WRA-S-25型菱形胶圈的研发及生产实践
2017-12-14朱兴学成劲松曹恒坤
朱兴学,成劲松,曹恒坤
(无锡二橡胶股份有限公司,江苏 无锡 214000)
WRA-S-25型菱形胶圈的研发及生产实践
朱兴学,成劲松,曹恒坤
(无锡二橡胶股份有限公司,江苏 无锡 214000)
为了提高和保证成纱质量,分析胶圈在生产过程中的作用,介绍WRA-S-25型菱形胶圈结构特点及其研发思路,并与平光下胶圈进行纺R 11.7 tex赛络纱生产试验对比,从清洁、平揩车更换胶圈、建立使用台账等方面探讨菱形胶圈维护保养的注意事项。指出:WRA-S-25型菱形胶圈运行阻力小、同步性好,能有效提升下胶圈运行速度及稳定性,改善成纱质量;菱形胶圈滑溜率小,工艺设计适应性广。
菱形胶圈;摩擦力界;伸直度;滑溜率;中罗拉;下销棒;同步性;平揩车
0 引言
胶圈是纺纱牵伸机构的关键器材之一,其弹性握持加强了牵伸区内的摩擦力界,纤维变速稳定集中地向前钳口转移,使牵伸后的成纱条干良好。因此,保证上、下胶圈运行稳定,才能较好地提高纤维伸直度,使纤维有序平行排列并作匀速移动,可在一定程度保证成纱质量。而提高其运行稳定性,首先要提高中罗拉与下胶圈的同步性,使下胶圈的运行速度接近中罗拉的表面线速度[1]。为此,我公司针对性地开发了WRA-S-25型内菱形胶圈。
1 WRA-S-25型菱形胶圈结构特点及研发思路
1.1 结构特点
WRA-S-25型菱形胶圈外层为黑色,内层为深绿色。其外表面为平光面,内表面采用规则的菱形网状组合设计,呈现“菱形网状凹凸面”。牵伸过程是由中罗拉与下胶圈内表面接触而带动下胶圈转动,再通过上、下胶圈外表面接触带动上胶圈转动实现的[2]。因此,胶圈内、外表面的摩擦因数是决定胶圈运转稳定性的主要因素。
1.2 研发主要思路
1.2.1菱形凹凸状胶圈内表面与中罗拉滚花形成啮合传动,可提高同步性,降低胶圈的滑溜率,确保下胶圈运行稳定。
1.2.2胶圈在下销棒小曲率半径部位时,传统的平光胶圈为线接触,而菱形网状结构胶圈则为多点接触,能减少在该位置的摩擦阻力。传统平光胶圈与下销棒工作面、张力钩的摩擦均为面接触,而菱形胶圈与其均为线接触,运行阻力减小。
1.2.3胶圈内表面呈菱形凹凸状,凸处对凹处的支撑作用,增加了胶圈外表面的弹性,从而增强了胶圈对须条握持和输送的稳定性。
1.2.4胶圈规则的菱形网状凹凸结构被下罗拉带动运转过程中,在下销棒小曲率半径部位、下销棒工作面和张力钩处带动空气形成微气流,可减少胶圈运转过程中出现的粘花或打顿问题。
2 WRA-S-25型菱形胶圈应用效果
2.1 成纱质量对比
试验条件:JWF1562型细纱机,品种为R 11.7 tex赛络纺,中罗拉表面线速度为3.235 mm/s,后区牵伸倍数为1.175。
试验方法:同型号上胶圈,同锭位,分两批各安装10只规格为83 mm×30 mm×1 mm的WRA-S-25型菱形下胶圈和10只同规格进口平光下胶圈。在中罗拉转速相同的情况下,两种下胶圈每5转记录一次时间,计算各自运转的平均速度。两种下胶圈滑溜率对比见表1,成纱质量对比见表2。
表1 两种下胶圈滑溜率对比

下胶圈类型下胶圈线速度/(mm·s-1)12345678910均值滑溜率/%进口3.133.173.173.123.183.143.113.163.153.163.152.6菱形3.173.193.193.173.193.193.183.193.183.193.181.7
表2两种下胶圈纺R11.7tex赛络纱成纱质量对比
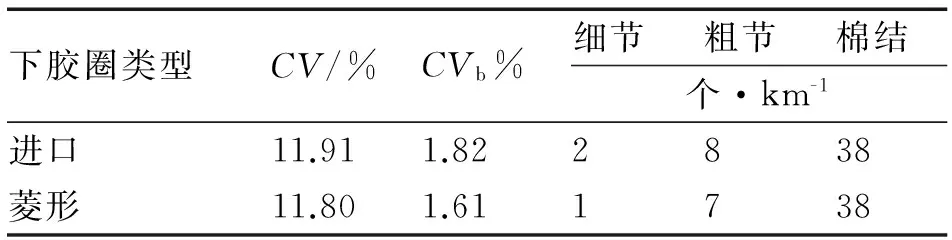
下胶圈类型CV/%CVb%细节粗节棉结个·km-1进口11.911.822838菱形11.801.611738
从表1 和表2可知,WRA-S-25型菱形下胶圈运行速度明显高于进口下胶圈,其表面线速度更接近中罗拉表面线速度,其滑溜率明显小于进口下胶圈,其成纱质量显著优于进口平光下胶圈。
2.2 跟踪试验
试验条件:JWF1536B型细纱机,5号机台;R 11.7 tex赛络集聚纺;粗纱干定量为2.9 g/(10 m),捻系数为70;平面牵伸,后区牵伸倍数为1.14;罗拉隔距为19 mm×43 mm。
试验方法:取504只规格为83 mm×30 mm×1 mm的WRA-S-25型菱形下胶圈安装在5号细纱机正面,另取504只同规格某厂平光下胶圈安装在5号细纱机反面。两种胶圈纺纱状态对比见表3。
表3 两种下胶圈纺纱状态对比

下胶圈型号开冷车运行3个月后区涌纱夹圈内表面状态外表面状态WRA-S-25型无无无明显磨损基本无中凹某平光下胶圈23只4只部分已开裂露线明显中凹
