手机保护套制品的一种修边解决方案
2018-05-21莫校胜
莫校胜
(深圳市信濠精密技术股份有限公司,广东 深圳518000)
橡塑制品、金属压铸制品在生产加工过程中无法避免毛边的出现,这些毛边大小细则如发丝,粗则如碗口,并随着制品结构的难易程度和模具的磨损程度而千差万别,严重影响制品的外观及尺寸。若这类制品出现微细毛边后,制造企业多数通过人工手削方法处理,加工效率极低,且容易削伤制品,导致制品报废;当毛边出现较大时,人工就无法削除了,只能停产修模,严重影响企业正常生产。这些迫使业界急需寻找快速处理制品毛边的有效方法及设备。近些年国内有一些企业已经成功研制出一种液氮修边机,该设备能够在超低温环境下快速去除制品毛边。赵光贤[1]在橡胶制品的冷冻修边一文提到冷冻修边技术的演变,简单介绍了四种冷冻修边机的结构。
液氮修边机的工作原理是利用液氮急速冷冻使橡塑制品、金属压铸制品在超低温临近脆化的环境下,并通过高速离心装置,将耐低微粒连续、高速喷射在临近脆化的冷冻制品表面,使制品毛边与主体自动分离,达到去除效果,并能让制品恢复常温后各项性能恢复原来的状态,不影响使用效果。虽然液氮修边机具有高效的修边能力,但是影响制品修边的因素有各种各样,若制造企业不了解制品的低温属性和液氮修边机的主要性能,而随意组合这些因素,是不能快速地导入生产,更不能有效发挥液氮修边机的作用。对于如何利用液氮修边机快速且有效地寻找影响制品修边效果的主要因素,目前业界在此方面暂无明确的文献资料介绍。
1 研究对象
以一种橡塑制品——手机保护套为研究对象,探讨如何利用液氮修边机快速而有效地寻找影响制品修边效果的主要因素。本手机保护套采用抗冲击性能能力特强的PC材料作为基材,而保护套四周拐角处采用回弹能力较好的TPE软胶材料,并采用双色注塑机及双色模具注塑成型。由于TPE材料流动性比PC好,手机保护套模具在正常情况下量产一段时间后,制品上的TPE软胶会逐渐出现些细小毛边或批锋。这些软胶毛边在常温下用常规方法难以处理干净。目前随着冷冻修边机技术的成熟和推广,这些毛边可考虑使用液氮修边方案来处理[2]。
2 理论分析和验证
要想使用液氮修边机,必须让手机保护套制品边缘毛边在超低温条件下使脆化,又不能破坏制品的整体韧性,所以必须对手机保护套自身的材料的脆化临界温度、冷冻喷射粒子的材质和颗粒大小、喷射速度、冲击动能等影响因素进行理论分析和验证。
首先,考虑液氮的工作温度和制品的脆化温度,经查阅塑料的耐低温性得知PC材料的临界脆化温度为-100℃,TPE材料的临界脆化温度为-60℃.液氮修边机使用的前提是不能破坏产品的物理结构,因此液氮的工作温度应以TPE材料的脆化温度为工作温度。
其次,喷射粒子材质的选择,必须在超低温下保持自身硬度和韧性,其脆化温度必须比TPE材料的还要低。经了解,PC塑料粒子是低温下抗冲击性能最为突出的材料,能保持自身硬度,且来源广泛,因此是作为喷射粒子的最佳选择。
喷射粒子的喷射速度与冲击动能有关。根据动能计算公式:

其中,E表示粒子动能,m表示粒子质量,v表示粒子运动速度。由此定理可知,动能E与运动速度v二次方成正比,粒子喷射速度越大,其冲击在制品上的动能就越大。
由于液氮修边机是在一个密闭的空间内工作的,喷射粒子可以重复循环使用,为了让制品能充分接受微细的喷射粒子持续冲击,须让液氮修边机启动后有足够的运行时间。但是运行时间的长短对修边效果的影响将构成主要因素,并需要进一步的理论分析及实际验证。
为了研究液氮的温度、运行时间及喷射速度,哪个对制品修边效果的影响起主要因素,下面安排了三因素三水平的正交试验,试验因素与水平见表1所示。

