更换排气阀座引起的串气漏水故障分析
2018-05-07张涛
张 涛
某深水多功能工程船,配备DP2动力定位系统,采用电力推进方式,由四台发电柴油机为全船提供电力,柴油机型号为Wartsila 8L26,每台功率2 600千瓦。
一、冷却水系统进入空气故障分析
1.现象描述
四台柴油机每台总运转时间大致相同,约为20 000小时,同时进厂大修,各缸缸头排气阀及阀座全部更换,汽缸、活塞和连杆等部件检修,修理完毕后投入运行,在运转中发现有三台柴油机冷却水系统不同程度地有空气存在,导致冷却水压力波动,严重时失压,冷却水高温报警,自动停机。本船设计每台柴油机都有独立的冷却水系统(如膨胀水柜、热交换器等),与其他柴油机完全隔离,不会存在相互串气。分别对三台柴油机冷却水系统(如水泵、阀件、管路、冷却器等)全面检查,没有查明进气原因,直至某次冷却水取样化验,发现这三台柴油机水样不同程度地变黑(见图1、图2),化验结果显示,变黑的原因是冷却水中含有燃烧产物。燃烧室是由汽缸、活塞和缸头组成。进一步检查燃烧产物的来源,排除了汽缸和活塞,只能是来自缸头。将冷却水发黑最严重的柴油机缸头拆下进行水压试验,发现8个缸头都不同程度地从排气阀座与排气阀座孔密封面处漏水,见图3。

