X射线望远镜超薄玻璃镜片的电阻丝热应力无损切割加工研究
2018-05-18王占山
王 昆 ,吴 意 ,王占山 ,张 众
(1.同济大学机械与能源工程学院,上海 200092;2.同济大学物理科学与工程学院,上海200092)
X射线望远镜是一种基于二次旋转对称曲面的掠入射X射线成像系统(图1)[1],是研究宇宙黑洞形成、银河系星云强磁场等重大天文问题的关键技术手段,对我国高能空间科学发展和空间战略需求具有重要意义。在发射升空时,X射线望远镜的超薄玻璃镜片需承受数倍重力加速度的冲击和高频振动。
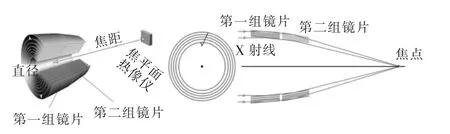
图1 嵌套式X射线望远镜原理图
目前,现有的玻璃切割技术分为三种:金刚石切割、水射流切割、激光切割。对于玻璃等硬脆材料,金刚石切割的边缘质量较粗糙[2-3],表面留有细小裂纹等宏观缺陷(图2a)。水射流切割玻璃具有切割厚度大、间隙小、效率高等优点,但加工时需严格控制压力及切割速度,以达到较好的切割质量;对于超薄曲面玻璃,水射流切割产生的压力则极易导致玻璃崩坏,边缘质量也很难达到要求[4-5]。而普通激光熔融切割后的玻璃断面较粗糙,存在表面烧蚀现象[6]。即使采用先进的飞秒激光技术,选择较小的功率密度,在切割断面10 μm以内仍会产生细小裂纹(图2b);如果进行多次飞秒激光切割直至切断材料,则切割断面如图2c所示。激光热应力切割加工断面平整,基本无裂纹;但离激光光斑焦点最近的玻璃表面温度超过玻璃材料的应变温度,会引起超薄曲面玻璃的局部变形。而且,由于激光热源能量密度极高,激光光斑扫描过的表面会残留少量的烧蚀熔融痕迹(图2d)[7]。因此,金刚石切割、水射流切割、激光切割等加工技术由于会产生断面缺陷和裂纹,均不能满足XTP望远镜超薄玻璃镜片的无损切割加工需求。
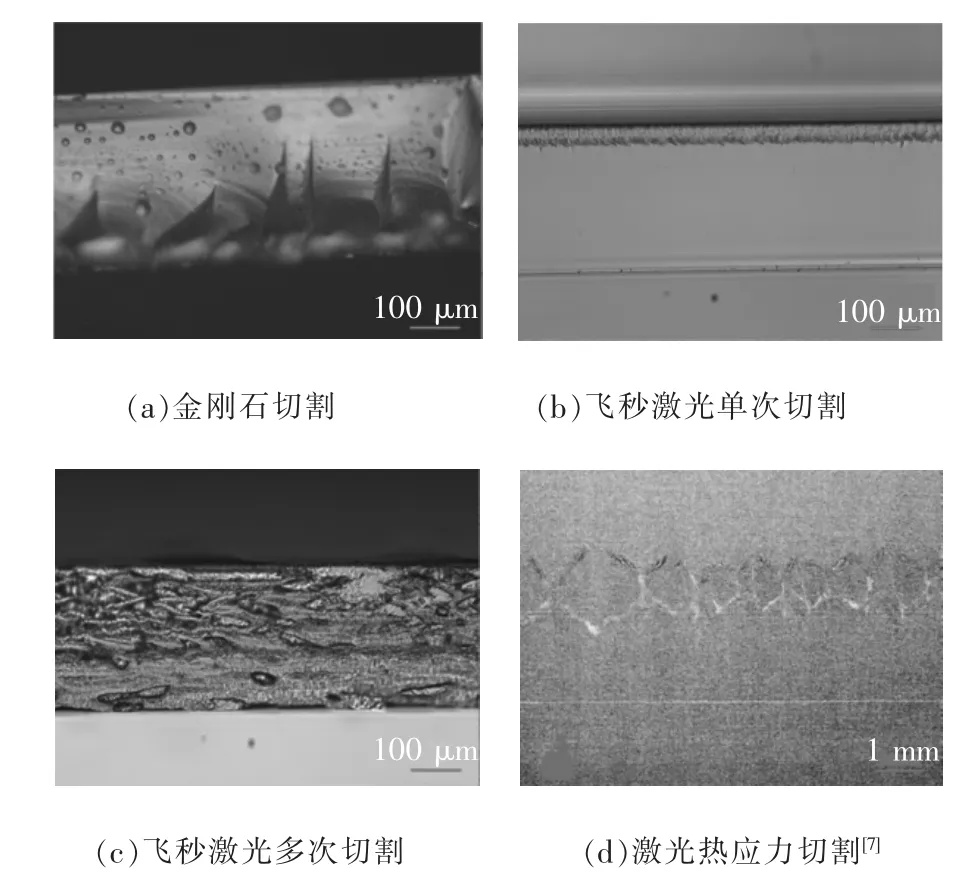
图2 现有玻璃切割技术的断面或表面微观放大图