表1 试验因素与水平
选用L9(34)正交表进行试验设计,试验方案与试验结果见下表所示。其数据采集方法为:在每种工况(每个试验号)条件下进行随机抽样100PCS测定修边外观合格率记入试验结果,如表2、表3所示。
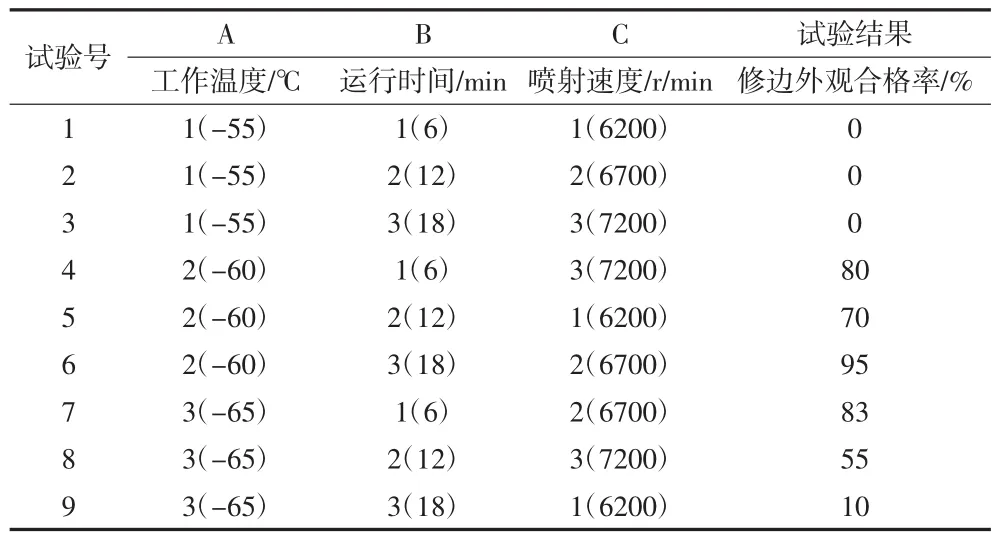
表2 正交试验方案与试验结果
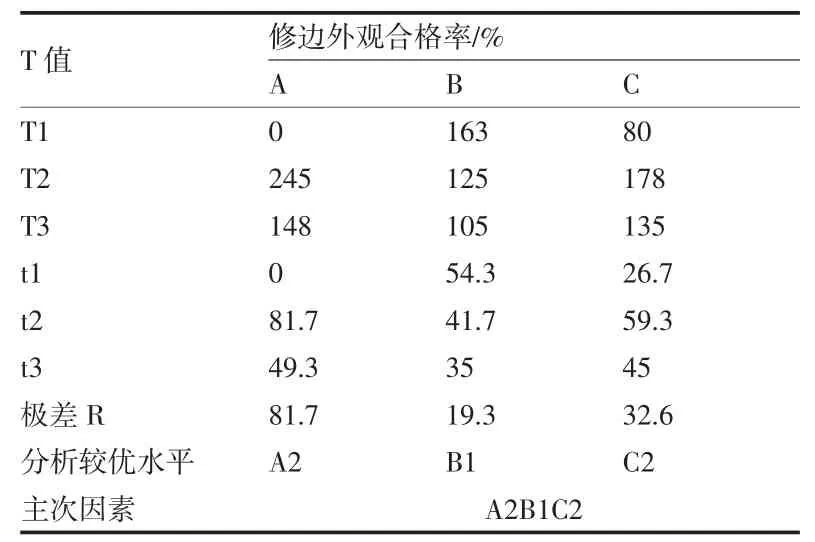
表3 试验结果分析
经正交试验结果分析后得知,影响手机保护套制品修边的较优水平为A2B1C2,即工作温度为-60℃、运作时间为6 min、喷射速度为6 700 r/min,如表3所示,而影响手机保护套制品修边主次因素依次为工作温度、运作时间、喷射速度。
为了充分验证以上分析结果,笔者再取100PCS样品按以上A2B1C2组合进行实际测试,冷冻修边前后效果对比如图1所示。

图1 软胶毛边冷冻修边前后效果对比
由图1可知,在外观方面,手机保护套制品在冷冻修边前其左右TPE软胶曲面边缘残留了长度不一的毛边,而冷冻修边后制品左右边缘毛边已被完全去除,没有产生其他不良现象,完全达到品质要求。
在性能方面,通过使用拉力测试仪对修边前后的制品进行拉伸强度检测,测量结果如表4、5所示。从表中数据对比得知冷冻前后数据并无明显变化,都大于100 MPa,检验结果均判定为通过。
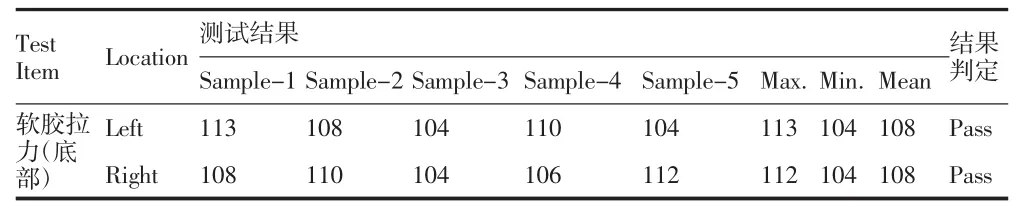
表4 保护套制品冷冻前拉力测试值(MPa)

表5 保护套制品冷冻后拉力测试值(MPa)
3 结束语
(1)手机保护套在液氮修边机内冷冻修边后,制品边缘的毛边能被完全去除,没有产生其他不良现象,完全达到品质要求,在性能方面,全部样品都通过拉伸强度检测。
(2)用正交试验方法验证后得知影响手机保护套制品修边的主次因素依次为工作温度、运作时间、喷射速度,且当工作温度为-60℃、运作时间为6 min、喷射速度为6 700 r/min时,制品的修边效果获得较优水平。
参考文献:
[1]赵光贤.橡胶制品的冷冻修边[J].中国橡胶,2007,23(3):34-36.
[2]郭旭峰,陶乐仁.液氮喷淋流态化速冻系统及冷冻性能研究[J].工程热物理学报,2003,24(3):475-477.