从表3可以看出,在后区牵伸倍数较小的情况下,WRA-S-25型菱形下胶圈开冷车运行无后区涌纱问题,说明其运行速度更接近中罗拉设计速度,与中罗拉的相对位移较小,内层与中罗拉滚花之间的滑移磨损概率较小,相比平光下胶圈优势比较明显。
3 WRA-S-25型菱形胶圈维护保养注意事项
3.1胶圈使用中易受棉蜡、油脂污染,必须制定周期性的清洁计划。建议结合揩车上胶圈每月清洗1次,结合大揩车下胶圈每3个月清洗1次。胶圈维护操作流程为:洗涤→剔拣→检测→整理上车。
3.2平揩车时更换下胶圈,建议将中罗拉颈上的油污擦净,尽可能地使胶圈不沾油污,方便清洗;先使用专业胶辊、胶圈清洗剂清洗,然后用清水漂洗,以防胶圈内层发涩,保证表面滑爽,确保其适纺性。
3.3平揩车操作可将备用胶圈挂在中罗拉上,不穿过下销棒,以减少钳口处积花。新、旧胶圈在规格和可纺性方面均有少许差异,在工作中要掌握一个原则:新胶圈、半新胶圈和旧胶圈不在同台车上混用,以确保同台车用胶圈质量一致。零星替换胶圈,只能使用旧胶圈,严禁使用新胶圈替换;新胶圈只能整台上车使用[3]。
3.4胶辊室必须对每台车用胶圈使用情况做好详细的台帐记录,内容包括上车时间和规格型号等。
3.5严格制定设备状况检查计划,特别注意检查导纱动程装置是否正常有效,导纱动程是否符合工艺要求,胶圈张力架张力是否一致,并定期检查下胶圈是否跑偏等[4]。
3.6加强挡车工操作技能培训,避免出现因前罗拉绕花等人为因素挤坏下胶圈的问题。
4 结语
4.1WRA-S-25型菱形胶圈克服了平光胶圈运行阻力大、同步性差、内表面易磨损等缺陷,能有效提升下胶圈运行速度及稳定性,从而改善成纱质量。
4.2WRA-S-25型菱形胶圈滑溜率小,后区实际牵伸倍数接近于后区设计牵伸倍数,其工艺设计适应性更广。
[1] 孙倩,赵瑞芝.新型复合内花纹胶圈的研发与应用[J].江苏纺织,2012(5):42-45.
[2] 刘国卫.下胶圈内层磨损分析与节能张力辊的应用[J].纺织器材,2006,33(5):39-42.
[3] 杨产路.内花纹胶圈的应用实践[J].纺织器材,2003,30(4):29-31.
[4] 熊伟,方向正,随玉光.高温、高湿条件下纺纱用胶辊、胶圈的改善措施分析[J].纺织器材,2006,33(3增):30-33.
DevelopmentandProductionPracticeoftheDiamondApronWRA-S-25
ZHU Xingxue,CHENG Jinsong,CAO Hengkun
(Wuxi No.2 Rubber Co.,Ltd.,Wuxi 214000,China)
To improve and ensure the quality of yarn,analysis is done to the role of the apron in the production process.Introduction is made to the structure and features of the diamond apron WRA-S-25 and its growth ideas.Trial spinning of R 11.7 tex siro-spinning production is made as compared with the bottom apron in flat spinning.Some cautions with maintenance of diamond apron is introduced from the clean,change of apron in the maintenance,preparation of lot report.It is pointed out that diamond apron WRA-S-25 is of small running resistance,good synchronization,thus effectively enhancing the speed and stability of bottom aprons with good yarn quality.Diamond apron is of small slippage rate and wide adaptability of process design.
diamond apron;friction field;straightness;slippage rate;middle roller;bar of bottom apron cradle;synchronization;machine maintenance
TS103.82+3
B
1001-9634(2017)06-0020-02
2017-06-19
朱兴学(1971—)男,江苏无锡人,高级工程师,主要从事胶辊、胶圈和轴承制造应用方面的研究。