采用传统玻璃切割技术加工玻璃镜片,会带来切割断面微裂纹或表面微损伤,进而导致发射升空时镜片破碎。采用飞秒激光往复扫描和激光热应力切割所得的超薄玻璃镜片,在卫星发射振动测试实验中无法经受住10g加速度的冲击振动,会出现切割断面的微裂纹扩展,甚至断裂等情况。本文提出了玻璃的电阻丝热应力加工技术,通过电阻丝热源在玻璃内部产生不均匀的温度场,使玻璃在内部热应力作用下断裂成所需的形状。该方法不存在材料去除应力,与传统的机械切割和激光切割方法相比,加工的玻璃断面平整,且无微裂纹。
1 加工机理
利用电阻丝热应力切割超薄玻璃镜片的原理见图3。将电阻丝固定于三轴平动工作台上,待加工的玻璃镜片固定于平台上,同时使热丝与玻璃保持一定距离,利用运动控制卡调整加工参数,使热丝与玻璃按预定轨迹保持相对移动,在电阻丝通有电流并充分预热的情况下,成为辐射源对玻璃板辐射传热。此时可认为玻璃板预期断裂位置附近受辐射强度不同,升温的速度也不同,导致玻璃板垂直于热丝的平面内在同一时刻存在温度梯度。当热电阻丝逐渐远离,其辐射传热功率小到一定值后,空气对流作用对玻璃板起主导作用,玻璃板开始降温。若限制玻璃板的位移,玻璃板由于冷却收缩产生拉应力。在玻璃内部产生稳定变化的热应力作用下,若在玻璃板预期断裂位置的附近某处拉应力达到微裂纹扩展条件,裂纹即萌生扩展,从而达到切割玻璃镜片的目的。实现结果验证了在较低的加工温度下,通过该方法可得到传统切割方法不能获得的裂纹直线度高、方向性好且断面光滑、无微裂纹的超薄光学玻璃镜片。
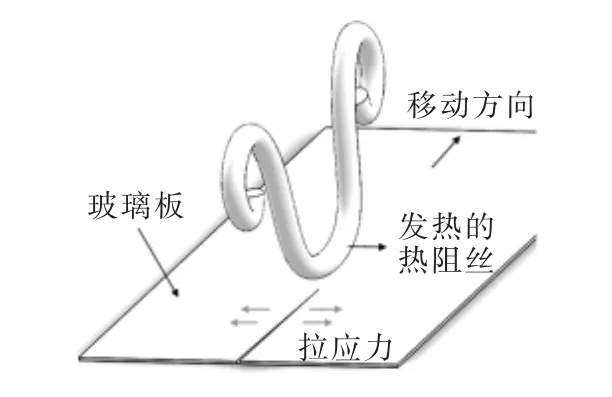
图3 电阻丝热应力切割加工原理图
玻璃材料的断裂行为与金属材料截然不同,对其断裂行为的分析需运用脆性断裂力学理论。在1920年首先由格里菲斯(Griffith)总结出的材料断裂机理,解释了玻璃材料实际强度比理论强度低的原因,提出了有名的脆性断裂理论。1960年前后,人们对含裂纹试件的一些断裂实验表明:在脆断情况下,对一定的材料确实存在一个临界应力强度因子,它只与材料有关,而与试件的几何形状、尺寸及外加载荷形式无关。这个临界应力强度因子被称为材料的断裂韧度,它表征材料抵抗裂纹拓展的能力。在格里菲斯理论基础上,Irwin提出了新的脆性断裂的判据:

