEEE Transactions on Pattern Analysis & Machine Intelligence, 2002, 14(2):239-256.
[8] LI W L, YIN Z P, HUANG Y A, et al. Three-dimensional point-based shape registration algorithm based on adaptive distance function[J]. IET Computer Vision, 2011, 5(1):68-76.