图1 四台副机冷却水样前后对比

图2 变黑较重的柴油机冷却水前后对比
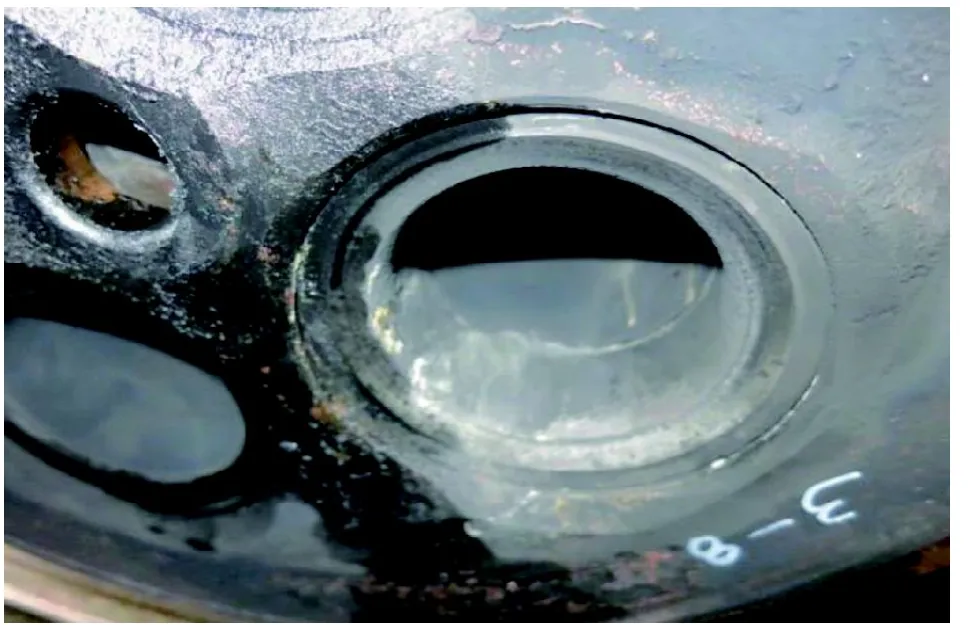
图3 缸头水压试验,从排气阀座与排气阀座孔密封面处漏水
2.原因分析
排气阀座镶嵌在缸头上,阀座与阀座孔为过盈配合,柴油机运转时,排气阀座孔触火面与触水面存在较大温差,要求阀座能承受燃烧室的高温和气阀运动的冲击,不松动,不脱落,耐腐蚀。该柴油机使用和维护保养说明书对阀座的修理规定是:检查阀座,如有松动或磨损超差,应更换阀座。更换阀座的方法和要求:采用专用液压工具将阀座拉出,再用另一专用工具将新阀座压入,压入前将缸头均匀缓慢加热至90 ℃, 阀座冷却至50 ℃,阀座最大直径外圆与阀座孔密封面处(见图4缸头结构示意图的A处)还需要涂抹耐高温密封胶Loctite 620。但是实际的更换情况是:拆卸旧阀时,没有使用专用液压工具拉出阀座,根据经验采用锤击的方法敲出阀座,致使部分缸头的排气阀座孔贴合面处受到破坏,有椭圆现象,椭圆度超过允许值;旧阀座与孔的配合间隙过盈量只在0.01~0.02毫米(要求在0.03~0.08毫米);安装新阀座时使用了非耐高温密封胶。尽管当时阀座装配完毕后试压未见漏水,但是柴油机运转时排气阀座长期处于高温环境下,密封胶失效,阀座与缸头阀座孔不能形成有效的密封,高压燃气(80%负荷时高达170巴)通过阀座与阀座孔的密封面进入冷却水腔中,导致冷却水变黑,冷却水压不稳定。
3.解决方法
对试压发现有漏的排气阀座A处和B处(见图4)进行扩孔,换用加大尺寸的排气阀座(见图5),按照说明书要求进行拆装,再未出现冷却水进入空气的问题。
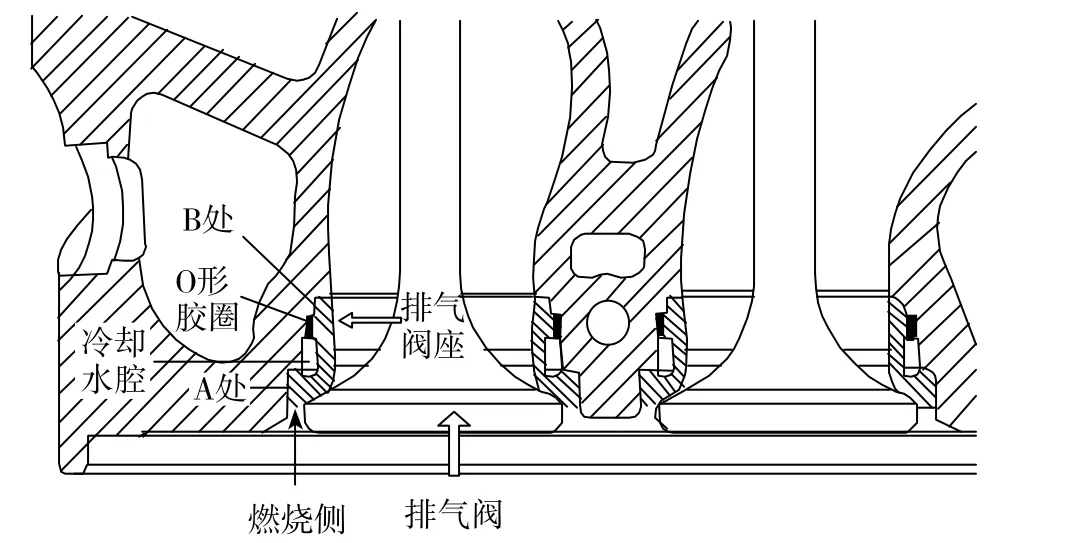
图4 缸头结构示意图
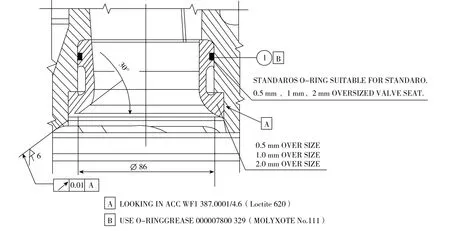
图5 加大尺寸的排气阀座结构示意图
二、冷却水漏入排烟管故障分析
1. 现象描述
换用加大尺寸的阀座后,运转期间,冷却水进气的现象消失了,但是另一个奇怪的事情出现了:停机时膨胀水柜水位不变,运行时水位下降,并且在负荷变化时下降明显,严重时下降速度约为20升/小时。
2. 原因分析
将冷却水系统封闭打压,检查系统内各段管路及连接设备,未发现漏水,排除了冷却水从管路系统漏水的可能性;吹车时也未发现有漏水迹象,基本可以排除冷却水从缸头处漏至燃烧室的可能性;油底壳液位也未见上升,排除了汽缸漏水的可能性。
此问题是在更换加大阀座后发生的,所以还是应从此处入手。此次换新的加大尺寸阀座由厂家提供,对比新旧阀座外形可以看出(见图6、图7),新阀座不仅最大外圆处比旧阀座大0.5毫米,而且在O形胶圈处还多出一级,这样,对应新阀座的形状,排气阀座孔A、B处就要做相应的扩孔改造,来适应新阀座,见图4缸头结构示意图的A处和B处。