式中:KI为应力强度因子 (即推动裂纹拓展的力);KIC为材料的断裂韧度。
脆性断裂力学中,硅玻璃材料的断裂韧度KIC为再根据脆性断裂力学,带双开口矩形板的受拉情况见图4。其中,b为玻璃板半宽;l为初始裂纹长度;L为玻璃板半长;σ为y轴方向应力,并已求出裂纹顶端附近微分单元应力强度因子:

根据近似情况取值无关,则:

本文所做的切割试验中的裂纹都是基于该对称假设模型,热阻丝运动轨迹在模型中心线上。
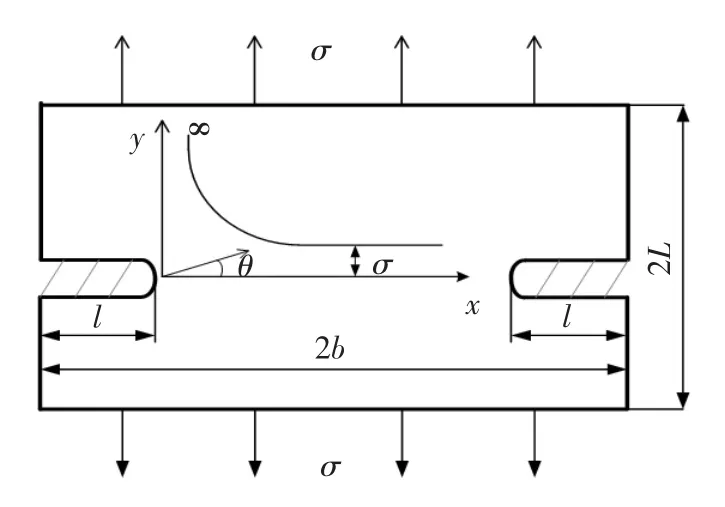
图4 带双开口矩形板的受拉情况与裂纹顶端应力集中现象
2 实验研究
2.1 实验设备
图5是电阻丝热应力切割加工实验设备,加热功率设定为60 W。实验采用一台三维电动平移台,x方向平移台推动热丝切割玻璃,y方向平移台调整热丝初始切割位置,垂直的z方向可调节热丝到玻璃表面的距离。该平移台的移动采用步进电机进行控制,精度可达0.05 mm。步进电机采用固高系列运动控制器控制,控制器一端连接步进电机,另一端连接计算机,计算机由实验人员进行操作。
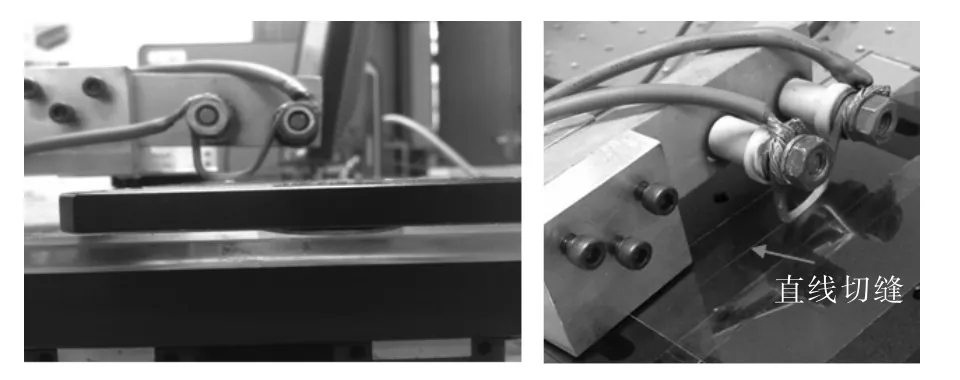
图5 电阻丝热应力切割加工实验设备
分别以平面超薄玻璃、圆锥面超薄玻璃为研究对象,进行切割裂纹扩展的加工参数实验:
(1)由于电阻丝为电加热,故控制电阻丝两端电压即可控制其温度。为分析不同电阻丝温度对切割质量的影响,采用控制变量法,在电阻丝与玻璃板距离和进给速度一定时,通过改变电压值分别切割玻璃,比较其加工质量。
(2)如果电阻丝与玻璃板距离不同,则玻璃板表面温度峰值和梯度值也不同。在电阻丝温度和进给速度一定时,调节电阻丝表面与玻璃板距离,比较其加工质量。
(3)进给速度主要影响玻璃板的加热速度和冷却速度。通过在控制系统中设置电机的运动参数可改变进给速度。
对上述3种情况进行工艺实验,观察裂纹的直线度和裂纹萌生难易程度,进而研究工艺参数对加工质量的影响。通过重复实验的统计结果,优化加工参数。
2.2 实验结果分析
对厚度300 μm的平面玻璃进行直线切割实验,以获得直线度较好的切缝。用Leica显微镜和VFS原子力显微镜对加工区进行微观表面形貌分析,由图6、图7可看出,玻璃切缝附近表面和切割断面均无损伤,且切割断面的表面粗糙度值小于Ra0.5 nm(图8),达到了无损切割要求。
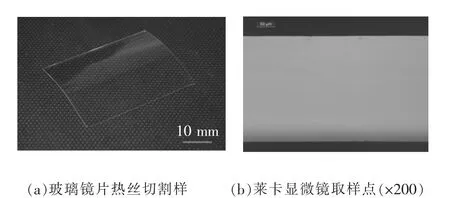
图6 望远镜超薄玻璃镜片加工表面微观形貌
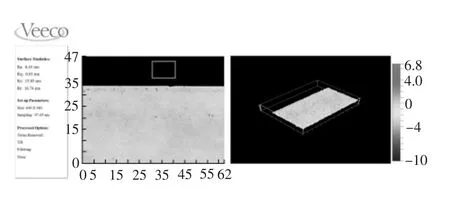
图7 镜片切割断面的原子力显微照片
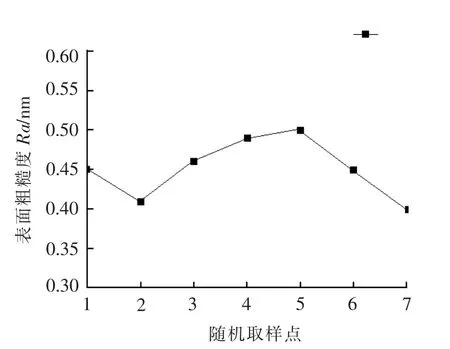
图8 镜片边缘处随机样点的表面粗糙度
为了验证使用电阻丝热应力切割所得的超玻璃镜片在星箭分离、火工品爆炸等环境下的强度、刚度性能,避免遭受损害或失效,进行了冲击实验,实验条件见表1。实验后检查镜片结构,均完好无损,验证了电阻丝热应力切割方法的有效性。
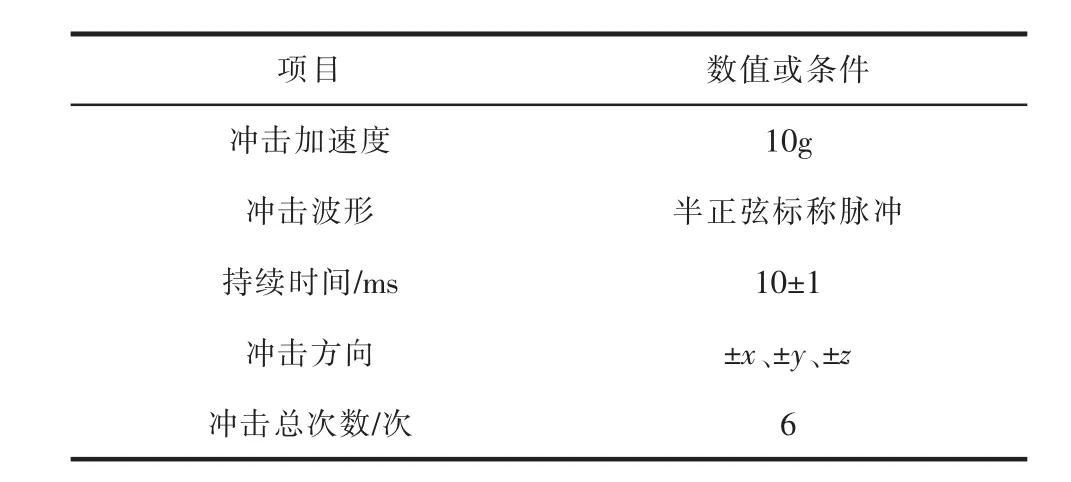
表1 冲击实验条件
3 结束语
本文主要基于热裂法原理,提出了X射线望远镜超薄玻璃镜片的电阻丝热应力切割加工技术,研究了玻璃薄壁件热断裂机理,设计了热丝切割加工系统,进行了切割工艺实验研究,发现裂纹扩展的好坏与热丝切割温度、热丝进给速度及热丝与玻璃表面距离有关。该技术实现了X射线望远镜超薄玻璃镜片的切割加工。电阻丝热应力切割玻璃断面平整、无微裂纹,所得的切割样件在10g加速度的冲击振动中保持完好。
参考文献:
[1]VANSPEYBROECK L P,CHASE R C.Design parameters of paraboloid-hyperboloid telescopes for X-ray astronomy[J].Applied Optics,1972,11(2):440-445.
[2]JIA Peng,ZHOU Ming.Tool wear and its effect on surface roughness in diamond cutting of glass soda-lime[J].Chinese Journal of Mechanical Engineering,2012,25(6):1224-1230.
[3]SUMIYA H,IKEDA K,ARIMOTO K,et al.High wearresistance characteristic of boron -doped nanopolycrystalline diamond on optical glass[J].Diamond and Related Materials,2016,70:7-11.
[4]KARPILISKI A.An An introduction to the diagnosis of the delamination processforglass/epoxy composites during high-pressure abrasive water-jet cutting[J].Strojniski Vestnik, 2006,52(7-8):532-538.
[5]SALINAS-LUNA J,MACHORRO R,CAMACHO J,et al.Water jet:a promising method for cutting optical glass[J].Applied optics,2006,45(15):3477-3481.
[6]杨立军,王懋露,王扬,等.应用裂纹控制法的钠钙玻璃YAG 激光切割技术 [J].红外与激光工程,2010,39(3):512-515.
[7]汪旭煌.基于热裂法的液晶玻璃基板激光切割技术研究[D].杭州:浙江工业大学,2011.
[8]ZHANG W W.Manufacture of mirror glass substrates for theNuSTAR mission [C]//SPIE OpticalEngineering Applications. International Society for Optics and Photonics,2009:74370N-74370.