图6 原来的旧排气阀座

图7 加大0.5 mm尺寸的新排气阀座
是否冷却水会从O形胶圈处漏水至排烟管呢?为验证再次将全部缸头拆下试压,但是未见漏水,为保险起见将所有排气阀座取出,发现有4个排气阀座的O形胶圈外表面损坏,其对应的排气阀座孔B处加工精度不够,表面有凸台,导致安装阀座时,O形胶圈被凸台碰伤。见图8、图9、图10。在热态和震动状况下,冷却水从O形胶圈表面缺陷处渗漏,被高温烟气汽化后一同排出烟囱;冷态时O形胶圈处阀座与孔配合间隙小,冷却水不会渗出。这样,柴油机在运行时膨胀水柜冷却水位下降,停机时水位正常。

图8 加工之前的排气阀座孔
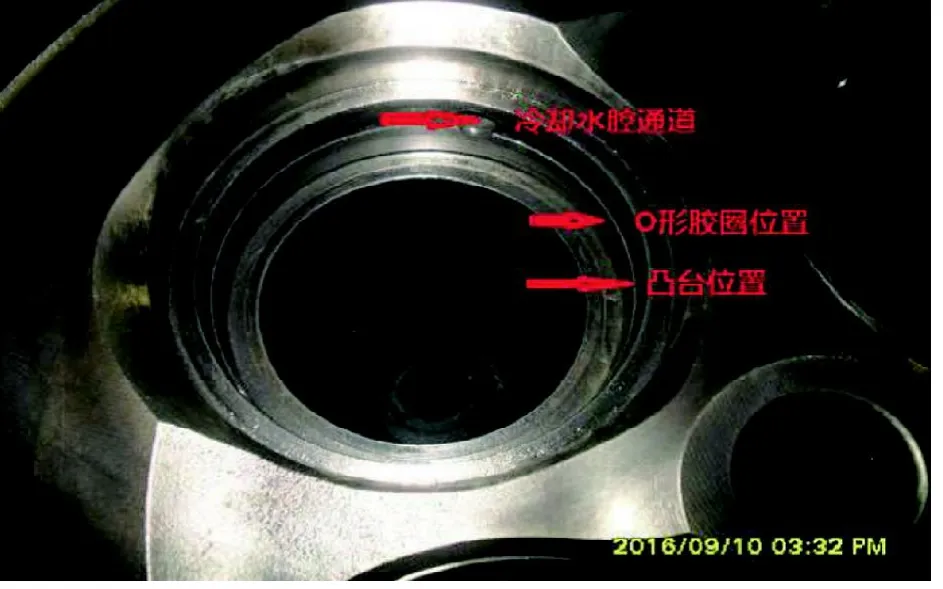
图9 加工之后有缺陷的排气阀座孔

图10 新排气阀座的O形胶圈损坏
3. 解决方法
将存在缺陷的排气阀座凸台修整,表面光洁度处理,按说明书要求装复阀座。柴油机运转时冷却水进气及漏水现象消失,恢复正常工作。
三、小结
上述故障的原因主要是未按照说明书规定的检修方法和要求进行检修,也没有按照精密机械加工工艺规程进行操作。祸患积于忽微,细节决定成败,一些微小的细节失误或疏忽往往会酿成大错,轮机管理人员都应从细微处入手,用心去做每一件事。